Este manual de instruções destina-se a ser um guia para a utilização da Boxmat PRO INTELIGO. Para garantir um desempenho ótimo da sua máquina de soldar, siga rigorosamente as recomendações e especificações.
Índice
- Capítulo 1: Introdução
- Capítulo 2: Regulamentação em matéria de saúde e segurança
- Capítulo 3: Dados técnicos
- Capítulo 4: Especificações técnicas
- Capítulo 5: Instalação
- Capítulo 6: Funcionamento da máquina
- Capítulo 7: Descrição do ecrã do painel HMI
- Capítulo 8: Manutenção
- Capítulo 9: Regras de trabalho e de segurança
- Capítulo 10: Documentação eléctrica
- Capítulo 11: Documentação pneumática
- Capítulo 12: Utilização e máquina Quebra
- Capítulo 13: Caixas de proteção
- Capítulo 14: Documentos adicionais da máquina
Para obter mais informações técnicas sobre esta máquina, contacte o nosso Centro de Resolução através do número 1-855-888-WELD ou envie um e-mail para service@weldmaster.com.
1.0 Introdução
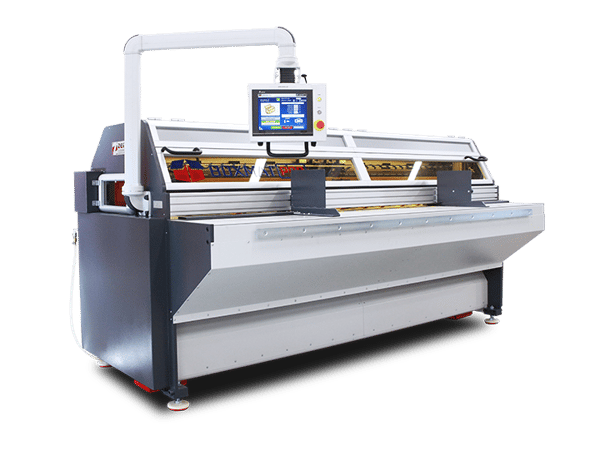
A Boxmat PRO é a máquina mais moderna e versátil do mercado e revoluciona a produção de embalagens de cartão canelado. Graças à mudança automática e sem ferramentas das configurações no painel tátil HMI, que pode ser alterado em poucos segundos, qualquer tamanho de produto pode ser programado em tipos padrão FEFCO. A PRO é ideal para a produção de pequenas séries, bem como para grandes produções em massa. O corte de ranhuras, a remoção de material em excesso, a marcação, a remoção de línguas de adesivo, bem como o corte do formato à medida, são efectuados num único ciclo sem necessidade de acessórios adicionais.
De uma só vez, podem ser fabricadas caixas de 3/5 camadas de cartão canelado. É possível fabricar mais do que uma caixa a partir de um formato adequadamente grande num único ciclo.
As posições das ferramentas longitudinais são ajustadas através de servo-accionamentos em função do tamanho e da espessura do cartão. Os formatos são posicionados centralmente para os para-choques posicionados automaticamente. Um conjunto de rolos antiderrapantes e de veios de entrada e saída assegura uma orientação precisa e estável da caixa de cartão ao longo de todo o ciclo.
O sistema inovador aplicado, através de facas circulares, permite cortar os excessos ou os resíduos de cartão do resto da folha. Esta solução facilita a bi-directional correção do tamanho das folhas e permite que as folhas em produção sejam cortadas em diferentes tamanhos simultaneamente, sem terem de ser cortadas num dispositivo periférico separado.
CARACTERÍSTICAS:
- Entalhe, bi-directional pontuação e corte de resíduos em um ciclo
- Um módulo integrado para cortar, marcar e cortar off, elimina erros de produção em máquinas multi-módulos
- Mudança rápida da máquina definições, em o painel tátil , graças a servo drives
- Possibilidade de corte longitudinal que é uma função de corte , corte transversal e corte de folhas em pedaços mais pequenos - uma ferramenta de fendas
- 4 facas + 4 longitudinal pontuação rodas ajustável em o painel - a padrão opção
- Um sistema de perfuração integrado para cortar furos
- Ecológico power e drive system as well as low power consumption
- Seleção de estilos, tamanhos, funções e as profundidades de as pontuações, utilizando o ecrã tátil
- Cartão alimentador com um fiável sistema de recolha
- Vibro-isolante pernas impedindo transmissão de vibrações
- Seguro e rápido remoto máquina calibração e atualização, graças à ligação remota internet
- Troca fácil de rodas de corte e lâminas de corte
![]() ATENÇÃO: Qualquer intenção de utilizando este máquina para qualquer objetivo outro do que como descrito em este manual deve sempre ser discutido com o fabricante.
ATENÇÃO: Qualquer intenção de utilizando este máquina para qualquer objetivo outro do que como descrito em este manual deve sempre ser discutido com o fabricante.
![]() ATENÇÃO: Para o segurança de todos operadores e outros pessoal, é importante que este manual é ler e compreendido por todo o pessoal; todos instruções deve ser seguido.
ATENÇÃO: Para o segurança de todos operadores e outros pessoal, é importante que este manual é ler e compreendido por todo o pessoal; todos instruções deve ser seguido.
![]() ATENÇÃO: É é altamente recomendado que cada operador, uma vez formado para utilização este máquina, deve anexar seus nome e assinatura do forma em este manual.
ATENÇÃO: É é altamente recomendado que cada operador, uma vez formado para utilização este máquina, deve anexar seus nome e assinatura do forma em este manual.
![]() ATENÇÃO: Este máquina era concebido para utilização por fisicamente apto operadores. Por favor contacto o fabricante para ajuda e aconselhamento se for necessário ser ajustadas ou modificadas para outros.
ATENÇÃO: Este máquina era concebido para utilização por fisicamente apto operadores. Por favor contacto o fabricante para ajuda e aconselhamento se for necessário ser ajustadas ou modificadas para outros.
2.0 Regulamentos, sinais e etiquetas de saúde e segurança
A saúde e a segurança dos operadores e de outras pessoas nas proximidades desta máquina são de importância primordial.
Para utilizar esta máquina com segurança, é muito importante que este manual seja lido atentamente por todo o pessoal que tenciona trabalhar com a máquina ou perto dela. Todas as instruções de segurança devem ser respeitadas, incluindo as etiquetas de aviso no manual, bem como as afixadas na máquina.
É imperativo que o comprador seja obrigado a elaborar as suas próprias INSTRUÇÕES DE TRABALHO para os operadores das suas máquinas, utilizando as instruções deste manual de serviço e o conhecimento derivado da própria experiência do fabricante relativamente à tecnologia do produto.
As responsabilidades finais, legais e financeiras por todos os potenciais eventos que possam ocorrer, devido à ignorância deste manual de serviço ou à ignorância dos regulamentos de Saúde e Segurança no Trabalho, recaem sobre o comprador. É, portanto, ESSENCIAL ler e seguir as instruções de segurança.
Sinais de alerta
![]() ATENÇÃO: Cada operador DEVE ler o texto do deste serviço manual antes de efetuar qualquer trabalho com a máquina.
ATENÇÃO: Cada operador DEVE ler o texto do deste serviço manual antes de efetuar qualquer trabalho com a máquina.
![]() ATENÇÃO: O comprador é vivamente aconselhado para sorteio para o seu próprio ESTAÇÃO DE TRABALHO INSTRUÇÕES para os operadores de máquinas, sobre o base de o texto incluído em este manual de serviço e o conhecimento derivado de seus tecnologia de produção própria.
ATENÇÃO: O comprador é vivamente aconselhado para sorteio para o seu próprio ESTAÇÃO DE TRABALHO INSTRUÇÕES para os operadores de máquinas, sobre o base de o texto incluído em este manual de serviço e o conhecimento derivado de seus tecnologia de produção própria.
 ATENÇÃO: UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser operado por não qualificado pessoal. Operadores de máquinas deve ser familiar com Ocupacional Saúde e Segurança regulamentos com especial foco sobre o riscos inerente a este máquina. Como a consequência de o acima referida, documentação, que aprova conclusão de formação e assinado por o formado operador, deve ser emitido.
ATENÇÃO: UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser operado por não qualificado pessoal. Operadores de máquinas deve ser familiar com Ocupacional Saúde e Segurança regulamentos com especial foco sobre o riscos inerente a este máquina. Como a consequência de o acima referida, documentação, que aprova conclusão de formação e assinado por o formado operador, deve ser emitido.
![]() ATENÇÃO: O máquina era não concebido para ser operado por deficientes operadores. Se o necessidade surge - e após consulta prévia com o Fabricante- o máquina pode ser devidamente adaptados às pessoas com deficiência operadores.
ATENÇÃO: O máquina era não concebido para ser operado por deficientes operadores. Se o necessidade surge - e após consulta prévia com o Fabricante- o máquina pode ser devidamente adaptados às pessoas com deficiência operadores.
![]() ATENÇÃO: De acordo com para o do fabricante recomendações, o máquina deve ser instalado em um industrial ambiente apenas.
ATENÇÃO: De acordo com para o do fabricante recomendações, o máquina deve ser instalado em um industrial ambiente apenas.
![]() ATENÇÃO: Descuidada manuseamento de o máquina, durante transporte e/ou deslocalização, pode conduzir a graves lesão ou acidentes.
ATENÇÃO: Descuidada manuseamento de o máquina, durante transporte e/ou deslocalização, pode conduzir a graves lesão ou acidentes.
![]() ATENÇÃO: Periódico, adequado preventivo inspeção de o fogo proteção sistema deve ser transportado fora, em e em torno de a máquina. O comprador é totalmente responsável para organização para conduzir tais inspecções.
ATENÇÃO: Periódico, adequado preventivo inspeção de o fogo proteção sistema deve ser transportado fora, em e em torno de a máquina. O comprador é totalmente responsável para organização para conduzir tais inspecções.
![]() ATENÇÃO: A vida ameaçadora, de alta potência de rede tensão de 3 x 480V; 50...60 Hz é fornecido ao a máquina. Como a resultado, todas as manutenção deve ser efectuada por devidamente qualificado pessoal devidamente qualificado, conforme exigido pela lei.
ATENÇÃO: A vida ameaçadora, de alta potência de rede tensão de 3 x 480V; 50...60 Hz é fornecido ao a máquina. Como a resultado, todas as manutenção deve ser efectuada por devidamente qualificado pessoal devidamente qualificado, conforme exigido pela lei.
 ATENÇÃO: Trabalho transportado fora em o alimentação, corte ou flexão zonas dentro de o sistemas, deve ser conduzido por qualificado pessoal qualificado apenas, após tomada todos de precaução medidas de precaução. Em o zonas acima referidas, superior instâncias de potencial corpo lesão são possíveis.
ATENÇÃO: Trabalho transportado fora em o alimentação, corte ou flexão zonas dentro de o sistemas, deve ser conduzido por qualificado pessoal qualificado apenas, após tomada todos de precaução medidas de precaução. Em o zonas acima referidas, superior instâncias de potencial corpo lesão são possíveis.
 ATENÇÃO: O EMERGÊNCIA PARAR botão é concebido ser pressionado em qualquer tempo mas especialmente quando um emergência encerramento é com urgência necessário.
ATENÇÃO: O EMERGÊNCIA PARAR botão é concebido ser pressionado em qualquer tempo mas especialmente quando um emergência encerramento é com urgência necessário.
![]() ATENÇÃO: O área envolvente o máquina deve não ser bloqueado por qualquer objectos, como este pode resultado em pessoal tropeçar, deslizamento e queda que podem conduzir a graves lesão.
ATENÇÃO: O área envolvente o máquina deve não ser bloqueado por qualquer objectos, como este pode resultado em pessoal tropeçar, deslizamento e queda que podem conduzir a graves lesão.
![]() ATENÇÃO: O o operador deve sempre assegurar que todas as portas, tampas, escudos e outros dispositivos de proteção são de forma segura no local antes de a máquina é começou.
ATENÇÃO: O o operador deve sempre assegurar que todas as portas, tampas, escudos e outros dispositivos de proteção são de forma segura no local antes de a máquina é começou.
![]() ATENÇÃO: Um operador deve nunca subir sobre o máquina quando está em funcionamento.
ATENÇÃO: Um operador deve nunca subir sobre o máquina quando está em funcionamento.
![]() ATENÇÃO: A via de passagem do ondulado a direção NUNCA deve ser bloqueado por pessoal ou por qualquer obstáculo.
ATENÇÃO: A via de passagem do ondulado a direção NUNCA deve ser bloqueado por pessoal ou por qualquer obstáculo.
Sinais proibitivos e obrigatórios
 UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser operado por sem formação pessoal. O da máquina operadores deve estar familiarizado com Ocupacional Saúde e Segurança regulamentos com especial centrar-se no riscos inerente a este máquina.
UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser operado por sem formação pessoal. O da máquina operadores deve estar familiarizado com Ocupacional Saúde e Segurança regulamentos com especial centrar-se no riscos inerente a este máquina.
 ATENÇÃO: UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser operado por não qualificado pessoal. Operadores de máquinas deve ser familiar com Ocupacional Saúde e Normas de segurança.
ATENÇÃO: UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser operado por não qualificado pessoal. Operadores de máquinas deve ser familiar com Ocupacional Saúde e Normas de segurança.
 UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser montado, desmantelado ou transportado por sem formação pessoal, nem por aqueles desconhecido com o normas de segurança incluído em este serviço manual, desde tal actividades pode chumbo para um acidente ou para perdas financeiras.
UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser montado, desmantelado ou transportado por sem formação pessoal, nem por aqueles desconhecido com o normas de segurança incluído em este serviço manual, desde tal actividades pode chumbo para um acidente ou para perdas financeiras.
 UNDER NÃO CIRCUNSTÂNCIAS deve manutenção ou manutenção ser conduzido, ou preventivo medidas ser tomadas, sem totalmente desligamento da rede eléctrica fornecimento.
UNDER NÃO CIRCUNSTÂNCIAS deve manutenção ou manutenção ser conduzido, ou preventivo medidas ser tomadas, sem totalmente desligamento da rede eléctrica fornecimento.
 UNDER NÃO CIRCUNSTÂNCIAS deve qualquer de o sub montagens, tal como o guia rolos, o corte ou pontuação ferramentas, ser tocado.
UNDER NÃO CIRCUNSTÂNCIAS deve qualquer de o sub montagens, tal como o guia rolos, o corte ou pontuação ferramentas, ser tocado.
UNDER NÃO CIRCUNSTÂNCIAS deve qualquer medidas ser empreendida que poderia chumbo para a redução em o da máquina segurança estado; este inclui medidas como bloqueio mestre interruptores, remoção de protectores ou a desligar sensores, etc.
NÃO CIRCUNSTÂNCIAS deve um operador subir na máquina durante o procedimento de carregamento ou durante o seu período normal de trabalho ciclo.
 UNDER NÃO CIRCUNSTÂNCIAS deve qualquer potencial incêndio, perto a máquina, ser extinto com água. Utilizar apenas licenciado, sofisticado, de combate a incêndios agentes e risco de incêndio proteção produtos.
UNDER NÃO CIRCUNSTÂNCIAS deve qualquer potencial incêndio, perto a máquina, ser extinto com água. Utilizar apenas licenciado, sofisticado, de combate a incêndios agentes e risco de incêndio proteção produtos.
 UNDER Em nenhuma circunstância os protectores devem ser retirados durante o ciclo de trabalho da máquina.
UNDER Em nenhuma circunstância os protectores devem ser retirados durante o ciclo de trabalho da máquina.
 UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser pulverizado com água durante a sua regularidade trabalho ciclo ou quando é ocioso.
UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser pulverizado com água durante a sua regularidade trabalho ciclo ou quando é ocioso.
 UNDER NÃO CIRCUNSTÂNCIAS deve qualquer manutenção tarefas ser realizado enquanto o máquina é em funcionamento.
UNDER NÃO CIRCUNSTÂNCIAS deve qualquer manutenção tarefas ser realizado enquanto o máquina é em funcionamento.
 UNDER NÃO CIRCUNSTÂNCIAS deve qualquer óleo, solvente ou qualquer outro cáustico ou tóxico substâncias ser derramado fora, ou em ou perto de o máquina.
UNDER NÃO CIRCUNSTÂNCIAS deve qualquer óleo, solvente ou qualquer outro cáustico ou tóxico substâncias ser derramado fora, ou em ou perto de o máquina.
 UNDER NÃO CIRCUNSTÂNCIAS deve móvel telefones ser utilizado no imediato nas proximidades da máquina.
UNDER NÃO CIRCUNSTÂNCIAS deve móvel telefones ser utilizado no imediato nas proximidades da máquina.
 UNDER NÃO CIRCUNSTÂNCIAS deve qualquer nu chama ser utilizado no imediato nas proximidades da máquina.
UNDER NÃO CIRCUNSTÂNCIAS deve qualquer nu chama ser utilizado no imediato nas proximidades da máquina.
 UNDER NÃO CIRCUNSTÂNCIAS deve cigarros ser fumado no imediato vizinhança do máquina.
UNDER NÃO CIRCUNSTÂNCIAS deve cigarros ser fumado no imediato vizinhança do máquina.
 UNDER NÃO CIRCUNSTÂNCIAS deve álcool ser consumido no no imediatamente vizinhança do da máquina, nem deve pessoal, sob a influência do álcool, operar a máquina.
UNDER NÃO CIRCUNSTÂNCIAS deve álcool ser consumido no no imediatamente vizinhança do da máquina, nem deve pessoal, sob a influência do álcool, operar a máquina.
 UNDER NÃO CIRCUNSTÂNCIAS deve pessoal comer em o imediato proximidade de a máquina.
UNDER NÃO CIRCUNSTÂNCIAS deve pessoal comer em o imediato proximidade de a máquina.
 TI É FORTEMENTE ACONSELHADO que cada pessoa, designado para operar a máquina, ser totalmente formação. O âmbito da formação deve abranger o funcionamento do da máquina, bem como bem como bem como Saúde saúde e segurança regulamentos, com especial especial sobre os riscos inerentes à à máquina.
TI É FORTEMENTE ACONSELHADO que cada pessoa, designado para operar a máquina, ser totalmente formação. O âmbito da formação deve abranger o funcionamento do da máquina, bem como bem como bem como Saúde saúde e segurança regulamentos, com especial especial sobre os riscos inerentes à à máquina.
 TI É ALTAMENTE RECOMENDADO que TODAS coberturas e protecções, concebidos para a máquina, ser utilizados.
TI É ALTAMENTE RECOMENDADO que TODAS coberturas e protecções, concebidos para a máquina, ser utilizados.
 TI IS ESSENCIAL que em o evento de qualquer acidente envolvendo o operador, ou qualquer máquina falha, ambos deve ser comunicada à direção prontamente.
TI IS ESSENCIAL que em o evento de qualquer acidente envolvendo o operador, ou qualquer máquina falha, ambos deve ser comunicada à direção prontamente.
 TI IS ESSENCIAL para desgaste seguro, ajustado, vestuário de trabalho para reduzir o possibilidade de ser apanhado ou puxado em a máquina.
TI IS ESSENCIAL para desgaste seguro, ajustado, vestuário de trabalho para reduzir o possibilidade de ser apanhado ou puxado em a máquina.
 TI IS ESSENCIAL para desgaste protetor luvas enquanto de funcionamento a máquina.
TI IS ESSENCIAL para desgaste protetor luvas enquanto de funcionamento a máquina.
 É ESSENCIAL para desgaste calçado de trabalho antiderrapante.
É ESSENCIAL para desgaste calçado de trabalho antiderrapante.
 Audição a proteção deve ser usado neste área.
Audição a proteção deve ser usado neste área.
 TI IS ESSENCIAL que longo cabelo ser vinculado voltar em tal a forma como para reduzir o risco de ser apanhado ou puxado em o máquina; operadores deve desgaste ou adequado cabelo cobertura ou usar o seu cabelo vinculado para cima.
TI IS ESSENCIAL que longo cabelo ser vinculado voltar em tal a forma como para reduzir o risco de ser apanhado ou puxado em o máquina; operadores deve desgaste ou adequado cabelo cobertura ou usar o seu cabelo vinculado para cima.
 TI IS ESSENCIAL para manter o chão em torno de o máquina limpo e livre de qualquer papel, quadro ou outros resíduos.
TI IS ESSENCIAL para manter o chão em torno de o máquina limpo e livre de qualquer papel, quadro ou outros resíduos.
 TI IS NECESSÁRIO que todas máquinas operadores sejam bem treinados pessoal, familiarizado com Saúde saúde e segurança regulamentos; devem devem também estar familiarizados com todos os perigosas situações susceptíveis de ocorrer no a funcionamento de máquinas sofisticadas máquinas desta complexidade.
TI IS NECESSÁRIO que todas máquinas operadores sejam bem treinados pessoal, familiarizado com Saúde saúde e segurança regulamentos; devem devem também estar familiarizados com todos os perigosas situações susceptíveis de ocorrer no a funcionamento de máquinas sofisticadas máquinas desta complexidade.
TI É ESSENCIAL para utilização o emergência paragem interrutor sempre que o botão do operador vida ou saúde está em risco.
TI É ESSENCIAL para desligar a máquina da da alimentação eléctrica alimentação eléctrica sempre que manutenção, manutenção ou preventivas preventivas em curso.
 Durante embalagem, desembalagem e transporte, medidas medidas devem ser tomadas, para para para evitar a máquina não tombar.
Durante embalagem, desembalagem e transporte, medidas medidas devem ser tomadas, para para para evitar a máquina não tombar.
|
Tipo |
Boxmat PRO INTELIGO |
|
Material |
simples, duplo para 1/4", até 1050 g/m2 |
|
Alimentação eléctrica |
3 x 230 VAC; 50/60 Hz |
|
Controlo tensão |
24 VDC |
|
Instalado power |
5,5 kW |
|
Funcionamento pressão no sistema pneumático |
0,6 - 0,8 MPa |
|
Precisão da filtragem [(FR [filtro redutor] system) |
20 μм |
|
Classe exigida do meio de trabalho activity in pneumatic system |
4-4-4 de acordo com a normas ISO8573-1 |
|
Eficiência |
até a 600 folhas por hora |
|
Estilos de caixas de cartão |
40 pré-definido FEFCO estilos + estilo livre |
|
Receita memória |
1000 artigos para FEFCO + 1000 artigos para freestyle |
|
Tamanho máximo do quadro |
94" largura x 300" comprimento (folha única ) |
|
Tamanho mínimo da placa |
10" largura x 25 ½" comprimento |
|
Distância entre facas de corte |
2 ¾" - 78 ¾" (com Facas de 8" ) |
|
Largura da ranhura |
5/16" |
|
Tamanho mínimo do painel |
¾" |
|
Cola flap |
opção para escolher o comprimento de o aba |
|
Máquina dimensões |
134" x 63" x 63" (L x W x H) |
|
Peso |
2800 kg (6200 lbs) |
4.0 Especificações técnicas
- A máquina Boxmat Pro consiste em o corpo principal , contendo todos os componentes eléctricos e mecânicos , e mesa de trabalho móvel . O corpo principal é baseado numa estrutura metálica assegurando o nível adequado de estabilidade. A mesa de trabalho foi concebida para ajudar os operadores a alimentar o material ondulado através da máquina .
- Os espaços em branco ondulados são transportados através da máquina por uma série de rolos e rodas accionados por servo-drives. De forma semelhante a viga de ranhuras é impulsionada por um servo drives.
- Por detrás da viga de ranhurar/pontuar está o sistema inovador de ferramentas rotativas que permitem ao operador cortar o excesso de placas e ejectá-las sem quaisquer cortes ou pontuações permitindo que sejam re Isto também permite que peças em bruto de grandes dimensões para sejam aparadas para tamanho como eles passar através a máquina em vez de ter que aparar em outro, separado máquina.
- O também permite a produção de duas caixas em uma vez (com a opção Multi-produção), se o tamanho da caixa e a folha forem adequados, anexando uma faca central .
- As ranhuras são perfuradas por um sistema de lâminas fixadas à viga de marcação .
- As lâminas de ranhurar são automaticamente movidas para as posições correctas por motores assíncronos accionados por o inversor e o codificador , uma vez as dimensões são introduzidas em no ecrã tátil .
- A esquerda mão guia é posicionada automaticamente e, uma vez uma placa em branco é posicionada contra isto, a direita mão guia pode ser deslizada para cima para isto para permitir a em branco passar através da máquina
- A máquina está equipada com um conjunto completo de coberturas e protecções para proteger os operadores das lâminas móveis e das facas . Para cumprir com todos os regulamentos de segurança europeus , a máquina não funcionará _COPY9 se estes não estiverem todos no lugar e uma mensagem de erro adequada será apresentada no ecrã.
O fabricante assegurará que que a máquina seja adequadamente embalada para o transporte. O tipo e a resistência da embalagem são adaptados a a distância e os meios de transporte utilizados, bem como tendo em consideração os potenciais riscos associados com os meios de transporte utilizados. O Fabricante sugere que os Destinatários utilizem os meios de transporte do Fabricante e pessoal de assistência .
O armazenamento de uma máquina não utilizada não implica quaisquer requisitos para além de um ambiente de armazenamento adequado . O armazenamento tem de proporcionar proteção suficiente contra agentes atmosféricos e ser seco, com um nível de humidade aceitável inferior a 70%. A temperatura de armazenamento deve estar entre 5 ºC e 40 ºC.
Deve ser assegurada uma proteção anticorrosiva adequada , especialmente para peças metálicas que, por razões técnicas , não foram pintadas ou protegidas contra a corrosão .
Se a máquina for entregue em uma caixa e/ou coberta com película que cria uma atmosfera anticorrosiva , a máquina deve permanecer na mesma, durante todo o período de armazenamento .
Para proteger contra humidade, recomenda-se que a máquina não seja armazenada no chão do armazém mas em paletes, para manter levantada do chão .
Este fabricante de caixas deve ser armazenada verticalmente num a seco e bem ventilado seco e bem ventilado. A máquina é sensível a vibrações, choques, violentos sacudidelas e de longa duração de longa duração. Mesmo se seja for deixada cair de relativamente insignificante altura isto pode conduzir a sua permanente e irreversíveis.
As disposições acima destinam-se a para tornar todas as pessoas e serviços, que têm contacto com este dispositivo, conscientes da sua alta sensibilidade a qualquer estímulo impactante e, em ao mesmo tempo, conscientes também, que não reivindicações, decorrentes de tais permanente danos permanentes, como descrito supra, será considerado como uma queixaválida .
Para mais conselhos ou informações, por favor contactar os técnicos de assistência do fabricante .
Transporte
 UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser montado, desmantelado ou transportado em qualquer forma por não qualificado pessoal ou aqueles desconhecido com a segurança e cuidados informação incluído em este manual. Falha para cumprir com este básico regra pode chumbo para acidentais danos ou lesão não coberto por a garantia ou responsabilidade do fabricante.
UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser montado, desmantelado ou transportado em qualquer forma por não qualificado pessoal ou aqueles desconhecido com a segurança e cuidados informação incluído em este manual. Falha para cumprir com este básico regra pode chumbo para acidentais danos ou lesão não coberto por a garantia ou responsabilidade do fabricante.
- A entidade responsável por transportar e instalar a máquina na fábrica do Adquirente deve ser determinada na fase de assinatura do contrato , no entanto em o mais tardar, após a aceitação técnica da máquina na fábrica do Fabricante e antes de ser emitida para o Adjudicante .
- Devido à natureza do dispositivo , o Fabricante sugere que os Destinatários utilizem os meios do Fabricante de transporte e serviço pessoal.
- A máquina deve ser deslocada utilizando dispositivos de elevação tais como gruas, empilhadores ou porta-paletes , todos de que devem ter capacidade de elevação suficiente para o objetivo de transporte seguro . As pessoas que as operam devem ter as licenças necessárias e a formação, conforme exigido por lei.
- O modo correto de transporte para BOXMAT PRO máquinas é apresentado a seguir.

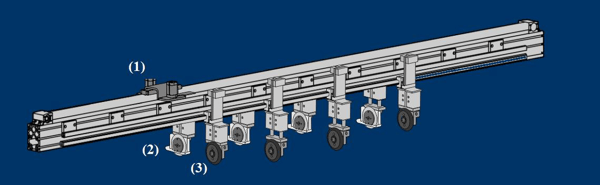
Fig. 2. O local de elevação da máquina é indicado pelo pictograma (Fig. 2 -1)

Fig. 3. O transporte correto da máquina com um empilhador
É proibido levantar a máquina BOXMAT PRO quando indicado por pictogramas; o desenho abaixo refere-se a isso.

Fig. 4. É proibido levantar a máquina BOXMAT PRO pelas paredes laterais, utilizando um empilhador.
![]() ATENÇÃO: Falha para cumprir com o acima pictogramas e métodos de montagem, pode resultado em danos para o estrutura da máquina e componentes.
ATENÇÃO: Falha para cumprir com o acima pictogramas e métodos de montagem, pode resultado em danos para o estrutura da máquina e componentes.
![]() ATENÇÃO: Máquina deve ser transportados verticalmente.
ATENÇÃO: Máquina deve ser transportados verticalmente.
É essencial que a máquina , e todas as peças e acessórios, devem ser embalados de forma segura e protegidos. Deve ser fornecido um invólucro protetor adequado, paletes e/ou caixas para assegurar que a máquina e todas as peças periféricas e os acessórios chegam para a instalação em segurança e sem danos. Aconselha-se vivamente a permitir que o fabricante realize todas estas tarefas para assegurar uma entrega segura e eficiente e instalação.
No que diz respeito ao e ao transporte procedimento o peso da máquina (c. 2800 kg - 6200 lb.) deve ser tido em conta.
![]() ATENÇÃO: Descuidada manuseamento de o máquina durante transporte e/ou a deslocalização pode conduzir a graves acidentes ou ferimentos.
ATENÇÃO: Descuidada manuseamento de o máquina durante transporte e/ou a deslocalização pode conduzir a graves acidentes ou ferimentos.
Instalação
A instalação da máquina no local de trabalho , é efectuada pelo pessoal do Encomendante , assim que o conteúdo de estas instruções de utilização e os serviços do Fabricante se tiverem tornado familiares a- e tenham tenham sido acordados a- por o pessoal da Parte Encomendante . A definição correcta da impressora é importante como condição prévia para o seu funcionamento ideal e para o conforto e segurança dos operadores.
Preparação de a localização para a máquina, a disponibilidade e parâmetros de ligações eléctricas, pneumáticas e de ventilação , bem como e a preparação dos requisitos específicos de conceção e de aceitação , necessários para facilitar o funcionamento da máquina , é da responsabilidade da Parte que efectua a encomenda .
O Fabricante irá fornecer as orientações necessárias e informações para ajudar a Parte que faz o pedido em este respeito.
Depois de entregar a máquina para a sua localização designada , deve ser desembalada e nivelada. O seu estado técnico deve então ser verificado e qualquer dano causado no transporte, deve ser rectificado.
![]() ATENÇÃO: O chão sobre que o máquina é para ser colocado deve ter suficiente estrutural força para apoio o peso de a máquina e qualquer vibração gerado por o normal processo de fabrico caixas. É deve também ser registado que o maioritário do peso do máquina é concentrado em o pés.
ATENÇÃO: O chão sobre que o máquina é para ser colocado deve ter suficiente estrutural força para apoio o peso de a máquina e qualquer vibração gerado por o normal processo de fabrico caixas. É deve também ser registado que o maioritário do peso do máquina é concentrado em o pés.
![]() ATENÇÃO: Uma vez o máquina é nivelado ele deve não ser movido sem repetir o processo de nivelamento.
ATENÇÃO: Uma vez o máquina é nivelado ele deve não ser movido sem repetir o processo de nivelamento.
O pavimento mais ótimo é feito de betão simples de profundidade suficiente e revestido com uma camada fina de material não condutor .
A fundação em sobre a qual a máquina é colocada deve estar arquitetonicamente em conformidade com as normas de construção e regras de segurança cumprindo os requisitos de profundidade, resistência e nível.
O comprador Comprador é a única pessoa responsável pela preparação da base sobre a qual a máquina é suposto ser instalada.
![]() ATENÇÃO: Se o montagem e instalação procedimentos são realizado individualmente por o comprador, eles deve ser realizado devido para as instruções incluído em este serviço manual e/ou de acordo com para o instruções fornecido por o fabricante durante o técnico aceitação procedimento.
ATENÇÃO: Se o montagem e instalação procedimentos são realizado individualmente por o comprador, eles deve ser realizado devido para as instruções incluído em este serviço manual e/ou de acordo com para o instruções fornecido por o fabricante durante o técnico aceitação procedimento.
Utilize os parafusos em a máquina os pés para nivelar a estrutura . (Os lados do corpo da máquina são a referência plano para o nível).
![]() ATENÇÃO: Depois de cada mudança posição o máquina, controlo o fosso entre o superior e inferior ranhura facas. Em o comprimento total de o superior ranhura lâminas, de o frente e voltar lado, o intervalo não deve ser menos do que 0.004 polegadas.
ATENÇÃO: Depois de cada mudança posição o máquina, controlo o fosso entre o superior e inferior ranhura facas. Em o comprimento total de o superior ranhura lâminas, de o frente e voltar lado, o intervalo não deve ser menos do que 0.004 polegadas.
Quando a máquina estiver nivelada, então as mesas de trabalho devem ser montadas e colocadas na frente e na traseira da máquina (as mesas estão disponíveis a pedido ). Depois de ambas as mesas de trabalho estarem entregues, devem ser niveladas para a máquina .
Condições de trabalho
INFORMAÇÕES GERAIS
![]() ATENÇÃO: É é o do fabricante recomendação, que a máquina deve ser instalado numa indústria ambiente apenas.
ATENÇÃO: É é o do fabricante recomendação, que a máquina deve ser instalado numa indústria ambiente apenas.
Tal como escrito e descrito em este manual técnico , esta máquina foi concebida e fabricada para ser utilizada num ambiente industrial para a conversão de cartão canelado de fibra em uma gama de caixas xml como tal, esta máquina tem de ser operada dentro dos regulamentos de saúde e de segurança associados a o ambiente industrial de fabrico de caixas .
Esta máquina não deve ser operada em uma atmosfera potencialmente explosiva , em uma atmosfera com um nível elevado de poluição, humidade elevada, temperaturas elevadas ou em fumos agressivos ou corrosivos.
Devido à eletrónica e aos sensores existentes dentro desta máquina , ela deve ser utilizada em temperaturas de +15°C a +35°C e em uma humidade relativa que varia de 35% a 85%. A humidade atmosférica condensação, ou quaisquer agentes potencialmente agressivos, devem ser evitados.
Alterações de temperatura no ambiente operacional não deve exceder 10°C e a humidade relativa não deve variar mais do que 10%.
![]() ATENÇÃO: Se lá são significativo temperatura e diferenças de humidade entre a entrega processo e o instalação local, o máquina deve ser armazenado e aclimatado em o local onde é ser operado para 24 horas antes de a arrancar.
ATENÇÃO: Se lá são significativo temperatura e diferenças de humidade entre a entrega processo e o instalação local, o máquina deve ser armazenado e aclimatado em o local onde é ser operado para 24 horas antes de a arrancar.
ILUMINAÇÃO
O critério para o nível mínimo de iluminação indica que a iluminação aceitável num plano horizontal de trabalho , em salas onde o pessoal assiste durante um longo tempo, independentemente de que tarefas visuais xml-ph-0030@dee
Quando, no entanto, existe um grau de dificuldade visual maior do que a média, resultando em dificuldades no trabalho , o requisito diz respeito a assegurar maior conforto visual ; isto também se aplica onde os empregados são maioritariamente pessoas com mais de 40 anos de idade. Com isto em mente, o nível de intensidade em a iluminação deve então ser superior ao nível mínimo permitido de 500 lx.
5.4.3. RUÍDO
O dispositivo é a fonte de o ruído de intensidade superior a 85dB exigindo a utilização do pessoal de proteção das instalações .
 A proteção auditiva deve ser usado neste área!
A proteção auditiva deve ser usado neste área!
nota que todos os ambientes têm as suas próprias emissões de ruído , que podem efetivamente influenciar os níveis de ruído emitido pela máquina durante funcionamento, especialmente em vários sistemas tecnológicos .
Parâmetros da fonte de alimentação
ELÉCTRICO FORNECIMENTO
A máquina deve estar ligada a uma fonte de alimentação de 3 x 480 VAC; 50/60 Hz; (3P+N+PE), equipada com proteção contra sobreintensidades .
A instalação do Comprador deve fornecer proteção contra choques em conformidade com PN-EN 60204-1:2018-12.
AR COMPRIMIDO SISTEMA
A máquina utiliza ar com uma pressão que varia entre 6-8bar / 85-110 psi.
As impurezas filtradas são menos do que 20 µm, a cumprem as normas ISO8573-1 4-4-4.
6.0 Funcionamento da máquina
Partindo do princípio de que todas as condições para a instalação e actividades descritas em no capítulo anterior foram cumpridas e realizadas com êxito , os preparativos podem começar para o primeiro arranque da máquina , em condições de produção na fábrica da Parte Contratante .
Partindo do princípio de que todas as condições para a instalação e actividades descritas em no capítulo anterior foram cumpridas e realizadas com êxito , os preparativos podem começar para o primeiro arranque da máquina , em condições de produção na fábrica da Parte Contratante .
![]() ATENÇÃO: Inicialmente, o máquina deve ser iniciado para cima sob o controlo do do fabricante agentes.
ATENÇÃO: Inicialmente, o máquina deve ser iniciado para cima sob o controlo do do fabricante agentes.
As Condições de Serviço devem ser lidas e compreendidas antes de colocar a máquina em funcionamento .
SERVIÇO CONDIÇÕES - GERAL DIRECTRIZES E PROCEDIMENTOS
Para assegurar o funcionamento correto da máquina , todos os ajustes e definições têm de ser efectuados por técnicos formados pelo fabricante, uma vez que a máquina tenha sido montada e instalada e os procedimentos iniciais de arranque tenham sido implementados . O material corrugado para testar a máquina deve ser disponibilizado pelo Comprador.
Antes de utilizar a máquina , que é, antes de o seu primeiro arranque, a Parte Contratante tem a absoluta obrigação de formar os funcionários que serão os seus futuros operadores. Além disso, devido ao trabalho diferente ciclos realizados por nossas máquinas , em vários ambientes industriais , o Destinatário tem a obrigação absoluta de criar um local de trabalho claro e transparente manual de instruções para o dispositivo , adaptado aos seus próprios ciclos de produção .
SOB NÃO CIRCUNSTÂNCIAS deve a máquina ser operada por não qualificado pessoal não qualificado. A máquina operadores devem estar familiarizados com os saúde ocupacional saúde e segurança de segurança no trabalho, com a tónica em dar especial consideração aos o risco criado pela utilização desta máquina.
 ATENÇÃO: O Beneficiário, ou a pessoa autorizado por ele(a) sobre o base de estes de funcionamento instruções e as características de seu próprio produção tecnologia, tem o absoluto obrigação para compilar a À BASE DE MÁQUINAS MANUAL DE INSTRUÇÕES para os trabalhadores.
ATENÇÃO: O Beneficiário, ou a pessoa autorizado por ele(a) sobre o base de estes de funcionamento instruções e as características de seu próprio produção tecnologia, tem o absoluto obrigação para compilar a À BASE DE MÁQUINAS MANUAL DE INSTRUÇÕES para os trabalhadores.
 TI IS FORTEMENTE RECOMENDADO para instruir cada pessoa atribuído para trabalho com, ou próximo, este máquina não apenas em o funcionamento de o máquina mas também em o profissional saúde e segurança regras associados ao funcionamento a máquina.
TI IS FORTEMENTE RECOMENDADO para instruir cada pessoa atribuído para trabalho com, ou próximo, este máquina não apenas em o funcionamento de o máquina mas também em o profissional saúde e segurança regras associados ao funcionamento a máquina.
 O definição e controlo procedimento, implementado anterior para utilizar este máquina, deve apenas ser realizado por formado e autorizado pessoal.
O definição e controlo procedimento, implementado anterior para utilizar este máquina, deve apenas ser realizado por formado e autorizado pessoal.
ANTES UTILIZAÇÃO A MÁQUINA É É FORTEMENTE RECOMENDADO PARA VERIFICAR O SEGUINTE:
- a eficácia da proteção contra choques eléctricos ;
- a fonte tensão;
- valor e fase conformidade;
- os botões de emergência (interruptores de segurança - EMERGENCY STOP) se necessário, desbloquear rodando no sentido dos ponteiros do relógio;
- o sensores magnéticos de segurança de o cobre e janelas laterais ;
- os fechos de segurança são, de facto de facto, bloqueados;
![]() ATENÇÃO: Qualquer manutenção trabalho ou mutável de ferramentas etc., que requer a máquina a ser operado com capas aberto, deve apenas ser transportado fora por formado e competente pessoal e deve ser concluído como rapidamente como possível antes de o coberturas são fechado e completo segurança estatuto é restaurado.
ATENÇÃO: Qualquer manutenção trabalho ou mutável de ferramentas etc., que requer a máquina a ser operado com capas aberto, deve apenas ser transportado fora por formado e competente pessoal e deve ser concluído como rapidamente como possível antes de o coberturas são fechado e completo segurança estatuto é restaurado.
![]() ATENÇÃO: Todos interrutor caixas, coberturas e guardas deve ser encerrado antes de tentativa de utilização a máquina e devem permanecer fechados durante a utilização.
ATENÇÃO: Todos interrutor caixas, coberturas e guardas deve ser encerrado antes de tentativa de utilização a máquina e devem permanecer fechados durante a utilização.
É estritamente proibido operar a máquina com quaisquer interruptores de segurança ou outros dispositivos de segurança defeituosos ou alterados de qualquer forma . Todos estes dispositivos estão instalados para proteger a segurança do operador e outro pessoal . Recomenda-se que todos estes dispositivos sejam verificados e testados regularmente para confirmar que eles são a
Cada operador da máquina deve estar familiarizado com todas as características de segurança e dispositivos associados com esta máquina .
 TI IS ESTRITAMENTE PROIBIDO para remover qualquer coberturas ou guardas enquanto a máquina é em funcionamento.
TI IS ESTRITAMENTE PROIBIDO para remover qualquer coberturas ou guardas enquanto a máquina é em funcionamento.
 TI IS FORTEMENTE RECOMENDADO TO anexar e fechar TODOS coberturas e guardas concebido para a máquina.
TI IS FORTEMENTE RECOMENDADO TO anexar e fechar TODOS coberturas e guardas concebido para a máquina.
Em a área à volta de a máquina , e até a 1,5 m, todos os obstáculos devem ser removidos e a área deve estar limpa e adequadamente iluminada. Deve ter-se especial cuidado quando os empilhadores forem buscar e remover xml-ph
A área na proximidade a a máquina deve estar limpa e desimpedida de impurezas, tais como óleo, pó e sujidade por forma a reduzir a o mínimo o risco de um deslize, xml-ph-0031@deepl.inte
 ATENÇÃO: Quando o máquina é em funcionamento o área envolvente o máquina deve não ser bloqueado como ele pode causar um deslizamento, tropeçar ou cair.
ATENÇÃO: Quando o máquina é em funcionamento o área envolvente o máquina deve não ser bloqueado como ele pode causar um deslizamento, tropeçar ou cair.
 UNDER NÃO CIRCUNSTÂNCIAS deve qualquer óleo, solventes ou outros cáustico ou tóxicos líquidos ser derramado no fechar vizinhança para a máquina.
UNDER NÃO CIRCUNSTÂNCIAS deve qualquer óleo, solventes ou outros cáustico ou tóxicos líquidos ser derramado no fechar vizinhança para a máquina.
 TI IS POR ISSO ORDENADO para manter o chão em torno de a máquina limpa e claro.
TI IS POR ISSO ORDENADO para manter o chão em torno de a máquina limpa e claro.
Os controlos da máquina , os indicadores , os condutores flexíveis , os tubos ou os veios não devem ser utilizados como pegas . Qualquer deslocação não intencional destas peças da máquina pode causar ativação acidental e não intencional ou alterações aos parâmetros de trabalho da máquina e, em situações extremas , pode levar à falha da máquina ou avaria.
 TI IS ESSENCIAL que qualquer acidente envolvendo o operador, ou qualquer máquina falha, deve ser prontamente comunicada para a gestão.
TI IS ESSENCIAL que qualquer acidente envolvendo o operador, ou qualquer máquina falha, deve ser prontamente comunicada para a gestão.
Os operadores qualificados da máquina devem estar equipados com o vestuário de trabalho normal , luvas de proteção e calçado de segurança antiderrapante .
Dado que os riscos básicos para os operadores da máquina são rolos em movimento , rodas e eixos, a máquina não deve ser operada por pessoal com vestuário largo ou com cabelo comprido e solto .
 TI IS ESSENCIAL para desgaste o adequado de trabalho redução do vestuário para o mínimo o possibilidade de ser apanhado ou puxado para a máquina.
TI IS ESSENCIAL para desgaste o adequado de trabalho redução do vestuário para o mínimo o possibilidade de ser apanhado ou puxado para a máquina.
 TI IS ESSENCIAL para desgaste protetor luvas enquanto de funcionamento a máquina e manuseamento do cartão.
TI IS ESSENCIAL para desgaste protetor luvas enquanto de funcionamento a máquina e manuseamento do cartão.
 É ESSENCIAL para desgaste calçado de trabalho antiderrapante.
É ESSENCIAL para desgaste calçado de trabalho antiderrapante.
A proteção auditiva deve ser usada nesta zona!
 É ESSENCIAL para seguro o operador cabelo em tal a forma para reduzir para o mínimo o risco de ser apanhado ou puxado na máquina.
É ESSENCIAL para seguro o operador cabelo em tal a forma para reduzir para o mínimo o risco de ser apanhado ou puxado na máquina.
Controlos e indicadores disponíveis para o operador
Na máquina apresentada, todos os elementos de manuseamento estão localizados diretamente na sua construção corpo, ou no painel de controlo . Antes de utilizar a máquina , todo o pessoal que opera a máquina deve familiarizar-se com a localização destes elementos e com as funções que controlam.
O manuseamento e o controlo elementos de a máquina que estão disponíveis para o operador incluem:


Fig.5. INTERRUPTOR PRINCIPAL Fig.6. PAINEL DE CONTROLO Fig. 7 TERMINAL DE AR COMPRIMIDO
- INTERRUPTOR PRINCIPAL - o interrutor instalado em a caixa de interruptores portas (Fig.5 ), é concebido para interrutor o elétrico alimentação ligado e desligado. Quando é é rodado para a posição 1 é significa que a máquina é ON, quando é é rodado para a posição 0, xml-ph-0031@deepl.inte
- Painel HMI - um ecrã sensível ao toque que se encontra no painel de controlo (Fig.6), concebido para programar e controlar a máquina.
- START - Este botão verde, quando aceso, indica que a máquina está pronta para trabalhar (Fig.6)
- REINICIAR - um botão azul utilizado para reiniciar o sistema de controlo e o sistema de segurança da máquina e os alarmes após um erro (Fig.6).
- EMERGÊNCIA STOP - um botão em forma de cogumelo para o encerramento imediato de toda a máquina , em o evento de qualquer falha ou acidente . Os botões estão localizados no painel do operador (Fig.6) e para xml-ph-0030@deepl.inte
-
Terminal de ar comprimido (Fig.7);
-
A válvula de corte do ar comprimido accionada manualmente (para abrir a válvula - rode-a para a esquerda e coloque-a na posição ON; uma volta para a direita - a posição OFF - a válvula está fechada);
Posicionamento da guia direita e dos batentes de entrada
AJUSTAMENTO A POSIÇÃO DO DA DIREITA LIMITADOR DIREITO E A DE ENTRADA DE ENTRADA
![]() ATENÇÃO! Regulamento deve ser realizado após seleção de estilo, entrar o cartão dimensões e automático fixação de esquerda guia.
ATENÇÃO! Regulamento deve ser realizado após seleção de estilo, entrar o cartão dimensões e automático fixação de esquerda guia.
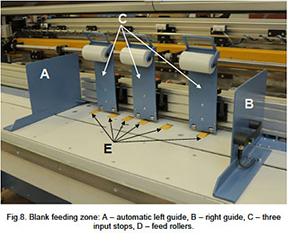

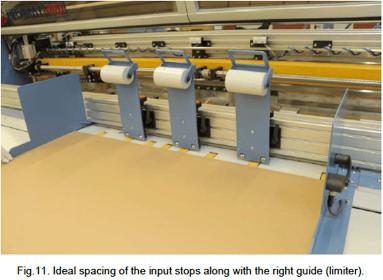


- Colocar o espaço em branco em a tabela
- Desfazer os punhos dos batentes de entrada (Fig.9).
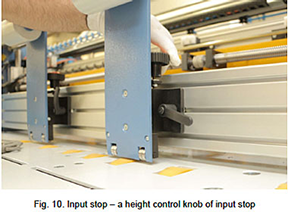
- Levante suavemente os batentes de entrada e afaste dois deles em direção às extremidades da placa e o terceiro deve ser colocado no centro e sobre o rolo (Fig.11).
- Apertar as pegas cor de laranja de a entrada pára (Fig.9).
- Com o manípulo (Fig. 10), regule a folga por baixo de cada para-choques de modo a que seja possível inserir uma caixa de cartão; assegure-se, no entanto, de que não é possível inserir duas caixas de cartão (Fig. 12).
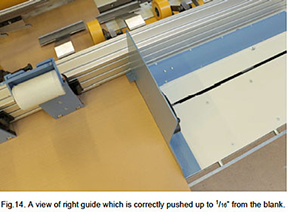
- Regular o batente direito com a ajuda do punho (Fig.13) de modo a que fique quase colado ao tapete; deixar 1/16" de folga para que os tapetes não fiquem presos entre os batentes (Fig.14).
Ligação a uma fonte de alimentação
- Verifique a área em redor da máquina. A máquina foi concebida para funcionar num ambiente limpo e arrumado sem quaisquer resíduos ou obstáculos que possam influenciar negativamente a sua atividade regular de trabalho .
- Preparar o corrugado espaços em branco, pronto para a produção.
- Se for exigido por o ciclo de produção fornecido por o utilizador , coloque contentores para resíduos e cartões prontos a imprimir em um local adequado , perto da máquina .
- Verificar se todas as coberturas e protecções estão no lugar e se todas as portas estão fechadas - é é estritamente proibido realizar trabalhos com coberturas abertas ou sem protecções como isto irá acionar o xml-ph
- Verifique se o botão de PARAGEM DE EMERGÊNCIA no painel de controlo está na posição correcta. Para o repor, rode o botão com cabeça de cogumelo no sentido dos ponteiros do relógio.
- Ligar a alimentação eléctrica da máquina (colocar a ficha na tomada de alimentação e/ou ligar) e o sistema de ar comprimido, ligando a mangueira de ar ao terminal e ligando o compressor.
- Verificar se a alimentação pneumática está compreendida entre 85psi/6bar e 110psi/8bar.
- Colocar o INTERRUPTOR PRINCIPAL, instalado na caixa lateral da máquina, na posição 1 / ON .
- O painel de PC (HMI) com sistema Windows é iniciado.
-
Devido ao procedimento normal quando a máquina é ligada , uma mensagem de erro tal como como "Sistema de segurança não pronto - prima o botão RESET " deve ser encontrada no painel HMI tátil . Por ordem para Como resultado , o teste do sistema de segurança e os accionamentos devem ser colocados em funcionamento. Quando o botão START pisca a verde, isso significa que a máquina entra em modo de espera e está pronta para trabalhar.
-
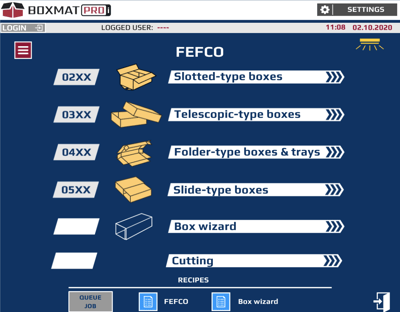
Se todos os procedimentos terminarem com sucesso, a máquina está pronta para trabalhar - a janela principal deve ser apresentada no painel HMI .
Fig. 15. Interface Boxmat Arranque do Inteligo
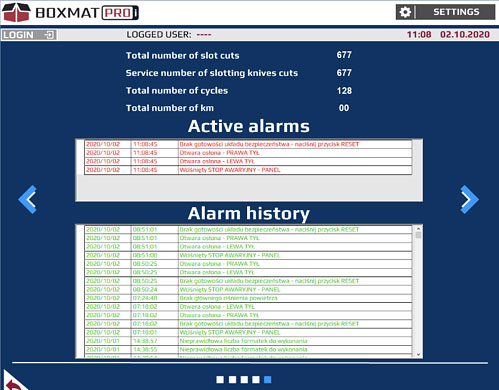
Fig. 16. Sistema de segurança não está pronto
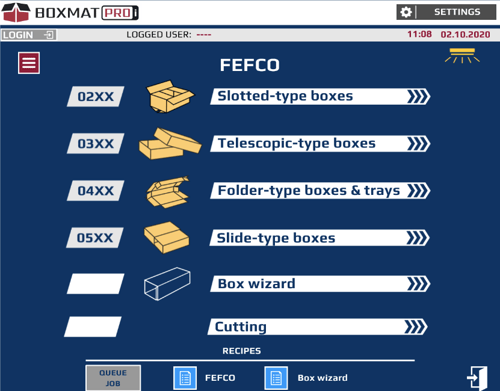
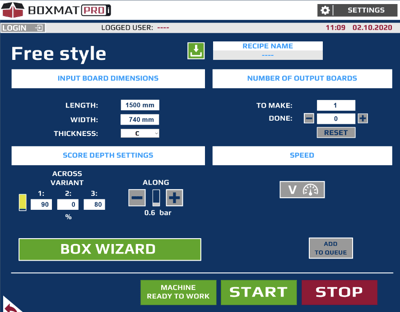
Fig. 17. Ecrã principal do Boxmat PRO
![]() ATENÇÃO: Coberturas deve sempre ser fechado ou o a máquina não funcionará.
ATENÇÃO: Coberturas deve sempre ser fechado ou o a máquina não funcionará.
![]() ATENÇÃO: o EMERGÊNCIA PARAR botão é concebido ser pressionado em qualquer tempo especialmente quando um emergência o encerramento é prontamente necessário.
ATENÇÃO: o EMERGÊNCIA PARAR botão é concebido ser pressionado em qualquer tempo especialmente quando um emergência o encerramento é prontamente necessário.
![]() ATENÇÃO! Em caso o erro mensagem pode ainda ser visto no ecrã após premente o INICIAR botão, ir para ALARMES, ERRO MENSAGENS e FALHAS apresentado em o documentação técnica.
ATENÇÃO! Em caso o erro mensagem pode ainda ser visto no ecrã após premente o INICIAR botão, ir para ALARMES, ERRO MENSAGENS e FALHAS apresentado em o documentação técnica.
Desconexão
O seguinte procedimento de desligamento deve sempre ser implementado quando a produção estiver concluída:
- Ir para o ecrã principal
- Encerrar a interface Boxmat - selecionar o ícone "Exit" (Sair)
- Encerrar o sistema Windows
- Depois de um encerramento correto do Windows, coloque o INTERRUPTOR PRINCIPAL na posição 0-OFF - isto significa que a máquina está desligada.
- Limpar o ambiente de trabalho à volta da máquina.
- Se a máquina for desligada durante um período mais longo - por exemplo, durante o fim de semana - a alimentação eléctrica e o ar comprimido devem ser desligados.
![]() ATENÇÃO! Fazer não volta desligado o máquina durante Janelas fechadas para baixo! Isto pode danos PC HMI !
ATENÇÃO! Fazer não volta desligado o máquina durante Janelas fechadas para baixo! Isto pode danos PC HMI !
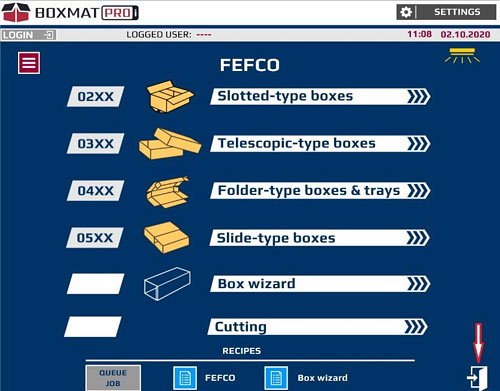
Fig. 18. Saída da interface Boxmat
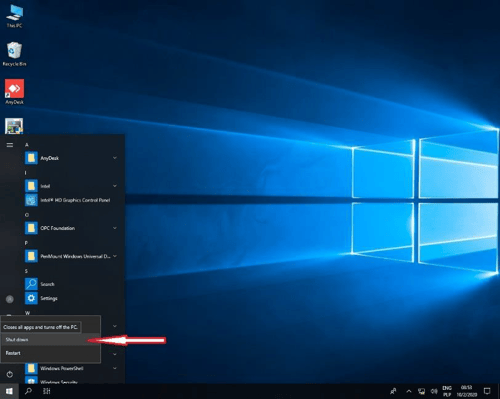
Fig. 19. Encerrar o Windows
7.0 Descrição do ecrã do painel HMI
Página inicial - Escolha do design da caixa
No ecrã principal , , são apresentados os formatos básicos dos estilos FEFCO disponíveis. Em primeiro lugar, seleccione o estilo ou seleccione 'Outro' se uma caixa Free Style for para ser concebida.
- DEFINIÇÕES - o botão abre a DEFINIÇÕES ecrã (página 50). Em este ecrã, três mais ecrãs pode ser selecionado:
- Manual Movimento - opções disponíveis em o Manual Ecrãs de movimentos que permitem que todas as peças móveis , disponíveis em a máquina , sejam movidas manualmente.
- Serviço - opções disponíveis em os ecrãs Serviço contêm estatísticas informações sobre o funcionamento da máquina e parâmetros avançados do funcionamento da máquina .
-
MENU - o botão abre um ecrã que mostra as seguintes características: Registo de entrada, receitas, estatísticas e definições de idioma.
 Selecionar este botão para alterar o idioma da interface.
Selecionar este botão para alterar o idioma da interface.- QUEUE JOB - o botão abre o ecrã com o modo de trabalho "Queue job".
- FEFCO - o botão abre o ecrã com as receitas FEFCO guardadas.
- Assistente de caixa - o botão abre o ecrã com as receitas guardadas preparadas no Assistente de caixa.
-
CAIXAS DO TIPO FLUTUANTE (caixas de aba) - o botão abre um ecrã que contém modelos de caixas de aba no estilo FEFCO (Fig. 21).
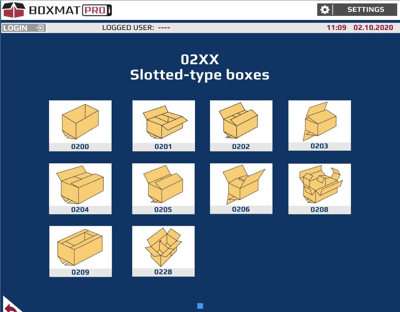
Fig. 21. O ecrã apresenta os modelos de caixa basculante FEFCO 2xx (1/2)
Premir o botão DEFINIÇÕES (1) no ecrã principal abre os ecrãs de definições.
As opções disponíveis em Definições permitem efetuar movimentos manuais de cada ferramenta instalada na máquina, configurar parâmetros da máquina como a orientação das ferramentas, etc.
Com o nível de acesso Service (Serviço) é possível alterar os parâmetros de serviço - parâmetros avançados do funcionamento da máquina.
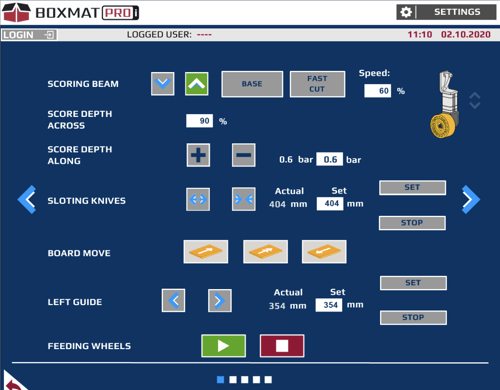
Fig. 27. Ecrã Movimentos manuais (1/3)
 move a trave de pontuação para cima
move a trave de pontuação para cima desloca a trave de pontuação para baixo;
desloca a trave de pontuação para baixo;
 Quando o botão de seta para cima é apresentado a amarelo, indica que o feixe de ranhuras está na posição superior, pronto para arrancar.
Quando o botão de seta para cima é apresentado a amarelo, indica que o feixe de ranhuras está na posição superior, pronto para arrancar.
14. BASE - o botão coloca a viga de pontuação com as facas de corte na posição superior para arranque. Modo de referência.
15. RÁPIDO CORTE - o botão começa um completo ciclo de o marcação de pontos/folgas feixe à velocidade de arranque- valor 0% - sem pontuação entre as ranhuras;
- valor 100% - max pontuação profundidade entre as ranhuras;
17. Profundidade de corte ao longo - pressão de ar para as rodas de corte
18. + - estes botões alteram a profundidade das marcas ao longo da caixa, ajustando a pressão sobre as rodas/rolos. Premir o botão altera a definição da pressão em 0,1 bar: - + aumenta a pressão;
- + aumenta a pressão;
- - diminui a pressão
É possível regular a pressão no intervalo de 0 a 3 bar.
A pressão nunca pode atingir um valor superior à pressão de alimentação da máquina.
19. O campo que apresenta a pressão efectiva aplicada aos rolos de pontuação.
20. O campo que apresenta a pressão definida aplicada aos rolos de contagem. Neste campo, é possível introduzir o valor da pressão. Ao premir o botão Enter no teclado, a pressão é actualizada
21.  estes botões mudança o posição de o ranhura facas. Imprensa e manter para mover-se:
estes botões mudança o posição de o ranhura facas. Imprensa e manter para mover-se:
 a ranhura facas deslocação separam-se lentamente.
a ranhura facas deslocação separam-se lentamente. o ranhura facas deslocação mais perto lentamente.
o ranhura facas deslocação mais perto lentamente.
A posição das lâminas de corte é medida como a distância entre a ponta da lâmina esquerda e a ponta da lâmina direita. As lâminas movem-se uniformemente em direção ao centro da máquina ou afastam-se dele. O espaçamento das lâminas pode variar de 2 1/2" a 78 1/2".
Quando um dos botões apresenta uma seta amarela, isso indica que as lâminas de ranhurar se deslocaram o mais possível.
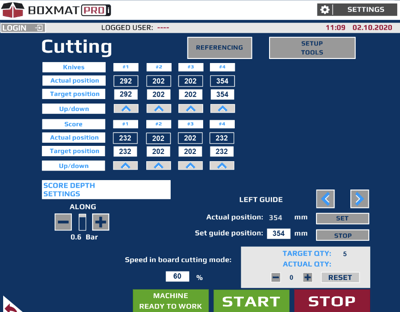
22. Atual - o campo apresenta a distância atual entre as facas de ranhurar .
23. Definir campo - introduzir a distância a que as ranhuras facas devem ser espaçadas.
24. Botão Set - inicia o movimento das facas para uma posição como introduziu em o campo Set (19).
25. Botão de calibração - abre uma janela para introduzir a medição real entre as facas . Esta actualizará o campo 'Atual' .
A abertura da janela de calibração só é possível depois de introduzir a palavra-passe 7415
26. STOP - o botão pára ranhurar facas movimento
27. Direção Passar Movimento ![]() Imprensa e manter para deslocação o ondulado folha em ou fora de a máquina. Imprensa
Imprensa e manter para deslocação o ondulado folha em ou fora de a máquina. Imprensa ![]() para avançar e
para avançar e ![]() para o inverso.
para o inverso.
28. Direção Guia ![]() Imprensa e manter estes botões para mudança o posição de o esquerda, automático, conselho guia.
Imprensa e manter estes botões para mudança o posição de o esquerda, automático, conselho guia.
A posição da guia esquerda é medida como a distância entre a parede interior da guia e o centro da máquina. É possível ajustar a guia no intervalo de 1 3/4" a 47".
Quando um dos botões apresenta uma seta amarela, isso indica que a guia esquerda está na posição extrema.
29. Posição real - o campo apresenta a posição atual de o guia da placa.
30. Defina - o campo em que ele é possível para entrar a posição em que o esquerda placa guia é para ser definir.
31. Definir - este botão move a guia esquerda para a posição em o campo 'Definir' . (26).
32. Calibração botão - abre uma janela para introduzir a distância real de o centro de a máquina para a guia esquerda . Esta irá atualizar o campo 'Atual' (25).
A abertura da janela de calibração só é possível ao nível do operador ou superior.
33. STOP - o botão pára o movimento da guia esquerda
34. Alimentação Rodas: ![]() - estes botões são utilizado para início ou paragem a alimentação rolos.
- estes botões são utilizado para início ou paragem a alimentação rolos.
35. ![]() este volta para o ecrã anterior (Fig. 24).
este volta para o ecrã anterior (Fig. 24).
36. ![]() este conduz ao botão o ecrã seguinte (Fig.26).
este conduz ao botão o ecrã seguinte (Fig.26).
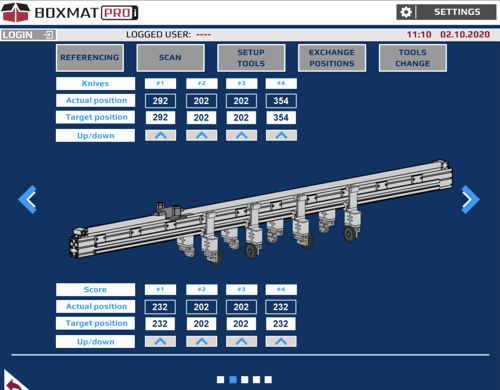
Fig. 28. Ecrã de movimentos manuais (2/3)
37. REFERÊNCIA - este botão move o suporte da ferramenta para a sua posição inicial .
Quando REFERÊNCIA procedimento é ativo retroiluminação de o botão de pressão é sobre.
38. SCANNING - este botão move o scanner (suporte da ferramenta ) sobre as ferramentas para definir as suas posições reais e para verificar as suas quantidades.
Quando DIGITALIZAÇÃO procedimento é ativo retroiluminação de o empurrar botão é sobre.
39. SETUP TOOLS - este botão move as facas longitudinais de corte e as rodas de pontuação para as suas posições predefinidas , tal como introduzidas nos campos de configuração .
Quando CONFIGURAÇÃO procedimento é ativo retroiluminação de o empurrar botão é sobre.
41. MUDANÇA DE FERRAMENTAS - modo de serviço para troca de ferramentas
42. Posição real - os campos indicam a posição real de cada faca/ponto longitudinal.
A posição de cada faca de corte longitudinal/roda de corte é medida como a distância da lâmina ao centro da máquina. É possível definir as facas no intervalo de 0" a 47". É possível definir os rolos de riscagem no intervalo de 1" a 47".
43. Posição de destino - Campos que apresentam a posição pré-determinada de cada faca longitudinal. Nestes campos, é possível introduzir a posição em que cada faca deve ser colocada a partir do centro.
As facas devem ser espaçadas pela ordem apresentada no gráfico, caso contrário aparece a mensagem "NÃO É POSSÍVEL MONTAR AO LONGO DAS FACAS [NÚMERO DA FACA ]".
44. Para cima/para baixo - premente sobre este botão ![]() vontade elevador ou inferior o correspondente instrumento longitudinal.
vontade elevador ou inferior o correspondente instrumento longitudinal.
-
- - tools gripper . Premir para mostra a janela pop-up GRIPPER
- - faca longitudinal. Premir mostra a janela pop-up KNIFE
- - pontuação longitudinal. Se premir em , aparece a mensagem SCORE.
46. GRIPPER pop-up
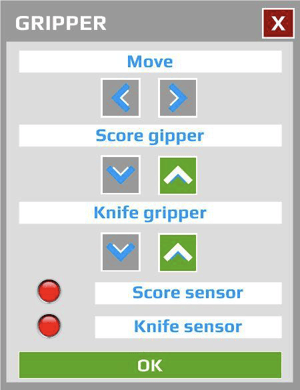
Fig. 30. GRIPPER pop-up
47. desloca a pinça para a esquerda;
desloca a pinça para a esquerda; desloca a pinça para a direita.
desloca a pinça para a direita.
48. ![]() estes botões fechadura ou soltar o pontuação rolos pinça pino:
estes botões fechadura ou soltar o pontuação rolos pinça pino:
 desbloqueia o pinça pino;
desbloqueia o pinça pino; bloqueia o pino da pinça.
bloqueia o pino da pinça.
49. ![]() estes botões fechadura ou libertar as facas longitudinais pinça pino:
estes botões fechadura ou libertar as facas longitudinais pinça pino:
- desbloqueia o pinça pino;
- bloqueia o pino da pinça.
50. Sensor de pontuação - sensor no lado dos rolos de pontuação. Detecta o suporte com o rolo de pontuação.
51. Sensor de facas - sensor situado na parte lateral das facas. Detecta o suporte com a faca.
52. FACA pop-up
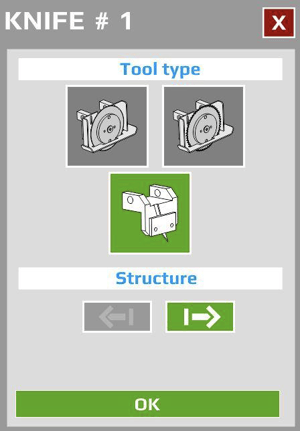
Fig.31. FACA pop-up
53. Tipo de ferramenta - o tipo de faca atualmente instalado deve ser selecionado no suporte escolhido.
54. Orientação da ferramenta - a orientação atual da ferramenta instalada.
A orientação da ferramenta selecionada é realçada a verde.
O operador, depois de alterar manualmente o orientação da lâmina longitudinal na máquina, também deve marcar/efetuar esta alteração nesta janela.
55. Travão - liberta o travão do suporte da ferramenta selecionado.
De cada vez que o travão é libertado, as ferramentas são analisadas para determinar a sua posição atual.
Fig.32. Pop-up SCORE
57. Tipo de ferramenta - o tipo de rebolo atualmente instalado deve ser selecionado no suporte escolhido.
O operador deve sempre confirmar a ferramenta nesta janela. O tipo de ferramenta selecionado é realçado a verde.
58. Orientação da ferramenta - a orientação atual da ferramenta instalada.
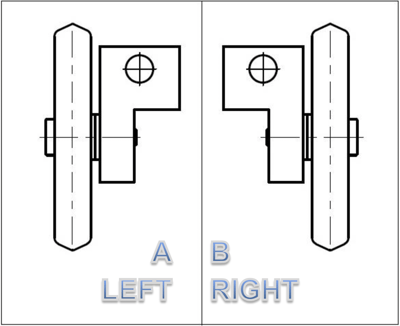
Fig. 33. Exemplo de orientação da ferramenta com base nos rolos de vincar: A - à esquerda da fixação, visto da parte da frente da máquina, B - à direita da fixação, visto da parte da frente da máquina
A orientação da ferramenta selecionada é realçada a verde.
O operador, depois de alterar manualmente o a orientação da marcação longitudinal na máquina, deve também marcar/efetuar esta alteração nesta janela.
59. Travão - liberta o travão do suporte da ferramenta selecionado.
De cada vez que o travão é libertado, as ferramentas são analisadas para determinar a sua posição atual.
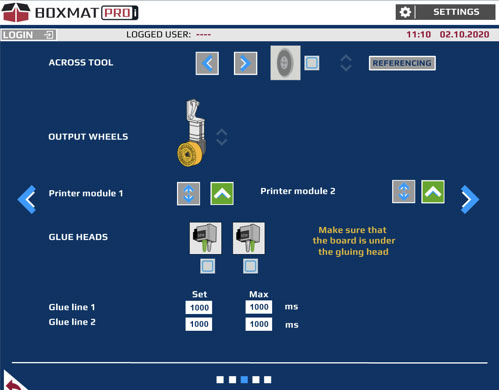
Fig.34. Ecrã Movimentos manuais (3/3)
60. ATRAVÉS FERRAMENTA ![]() o botões para o manual funcionamento de o corte transversal faca:
o botões para o manual funcionamento de o corte transversal faca:
 movimentos o faca para a esquerda;
movimentos o faca para a esquerda; movimentos o faca para a direita.
movimentos o faca para a direita.
61. O gráfico mostra a transversal faca de corte. Pressionar no a imagem vai-se elevar ou inferior o faca. O redução de o faca é indicado por a "tique" verde ![]() .
.
62. REFERÊNCIA - este botão move o através de cortando faca para a posição home .
Quando REFERÊNCIA procedimento é ativo retroiluminação de o botão de pressão é sobre.
63. Rodas de saída - O gráfico mostra o rolo não triturador . Premir em a imagem levanta ou baixa todos os rolos de saída .
64. módulo de impressora 1 (opção):
 levantar/abaixar o módulo de impressão 1.
levantar/abaixar o módulo de impressão 1. ou
ou  indica a posição do módulo de impressão 1.
indica a posição do módulo de impressão 1.
65. Módulo de impressora 2 (opção):
- levantar/abaixar o módulo de impressão 2.
- ou indica a posição do módulo de impressão 2.
66. CABEÇAS DE COLAGEM - os gráficos mostra duas as cabeças de colagem . Premir em um gráfico selecionado abrirá esta válvula da cabeça de colagem.
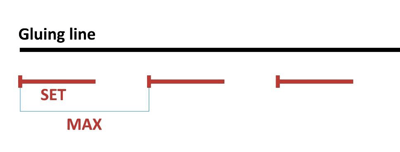
Fig.35. Definição da linha de colagem (opção)
67. Colagem linha 1 - Conjunto - Abertura tempo de a colagem cabeça para a colagem linha 1 (Fig.35) (opção).
68. Colagem linha 1 - MAX - Ciclo tempo de a colagem cabeça para a colagem linha 1 (Fig.35) (opção).
69. Colagem linha 2 - Conjunto - Abertura tempo de a colagem cabeça para a colagem linha 2 (Fig.35) (opção).
70. Colagem linha 2 - MAX - Ciclo tempo de a colagem cabeça para a colagem linha 2 (Fig.35) (opção).
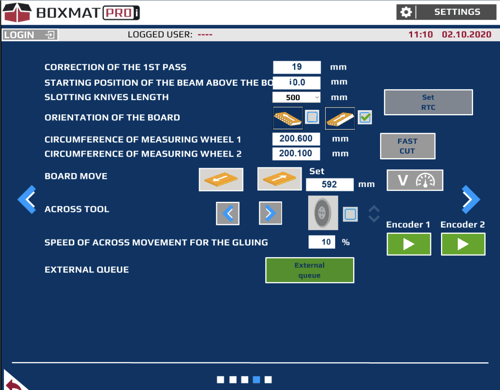
Fig. 36. Ecrã "Parâmetros da máquina
71. Correção de a 1ª passagem - este parâmetro irá afetar o comprimento de o primeiro painel de uma caixa. Se qualquer manutenção tiver lugar, este parâmetro poderá ter de ser alterado.
72. Posição inicial de a viga acima de a tábua - distância entre a superfície da tábua e a lâmina de corte como um ponto de partida para a viga mover
73. Ranhurar facas comprimento - comprimento de ranhurar facas montadas em a máquina
74. Orientação da prancha - rápida ou suave passagem da prancha no ciclo
75.Circunferência de medição roda 1 e 2 - a circunferência exacta de as rodas de medição.
76. Direção deslocação - ![]() Imprensa e manter para deslocação o ondulado folha em ou fora do máquina. Imprensa
Imprensa e manter para deslocação o ondulado folha em ou fora do máquina. Imprensa ![]() para avançar e
para avançar e ![]() para o inverso.
para o inverso.
77. Definir - a distância que a placa irá percorrer depois de premir os botões Encoder 1 ou Encoder 2 , medido por roda de medição correspondente 1 ou 2
78. V - parâmetros de velocidade - este botão abre a janela pop-up Velocidade.
79. Velocidade de pop-up
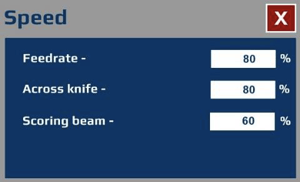
Fig.37. Velocidade de pop-up
80. Taxa de alimentação - velocidade de o movimento da placa em o ciclo.
81. Através da faca - velocidade do através da faca de corte no ciclo.
82. Feixe de ranhuras - velocidade do feixe de ranhuras em o ciclo .
83. Entre ferramenta - ![]() o botões para o manual funcionamento de o transversalmente corte faca:
o botões para o manual funcionamento de o transversalmente corte faca:
- movimentos o faca para a esquerda;
- movimentos o faca para a direita.
84. O gráfico mostra a transversal faca de corte. Pressionar no a imagem vai-se elevar ou inferior o faca. O redução de o faca é indicado por a "tique" verde ![]() .
.
85. Velocidade de transversal movimento para a colagem - velocidade de a transversal movimento da ferramenta para colocar a cola em o ciclo
86. Fila de espera externa - permite que o trabalhe com "Fila de espera de trabalhos "
87. Codificador 1 / 2 - ativa fechar ciclo controlar para definir parâmetros para roda de medição 1/2
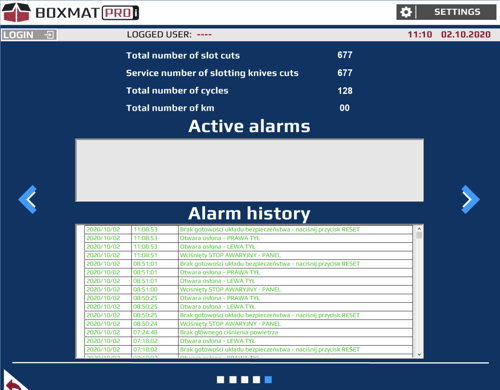
Fig. 38. Histórico de contadores e alarmes
88. Total número de ranhura cortes - o número de cortes efectuada por o ranhura feixe desde máquina início.89. Número de serviço dos cortes das facas de ranhurar - o número de cortes efectuados pela viga de ranhurar desde o último serviço.
90. Número total de ciclos - o número de ciclos de trabalho automáticos desde o início da máquina.
91. Número total de km - o número de quilómetros do corrugado medido pelos codificadores desde o início da máquina.
92. Alarmes activos - apresenta os alarmes/mensagens activos
93. Histórico de alarmes - o registo de alarmes/mensagens
ECRÃS DE TIPO "FEFCO" - DESCRIÇÃO COM BASE NA NORMA DE ESTILO 201
Seguem-se as características disponíveis nos ecrãs de configuração para o estilo padrão FEFCO 0201.
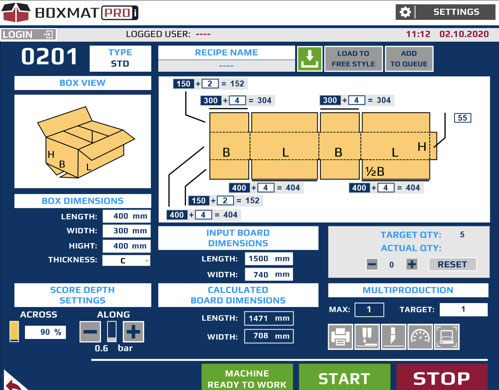
Fig. 39. Ecrã principal de configuração do estilo FEFCO 201 STANDARD
94. 0201 - o estilo FEFCO selecionado.
95. ![]() - salva o atual caixa em o da máquina memória com o nome escrito em o RECEITA NOME domínio. Funcionamento confirmado com mensagem "Receita acrescentado".
- salva o atual caixa em o da máquina memória com o nome escrito em o RECEITA NOME domínio. Funcionamento confirmado com mensagem "Receita acrescentado".
96. Carregar para Freestyle - copia a definição atual da máquina para o Freestyle
97. Adicionar a Queue - adiciona a atualmente definir box a a Job Queue. Operação confirmada com a mensagem "Order was added."
98. Dimensões da caixa - dimensões internas da caixa necessária
99. Espessura - cartão canelura tipo
100. Definições da profundidade da pontuação - Através de - feixe pontuação profundidade em %:
A definição da profundidade da pontuação transversal deve situar-se no intervalo de 0% a 100%:
- valor 0% - sem pontuação entre as ranhuras;
- valor 100% - profundidade máxima de pontuação entre as ranhuras;
101. Pontuação profundidade definições - Ao longo de - + e - botões para ajustar a profundidade de ao longo pontuações no quadro :
A definição da profundidade das pontuações deve ser selecionado de acordo com a preferência
102. Dimensões da placa de entrada - Comprimento e Largura da folha de entrada
103. Dimensões calculadas da placa - Comprimento e largura da placa necessária
104. Quantidade pretendida - o número de caixas a ser feitas.
105. Atual Qty - o número de caixas já feitas. Próximo para , existe um botão RESET utilizado para reiniciar a contagem . Para modificar quantidade feita contador, utilize os botões MAIS/MENOS.
Depois de completar o número necessário de caixas de cartão, a máquina pára. Para continuar a produção, é necessário premir o botão RESET, caso contrário não será possível iniciar um novo ciclo.
106. Multiprodução - Max - mostra o número de caixas actuais que podem ser produzidas a partir de o comprimento da folha atual.
107. Multiprodução - Target - introduza o número de casas necessárias da folha. O valor pode ser inferior ou igual ao valor MAX .
108. Impressão - este botão abre uma janela pop-up para definir parâmetros de impressão (opção).
109. Colagem - este botão abre uma janela pop-up para um conjunto de parâmetros de colagem (opção).
110. Colagem de pop-up
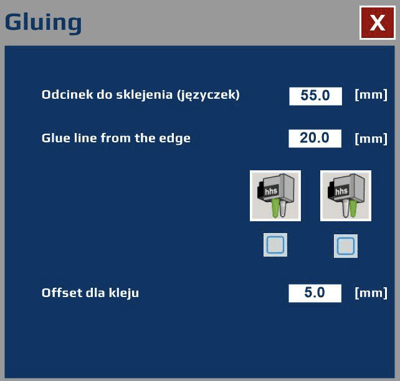
Fig.40. Colagem de pop-up
111. Cola da aba - cola aba comprimento
112. Linha de cola a partir do bordo - linha de cola posição a partir de a frente bordo do bardo
113. Colagem das cabeças - selecionar uma ou duas cabeças para operar durante o ciclo
114. Desvio para cola - desvio entre as marcações longitudinais e a linha cola
115. Cortar off - este botão abre uma janela pop-up para um definir o lado do corte
116. De a lado esquerdo e direito - cortando os restos de ambos os lados
117. De o lado direito - cortando fora o sucata de o lado direito de a placa de entrada
118. V - velocidade parâmetros - este botão abrir o pop-up Velocidade descrito em 7.2.79
119. Digitalização - este botão abre uma janela pop-up e inicia o procedimento de transferência de dados a partir de um scanner externo
120. Máquina setup - this indica que not all information has been entered or machine is not setup.
121. Máquina ajustar - configurar a máquina a definir parâmetros
122. Máquina pronta a trabalhar - máquina está a ser configurada a definir parâmetros
123. Iniciar - inicia o automático caixa produção no estilo atual
124. Stop - pára a máquina APÓS a placa inteira ter passado por
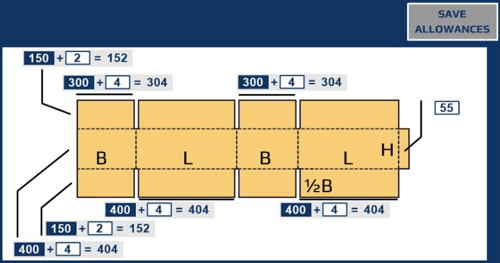
Fig. 41. Ecrã de configuração do estilo FEFCO 201 STANDARD - definições avançadas
125. Azul campo - atual valor de a caixa dimensão do painel sem tolerâncias
126. Branco campo - subsídio valor
127. Campo cinzento - valor total do painel dimensão
GUARDAR PERMITIÇÕES botão - premindo o botão guarda as licenças na base de dados licenças . As alterações efectuadas para as licenças serão restauradas para os seus valores anteriores depois de sair do estilo. Para guardar as licenças permanentemente, prima o botão SAVE ALLOWANCES durante cerca de 1 segundo, as licenças guardadas serão confirmadas por a mensagem "Allowances added."
O botão fica ativo depois de iniciar sessão na conta do operador
ALARMES, MENSAGENS DE ERRO e FALHAS.
Se a máquina não funcionar quando necessário, é provável que _COPY9 que algo tenha sido negligenciado. Em este caso, mensagens de erro serão exibidas no painel HMI .
PARAGEM DE EMERGÊNCIA - a máquina foi parada pela ativação do botão EMERGENCY STOP ou de um dos interruptores de limite em as coberturas de proteção , para eliminar a razão para este alarme, verifique se todas as tampas da máquina e caixas estão corretamente fechadas ou rode o cogumelo emergência parar interrutor no sentido dos ponteiros do relógio (será desbloqueado). Em seguida, prima o botão verde RESET .
BAIXA PRESSÃO DEAR - não ou demasiado baixa pressão de ar no sistema pneumático . Deve ser assegurado que que a máquina está ligada a o sistema de ar comprimido a um nível de pressão adequado , e depois uma pressão adequada em a máquina deve ser regulada rodando a válvula de redução do sistema de preparação de ar comprimido de .
PRESSÃO DE AR MUITO BAIXA PARA ROLOS DE CREASING- pressão de ar muito baixa ou muito alta para vincos longitudinais. O alarme é eliminado com o botão RESET .
ERRO SERVO DRIVE - BOARD - sinaliza a ocorrência de um alarme no servo drive do motor de translação. O alarme é eliminado com o botão RESET .
ERRO SERVO DRIVE - LEFT CREASING BEAM - sinaliza a ocorrência de um alarme em o left servo drive de o creasing beam motor. O alarme é eliminado com o botão RESET .
ERRO SERVO DRIVE- RIGHT CREASING BEAM - signals the occurrence of an alarm on the right servo motor of the creasing beam. The alarm is deleted with the RESET button.
ERRO SERVO DRIVE - CREASING ROLLS AND KNIVES - signals the occurrence of an alarm on the servo drive of knives and creases. O alarme é eliminado com o botão RESET .
ERRO SERVO DRIVE - ACROSS KNIFE - sinaliza um problema com o servo drive do motor transversal da faca . O alarme é eliminado com o botão RESET .
CREASING ROLLS SPACING FAULT - sinaliza um problema com o posicionamento preciso de os rolos de vincar em as posições definidas. O alarme é eliminado com o botão RESET no painel tátil HMI .
FACAS ESPAÇAMENTO FALHA - sinaliza um problema com o posicionamento preciso das facas longitudinais em as posições definidas. O alarme é eliminado com o botão RESET no painel tátil HMI.
ERRO DURANTE A REFERENCIAÇÃO OU OESPAÇAMENTO DO AO LONGO DO SUPORTE DA FERRAMENTA - assinala um problema com o homing ou o posicionamento do carro longitudinal da ferramenta . O alarme é eliminado com o botão RESET .
ERRO DURANTE A REFERÊNCIA OU O POSICIONAMENTO DA FERRAMENTA TRANSVERSAL - indica um problema com a referenciação ou o posicionamento da ferramenta transversal . O alarme é eliminado com o botão RESET .
ERRO DURANTE O REFERENCIAL OU O POSICIONAMENTO DO FEIXE CRIADOR - sinaliza um problema com o referenciamento ou o posicionamento do feixe criador de vincos . O alarme é eliminado com o botão RESET .
GUIA ESQUERDO CONFIGURAÇÃO FALHA - sinaliza um problema com o posicionamento preciso de o limitador na posição definida. O alarme é eliminado com o botão RESET .
RANHURA FACAS CONFIGURAÇÃO FALHA - sinaliza um problema com o posicionamento preciso de as facas de ranhurar em a posição definida . O alarme é eliminado com o botão RESET .
RANHURA FACAS ERRO - POSIÇÃOFINAL ALCANÇADA - sinaliza que a máquina atingiu a posição mínima para a ranhura das facas durante a sua regulação. O alarme é eliminado com a tecla RESET .
RANHURAR FACAS ERRO - CRESCER FEIXE NÃO REFERENCIADO - definição de o ranhurar facas é possível depois de o vincar feixe ter sido homed. O alarme é eliminado com o botão RESET
MÁQUINA DEFINIÇÃO FALHA - assinala uma definição incorrecta da máquina para o ciclo de produção. O alarme é eliminado com a teclaRESET
NÃO SUFICIENTE DE CREASING ROLOS - sinaliza que o número de vincagem longitudinal do tipo é insuficiente para uma determinada caixa .
NÃO O SUFICIENTE DE AO LONGO DE FACASDE CORTE - sinaliza que o número de facas longitudinais é insuficiente para fabricar uma determinada caixa.
NÃO POSSÍVEL PARA CONFIGURAR CRIAR ROLAR [1...8] - as dimensões de a caixa introduzida evitar o espaçamento de vincos em uma dada posição devido a a distância mínima necessária entre as ferramentas. Se esta mensagem ocorrer, altere a orientação das ferramentas ou aumente as dimensões da caixa . A distância mínima entre as ferramentas está incluída em o anexo . O alarme é eliminado com o RESET xml-ph-0030@d
DEFINIR POSIÇÃO FORA TRABALHO ÁREA - CRIAÇÃO ROLO [1...8] - sinaliza a definição de o vinco longitudinal em uma zona inacessível . O alarme é eliminado com o botão RESET
NÃO POSSÍVEL PARA CONFIGURAR AO LONGO DA FACA [1...8] - dimensões de a caixa introduzida impedir o espaçamento das facas em uma determinada posição devido a a distância mínima exigida entre as ferramentas . Se esta mensagem ocorrer, altere a orientação de as ferramentas ou aumente as dimensões de a caixa . A distância mínima entre as ferramentas é mostrada em o anexo . O alarme é eliminado com e depois RESET xml-ph-0030@dee
DEFINIR POSIÇÃO FORA DA ÁREADE TRABALHO - AO LONGO DA FACA [1...8] - assinala a definição da faca longitudinal numa zona inacessível . O alarme é eliminado com o botão RESET .
CAN'T SETUP CREASING ROLLS - assinala uma tentativa de colocar o vinco longitudinal em uma zona inacessível. O alarme é eliminado com o botão RESET .
NÃO PODE CONFIGURAR AO LONGO DE FACASDE CORTE - sinaliza uma tentativa de configurar a faca longitudinal em uma área inacessível . O alarme é eliminado com o botão RESET .
DADOSERRADOS PARA AS ACÇÕES DE CRIAÇÃO DE ROLOS - sinaliza quando a ação longitudinal é demasiado curta para o vinco longitudinal. O alarme é eliminado com o botão RESET .
DADOSERRADOS PARA AS ACÇÕES DE AO LONGO DE FACAS - sinaliza uma demasiado curta longitudinal ação para a longitudinal faca. O alarme é eliminado com o botão RESET .
DADOSERRADOS PARA AS ACÇÕES DE TRANSVERSAIS FERRAMENTA - sinaliza uma demasiado curta transversal ação para a ferramenta transversal . O alarme é eliminado com o botão RESET .
NÃO HÁ SINAL DE QUE A FACA TRANSVERSAL ESTÁ NAPOSIÇÃO PARA BAIXO ou NÃO HÁ SINAL DEQUE AFACA TRANSVERSAL ESTÁ NAPOSIÇÃO PARA CIMA - sinaliza uma posição incorrecta da faca transversal . Por ordem para eliminar a causa , verifique o fornecimento de ar para o atuador , a operação do sensor indutivo localizado em o atuador e a operação mecânica do atuador sem fornecimento de ar para o atuador . O alarme é eliminado com o botão RESET .
CRIAÇÃO DE ROLOS E FACAS PESQUISA FALHA - um alarme ocorre durante a pesquisa procedimento para vincos e facas. Verifique o sistema drive responsável pelo espaçamento dos vincos e facas. O alarme é xml-ph-0030@deep
WRONG NUMBER OF BOARDS TO MAKE - assinala um formato de entrada que é demasiado curto em relação ao formato calculado .
INPUT BOARD TOO SHORT - sinaliza um formato de entrada que é demasiado curto em relação a o formato calculado. O alarme é eliminado com o botão RESET .
INPUT BOARD TOO NARROW - sinaliza um formato de entrada que é demasiado estreito em relação ao formato calculado. O alarme é eliminado com o botão RESET .
INPUT BOARD TOO LONG - sinaliza que o comprimento de o formato de entrada é superior a 9000 mm. O alarme é eliminado com o botão RESET .
INPUT BOARD TOO WIDE - indica que a largura do formato de entrada é superior a 2400 mm. O alarme é eliminado com o botão RESET .
HÁ UMPROBLEMA COM MOVIMENTO DOCARTÃO - sinaliza a ocorrência de um alarme quando o formato desliza em a máquina . O alarme é eliminado com o botão RESET .
BOARD INSIDE OF THE MACHINE - the message appears after pressing the START button or the HOME button (the guillotine homing button in the CONFIGURAÇÕES ) quando existe uma caixa de cartão ou outro objeto sob a entrada ou a saída do sensor laser activando-o . O alarme é eliminado com o botão RESET .
PARAGEM DE EMERGÊNCIA É PRESSIONADO - PAINELDE CONTROLO HMI ou PARAGEM DE EMERGÊNCIA É PRESSIONADO - TRASEIRA ou PARAGEMDE EMERGÊNCIA É PRESSIONADO - LADO DIREITO - as mensagens indicam que um dos interruptores de segurança no xm O alarme é eliminado com o botão RESET .
GUARDA DE SEGURANÇA ESTÁ ABERTO - ESQUERDA FRENTE ou DIREITA FRENTE ou ESQUERDA TRASEIRA ou DIREITA TRASEIRA ou ESQUERDA TRASEIRA EM A FUNDO OU ESQUERDA TRASEIRA EM FUNDO - uma mensagem indica a abertura xml-ph-0031@deepl.i Para reiniciar o alarme , feche as tampas e prima o botão RESET .
A JANELA ESTÁABERTA - ESQUERDA ou A JANELA ESTÁABERTA - DIREITA - a abertura de uma janela localizada em o lado parede de a máquina . Para reiniciar o alarme , feche a janela aberta e prima o botão RESET
TRASEIRA ESQUERDA PROTEÇÃO DE SEGURANÇA NÃO BLOQUEADA ou TRASEIRA DIREITA PROTEÇÃODE SEGURANÇA NÃO BLOQUEADA - sinaliza que o fecho não está fechado. Para reiniciar o alarme, prima o botão RESET .
8.0 Manutenção
Notas gerais
Os operadores da máquina podem facilmente realizar a maior parte das tarefas básicas de manutenção e inspecções preventivas, uma vez que a máquina foi concebida e construída para funcionar com um mínimo de manutenção para reduzir os períodos de paragem.
No entanto, recomenda-se vivamente que algumas das operações acima mencionadas sejam efectuadas por técnicos de assistência qualificados e experientes do fabricante (aplica-se principalmente a avarias de máquinas).
As actividades de manutenção e reparação complexas não devem ser realizadas sem a autorização prévia do proprietário ou do fabricante.
Recomenda-se a criação de um registo de reparações de máquinas onde serão registadas as datas e os tipos de reparações, bem como as actividades de manutenção preventiva.
Em caso algum se deve entrar na máquina sem tomar todas as precauções para eliminar os riscos, desligando todas as fontes de alimentação eléctrica e de ar.
Especialmente durante as operações de manutenção ou quaisquer outras operações manuais que possam ser necessárias durante as inspecções preventivas, não colocar nenhuma parte do corpo em zonas de perigo real e previsível antes de eliminar situações de emergência potenciais e previsíveis.
 ATENÇÃO: Trabalho realizado em o zonas de alimentação, corte ou pontuação sistemas deve ser realizado apenas por qualificado pessoal qualificado e apenas após tomada todos de precaução medidas de precaução. Em o acima mencionado zonas o mais elevado nível de potencial lesões corporais é possível.
ATENÇÃO: Trabalho realizado em o zonas de alimentação, corte ou pontuação sistemas deve ser realizado apenas por qualificado pessoal qualificado e apenas após tomada todos de precaução medidas de precaução. Em o acima mencionado zonas o mais elevado nível de potencial lesões corporais é possível.
Todos os operadores de máquinas que efectuem manutenção ou actividades preventivas devem usar sempre vestuário de proteção e botas antiderrapantes para limitar o risco de escorregar/cair.
Antes de realizar qualquer trabalho na máquina , verifique sempre se os punhos estão corretamente abotoados, fechados à volta dos pulsos ou cuidadosamente enfiados para cima. O pessoal deve lembrar-se sempre de proteger o seu cabelo contra ser puxado para dentro da máquina pelos rolos e correias .
Todas as actividades de manutenção ou de reparação devem ser realizadas apenas por pessoal qualificado que tenha formação para interpretar falhas da máquina , possam ler diagramas de sistemas instalados e desenhos de engenharia em tal forma que todos os possíveis procedimentos de desmontagem ou montagem ligados com operações de manutenção normalizadas sejam efectuadas profissionalmente e, mais de tudo, com segurança.
![]() ATENÇÃO: Caixa de distribuição inspeção e elétrico sistemas manutenção pode ser realizado apenas por certificado electricistas com validade formação.
ATENÇÃO: Caixa de distribuição inspeção e elétrico sistemas manutenção pode ser realizado apenas por certificado electricistas com validade formação.
![]() ATENÇÃO: Abaixo de não circunstâncias deve qualquer de a manutenção, reparar ou preventivo actividades ser realizado quando a máquina é a funcionar ou está ligado a um potência fornecimento unidade.
ATENÇÃO: Abaixo de não circunstâncias deve qualquer de a manutenção, reparar ou preventivo actividades ser realizado quando a máquina é a funcionar ou está ligado a um potência fornecimento unidade.
Programa preventivo, inspeção periódica
NO NO INÍCIO DE CADA TURNO DE TRABALHO VERIFICAR SE:
- o espaço de trabalho é limpo, claro e seguro;
- verificar a quantidade de impurezas sólidas , fugas, e poeiras que se depositam na/sobre a máquina e todos os seus componentes, se necessário limpá-la com um aspirador ou uma pistola de ar comprimido ;
- limpar o fundo facas em a bancada;
- verificar visualmente o fecho de todas as coberturas de proteção ;
- um nível suficiente de iluminação é fornecido para o espaço de trabalho ;
- verificar a eficácia dos interruptores de segurança (PARAGEMDE EMERGÊNCIA ), dos interruptores de limite que protegem as tampas _COPY9 móveis e dos fechos de segurança ;
- Verificação DEPOIS 100 HORAS DE TRABALHO da máquina - ou semanalmente:
- fixação correcta e aperto de os parafusos de suporte de carga ; verificar a tensão da correia de acionamento do transporte ;
- limpar o filtro em o conjunto de preparação de ar
- Verificação DEPOIS 1,000 DE TRABALHO HORAS do da máquina - ou cada 3 meses:
- verificar eficácia de a proteção contra choques eléctricos
- verificar visualmente o estado dos componentes mecânicos
- apertar todas as ligações roscadas
- verificar o estado de o básico contactar elementos (contactores, relés ), substituir elementos por superfícies de ligação gastas .
9.0 Regras de trabalho e de segurança
As características de segurança incorporadas em a máquina foram concebidas para minimizar quaisquer falhas e para garantir que os requisitos de segurança são cumpridos para minimizar o risco de lesões através da manutenção de um nível elevado de xml-ph-0030@dee
A máquina tem muitos integrada de segurança de segurança para a proteção dos operadores e de outras pessoas incluindo:
- tempo de atraso contra incêndios proteção contra incêndios;
- limite interruptores para detetar abertas/seguras tampas e protecções;
- fecho de segurança com a trinco
- decaimento fase sensor;
- coberturas e protecções para proteger das partes móveis partes móveis da máquina;
- facilmente acessível PARAGEM DE EMERGÊNCIA PARAR de emergência instalado no no principal painel de controlo principal;
- adicional proteção sistemas implementados no da máquina algoritmo de controlo da máquina para parar a máquina em potencialmente situações potencialmente perigosas;
- a máquina construção concebida para fornecer o máximo nível de segurança para os seus operadores.
Regras básicas de segurança
As questões relacionadas com regras de segurança e a avaliação do potencial risco derivado do contacto homem-máquina foram minuciosamente cobertas em capítulos anteriores deste manual de serviço em que situações semelhantes foram No entanto, a importância da segurança do pessoal é tão profunda que o Fabricante tem repetido as informações uma vez mais aqui.
- Todos BOXMAT PRO operadores devem estar familiarizados com gerais de segurança regras gerais de segurança aplicadas no no no local de trabalho industrial.
- Para para para efetuar o ótimo e seguro máquina segura da máquina, este manual de serviço deve ser lido minuciosamente e o utilizador é estritamente aconselhado a seguir todos as instruções com uma especial atenção na segurança e advertência sinais.
- O final legal e financeiras financeiras por todos e qualquer potenciais eventos derivados de quer da ignorância do o texto do este serviço manual ou de segurança e profissionais de segurança reside sobre o comprador. É é COMPLETAMENTE E ABSOLUTAMENTE OBRIGATÓRIO para ler e seguir estas instruções.
- Em a com base da o texto incluído no este serviço manual e o conhecimento derivado do do do fabricante próprio produto tecnologia experiência, o comprador é estritamente obrigado a trabalhar a seus próprios TRABALHO INSTRUÇÕES DO POSTO DE TRABALHO para o seu próprios operadores de máquinas.
- Cada operador deve ler o texto do este serviço manual antes de efetuar qualquer trabalho no a máquina e deve ler qualquer TRABALHO INSTRUÇÕES DO POSTO DE TRABALHO.
- Sob nenhuma circunstâncias deve a máquina ser operada por sem formação pessoal sem formação. A máquina operadores devem estar familiarizados com a saúde no trabalho e segurança de trabalho, e com a especial especial sobre o risco criado pela pela máquina.
- Periódicos preventiva preventiva do o proteção proteção sistema deve ser executado no o operada máquina operada. O comprador é totalmente responsável pela adoção de medidas para efetuar essa inspeção
- De acordo com para o do fabricante recomendações do fabricante, a máquina deve ser instalada no ambiente industrial apenas.
- Risco de vida ameaçador nível de elevado potência rede tensão de 3 x 480 VAC, 50/60 Hz é fornecido ao a máquina. Como a resultado, todos os serviço ou actividades preventivas devem ser efectuadas apenas por pessoal bem treinado pessoal com qualificações exigidas pela lei.
- SOB NÃO CIRCUNSTÂNCIAS deve quaisquer medidas conducentes a diminuir a máquina segurança estado (como como bloqueio mestre interruptores ou remover escudos etc.) ser realizadas pelo o comprador ou operador
- Qualquer manutenção ou outras actividades efectuadas quando a máquina está em funcionamento ou quando em a rebaixado padrão de máquina proteção das máquinas (enquanto as protecções estão abertos ou quando as de segurança de segurança são desligados) deve ser mantidos a um mínimo absoluto mínimo antes de o estado estado de segurança seja restabelecido.
- SOB NÃO CIRCUNSTÂNCIAS deve a máquina ser montada, desmontada ou transportada por não qualificado pessoal ou aqueles não familiarizados com a segurança regras incluídas neste este serviço manual como o referidas actividades podem conduzir a um acidente ou podem tornar-se a causa de perdas perdas financeiras.
- O da máquina inicial arranque deve deve ser efectuado no na presença e sob a supervisão do do Contratante agentes do contratante.
- O da máquina teste da máquina, implementado sempre antes o comprador é entrar a fase de plena utilização da a máquina, deve ser efectuada apenas por um autorizado pessoa autorizada.
- Qualquer alteração de qualquer parte, ou utilização, do a máquina que seja incoerente com a máquina descrito no este manual manual pode levar a falhas na máquina falhas ou tornar-se a causa de um acidente.
- O da máquina parâmetros de trabalho foram pré-definidos pelo o Fabricante no mais óptima óptima devido à a instalados rolos instalados, de corte ou ferramentas de corte e eletrónica de controlo sistemas de controlo eletrónico. Qualquer alteração no da da máquina de trabalho parâmetros sem o fabrico conhecimento e autorização pode levar a um acidente ou mau desempenho.
Condições de segurança para o pessoal que opera diretamente a máquina
![]() ATENÇÃO: Para prevenir grave lesão, ele é essencial que todos coberturas e guardas são mantido em lugar para proteger pessoal de o perigos atual de em movimento eixos, lâminas, facas, etc. ao operar esta máquina de fazer caixas.
ATENÇÃO: Para prevenir grave lesão, ele é essencial que todos coberturas e guardas são mantido em lugar para proteger pessoal de o perigos atual de em movimento eixos, lâminas, facas, etc. ao operar esta máquina de fazer caixas.
- É é aconselhado que todos e qualquer pessoal que trabalha com este ou qualquer outras máquinas deve ser treinados e equipados para oferecer primeiros ajuda assistência a qualquer pessoa em em caso de de quedas ou acidentes.
- A área circundante este ou qualquer máquina não deve não ser bloqueada por quaisquer obstáculos ou resíduos produto durante o seu regular de trabalho ciclo normal como este pode causar tropeções, escorregadelas, quedas ou outros acidentes.
- A EMERGÊNCIA PARAR de emergência é concebido para ser premido em qualquer momento, especialmente quando uma paragem de emergência de emergência é imediatamente necessário.
- SOB NÃO CIRCUNSTÂNCIAS deve qualquer móveis partes do a máquina sejam tocar durante trabalhar.
- SOB NÃO CIRCUNSTÂNCIAS deve qualquer água à base de água fogo extintor equipamento ser utilizado em ou perto da máquina. Utilizar apenas licenciada não à base de água agentes de combate a incêndios e proteção contra o risco de incêndio proteção produtos.
- SOB NÃO CIRCUNSTÂNCIAS deve qualquer guardas ou coberturas ser removidas durante máquina trabalho ciclo.
- SOB NÃO CIRCUNSTÂNCIAS deve os operadores ficar ou subir sobre as protecções ou coberturas.
- SOB NÃO CIRCUNSTÂNCIAS deve os operadores ficar ou subir sobre as protecções ou coberturas.
- SOB NÃO CIRCUNSTÂNCIAS deve qualquer óleo, solvente ou outro cáustico ou substâncias tóxicas ser permitidas a entrem em contacto com a máquina.
- SOB NÃO CIRCUNSTÂNCIAS deve telemóveis telemóveis ser utilizados perto a máquina direto ambiente.
- SOB NÃO CIRCUNSTÂNCIAS deve nuas chamas ser utilizadas na a máquina direta ambiente.
- SOB NÃO CIRCUNSTÂNCIAS devem cigarros ser fumados na a máquina direta ambiente.
- SOB NÃO CIRCUNSTÂNCIAS deve álcool ser consumido na a máquina direta ambiente nem deve pessoal sob a influência de álcool operar a máquina.
- SOB NÃO CIRCUNSTÂNCIAS o pessoal consumir refeições no a máquina direta ambiente.
- TI É ESSENCIAL para utilizar TODAS coberturas e protecções concebidas para a máquina.
- TI É ESSENCIAL que quaisquer acidentes ou máquinas falhas deve ser prontamente comunicadas à direção.
- TI É ESSENCIAL para utilizar adequado de trabalho de trabalho para limitar a possibilidade de ser enredado ou arrastado para a máquina.
- É ESSENCIAL para usar luvas de proteção luvas de proteção durante operar a máquina.
- É ESSENCIAL para usar calçado antiderrapante e de segurança.
- É ESSENCIAL utilizar cabelo para minimizar a possibilidade de ser preso ou puxado para a máquina.
- TI É ESSENCIAL para manter o chão à volta a máquina limpar e limpo de todos os detritos e resíduos materiais.
- É ESSENCIAL para utilizar proteção proteção auditiva.
- TI É RECOMENDA-SE a utilizar o EMERGÊNCIA PARAR de emergência sempre que houver houver a situação em que a máquina ou o operador estão em risco.
- Manuseamento manuseamento do a máquina durante o transporte e/ou deslocação pode levar a graves ferimentos ou acidentes.
- Apenas devidamente com formação pessoal tendo especial de precaução medidas pode efetuar determinadas tarefas no interior da máquina. Nestas estas áreas há há maior risco de graves lesões graves.
- Em nenhum momento devem operadores subir na a máquina.
- A caixa de distribuição portas devem sempre estar fechadas mesmo se a máquina estiver não em funcionamento.
- A máquinas os operadores são fortemente aconselhados a trabalhar apenas no o zona de trabalho zona de trabalho segura que é delineada no desenho abaixo:
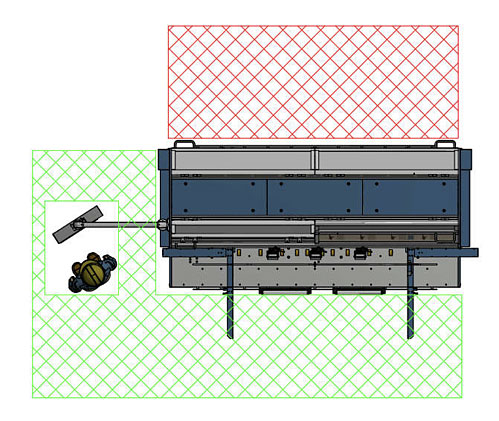
Fig. 42. Limites toleráveis da zona de trabalho durante o ciclo de trabalho efectuado pelo Boxmat PRO. A área em que os operadores da máquina não podem permanecer e efetuar as suas tarefas na máquina foi marcada com a utilização da cor vermelha - a zona livre à volta da máquina não deve ser inferior a 59".
Regras de segurança no local de trabalho durante as actividades de manutenção, reparação e prevenção
- SOB NÃO CIRCUNSTÂNCIAS deve qualquer serviço, manutenção ou preventivas medidas ser efectuadas sem total corte da rede rede
- SOB NÃO CIRCUNSTÂNCIAS deve a máquina ser lubrificada, limpa ou manutenção enquanto ele estiver em funcionamento.
- Caixa de distribuição e eléctricos sistemas eléctricos manutenção pode ser efectuada apenas por pessoal devidamente treinados e qualificados devidamente formados e qualificados.
- Sob nenhuma circunstâncias deve a máquina manutenção ser efectuada por não qualificado ou inexperientes engenheiros que são não estão familiarizados com a máquina Cablagem eléctrica.
- Pessoal que efectua actividades de manutenção actividades deve usar adequado de proteção de proteção.
- Sob nenhuma circunstâncias deve o elétrico elétrico ser modificado de qualquer forma.
- As portas do do sistema de controlo sistema armário deve ser sempre trancado e apenas pessoal autorizado deve ter acesso à chave.
Resumo
Adequado medidas devem ser tomadas durante funcionamento da máquina funcionamento da máquina, o seu transporte e instalação procedimentos, e a reparação, manutenção e preventiva preventivas, para prevenir os seguintes situações:
- A máquina não deve não ser utilizada em qualquer forma para além do que descrito no presente documento;
- A máquina não deve não ser ligada eletricamente com sem ter em conta às as disposições incluídas no presente documento;
- A máquina não deve não ser utilizada incorretamente ou utilizados por pessoal não treinado pessoal não formado;
- A máquina não deve não ser utilizada com inadequados materiais inadequados;
- Deve ser suficientes adequada manutenção;
- Existe deve ser não não autorizadas alterações ou alterações por pessoal não qualificado ou pessoal sem formação;
- Não deve não devem ser utilizados não originais originais peças sobressalentes não originais;
- Existe deve ser nenhum pessoal actividades que violem a a lei e/ou os regulamentos aplicáveis à o local de trabalho, bem como bem como bem como as disposições incluídas no neste manual de serviço.
10.0 Documentação eléctrica
10.1 POTÊNCIA FORNECIMENTO PARÂMETROS - TÉCNICA DADOSAlimentação tensão 3 x 230 VAC; 50/60 Hz
Controlo tensão 24 VDC
Potência máxima consumo 5,5 kW
10.2 LISTA DE EQUIPAMENTOS ELÉCTRICOS APARELHOSVer o recinto.
10.3 CABLAGEM DIAGRAMAVer o recinto.
11.0 Documentação pneumática
11.1. DADOS TÉCNICOS
Pressão de trabalho 0,6 - 0,8 MPa
Precisão de filtragem 20 μм
Classe necessária de atividade do meio de trabalho
4-4-4 de acordo com as normas ISO8573-1
11.2 PRINCÍPIO DE FUNCIONAMENTO
O meio de trabalho que é introduzido em o sistema com a ajuda da válvula redutora de pressão é sujeito a a filtragem inicial e depois o procedimento de redução devido a que é é reduzido a xml-ph-0030@deepl.in Depois, com a ajuda da válvula de distribuição controlada por o sistema electro-pneumático o meio é entregue a o servomotor adequado e como um resultado o dito servomotor é colocado em movimento. Finalmente, o movimento do servo-motor irá causar a deslocação da lâmina de barbear devido a que a cola aba será cortada.
![]() ATENÇÃO: O comprador é fortemente aconselhado para manter o adequado 4-4-4 classe de ar limpeza de acordo com para Requisitos da ISO8573-1 mesmo embora o Fabricante equipado o máquina no ar comprimido preparação sistema.
ATENÇÃO: O comprador é fortemente aconselhado para manter o adequado 4-4-4 classe de ar limpeza de acordo com para Requisitos da ISO8573-1 mesmo embora o Fabricante equipado o máquina no ar comprimido preparação sistema.
O sistema acima mencionado pneumático não requer uma quantidade extrema de atenção, no entanto, o utilizador é obrigado a controlar o nível de condensação água no filtro de ar comprimido tanque periodicamente. Se a presença de água for encontrada, deve ser esvaziado . Se for detectada uma quantidade significativa de impurezas sólidas no reservatório , o reservatório deve ser desmontado, e depois limpo com produtos de limpeza adequados . Após a limpeza , o depósito deve ser arejado com ar comprimido e montado novamente. A descrição pormenorizada do sistema de ar comprimido pode ser encontrada em na parte intitulada CONTROLOS E INDICADORES DISPONÍVEIS para o OPERADOR.
11.4. DIAGRAMA DO SISTEMA PNEUMÁTICO
Ver o recinto.
12.0 Utilização e quebra de máquinas
12.1 NOTAS GERAISAlterações introduzidas na lei disposições ou no processo normas, que não poderiam ter sido previstas mais cedo, podem tornar-se a causa da utilização e quebra da máquina. Esta questão aplica-se também a as peças substituídas ou reparadas da máquina e os sistemas . Em consequência, o comprador é o único responsável pela realização dos procedimentos acima mencionados de acordo com as disposições vinculativas da lei . Deve ser notado, no entanto, que todas as peças da máquina podem ser totalmente recicladas.
12.2 RESÍDUOS
Resíduos perigosos devem ser sempre utilizados por as empresas que se especializam em lidar com este tipo de problema em uma base regular. A lista detalhada do tipo de resíduos produzidos pela máquina em xml-ph-0030@deepl.int
- cartão, cartão canelado e outros resíduos produtos;
- peças sobressalentes gastas , que são divididas em tipos de material de que são feitas.
- Todos os resíduos materiais provenientes de peças de máquinas ' substituição ou manutenção mesmo parcialmente contaminados por gordura não podem ser eliminados juntamente com os resíduos industriais produtos.
![]() ATENÇÃO: É é estritamente proibido para lugar perigoso resíduos diretamente em o resíduos contentores ou utilização o municipal colectores de resíduos eliminar do mesmo.
ATENÇÃO: É é estritamente proibido para lugar perigoso resíduos diretamente em o resíduos contentores ou utilização o municipal colectores de resíduos eliminar do mesmo.
12.3 FASES DE DESMONTAGEM PROCEDIMENTO IMPLEMENTADO para a quebra da máquina
- Utilize MASTER SWITCH para desligar a máquina;
- A máquina deve ser colocada em posição estável em o chão ..;
- Desligar a máquina de ambas as fontes de alimentação pneumática e eléctrica ;
- Separar de a máquina e desmontar ambos trabalhar mesas (se eles foram ordenados);
- Desligar as ligações flexíveis feitas de plástico e borracha, depois utilizá-las com a ajuda de empresas especializadas em lidar com este tipo de resíduos;
- Desligar sistemas de cablagem e equipamento elétrico e depois utilizá-los com a ajuda de empresas que se especializam em lidar com este tipo de resíduos.
- Dividir resíduos metálicos em aço e não ferrosos e depois parti-los para sucata com a ajuda de empresas que se especializam em lidar com este tipo de resíduos.
13.0 Caixas de proteção
Placa de classificação
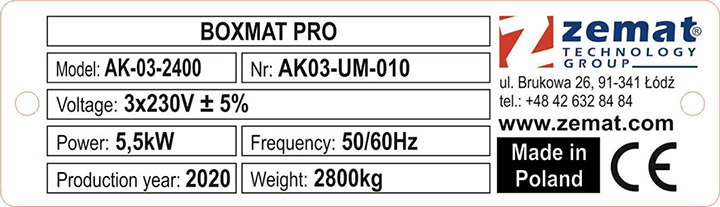
14.0 Documentos adicionais da máquina