Este manual de instruções destina-se a ser um guia para a utilização da máquina de soldar RFlex Travel Extreme. Para garantir o melhor desempenho da sua máquina de soldar, siga rigorosamente as recomendações e especificações.
Índice
- Capítulo 1: Utilização prevista
- Capítulo 2: Sinais de segurança e pictogramas
- Capítulo 3: Dados técnicos
- Capítulo 4: Descrição técnica
- Capítulo 5: Montagem e instalação
- Capítulo 6: Funcionamento
- Capítulo 7: Seleção dos parâmetros de soldadura
- Capítulo 8: Manutenção
- Capítulo 9:
Saúde e segurança no trabalho
- Capítulo 10: Documentação eléctrica
- Capítulo 11: Documentação pneumática
- Capítulo 12: Instruções gerais
- Capítulo 13: Apêndices
- Capítulo 14: Documentos adicionais da máquina
Para obter mais informações técnicas sobre esta máquina, contacte o nosso Centro de Resolução através do número 1-855-888-WELD ou envie um e-mail para service@weldmaster.com.
1.0 Visão geral da máquina/utilização pretendida
Miller Weldmaster é uma empresa líder em máquinas de soldadura de alta frequência com cabeça móvel. O soldador de cabeça móvel RFlex foi concebida especificamente para a produção de lonas de grande formato, tendas, sistemas de sombreamento, coberturas de camiões, coberturas de piscinas, hangares de companhias aéreas, painéis publicitários, sinais, cortinas laterais e muitas outras junções de tecidos técnicos gerais. A máquina pode ser equipada com eléctrodos curvos especiais para soldar perfis de janelas redondas em PVC transparente e quaisquer outras formas que exijam uma vedação de precisão.
RFlex O modelo está equipado com uma engrenagem de movimento linear especial de alta precisão, controlada por um inversor de frequência e um corrimão deslizante para obter uma costura em linha reta contínua perfeita. A mesa de trabalho tem uma calha para facilitar o manuseamento do material. A mesa de trabalho de vácuo opcional com comprimento até 12 metros e guias laser permitem o manuseamento de materiais de grande formato e o posicionamento preciso da soldadura para uma rápida configuração da produção.
Com a utilização de um ecrã tátil HMI e de um PLC programável, o operador pode facilmente introduzir várias receitas de soldadura/costura. RFlex A máquina de soldadura de viagem tem saídas de potência RF para cargas de produção pesadas e tecidos reforçados para trabalhos pesados.
Ciclos de soldadura automáticos , pneumáticos accionados soldadura barra, eletrónico movimento contador controlando o comprimento , distância percorrida e ciclo de soldadura número fazem desta máquina uma ferramenta perfeita para produtos de gama alta em que a precisão , a durabilidade e a resistência são fundamentais.
RFlex A Travel pode ser facilmente melhorada e convertida numa máquina de produção Keder com a utilização de um acessório especial e um elétrodo de soldadura.
AS CARACTERÍSTICAS MAIS IMPORTANTES DA MÁQUINA:
- a manutenção de rotina da máquina é muito simples;
- a prensagem pode ser ajustada com precisão;
- o fabricante instalou o botão de emergência no painel de controlo;
- a máquina está equipada com a coluna de luz de sinalização para aumentar a segurança do operador quando a máquina está ligada;
- o operador pode programar e controlar o ciclo de trabalho da máquina graças ao painel sensível ao toque HMI;
- a ferramenta de programação permite ao operador introduzir no sistema parâmetros como: o tempo e a potência de soldadura, bem como o tempo de arrefecimento;
- através do painel HMI instalado na máquina, o operador pode guardar muitos programas de soldadura para diferentes tipos de materiais, para não falar dos programas utilizados para trabalhar com diferentes tipos de eléctrodos;
- Para comodidade do operador, a máquina está equipada com um suporte de elétrodo especialmente concebido para uma mudança rápida do elétrodo de soldadura;
- a máquina está equipada com o elétrodo de terra adicional, de modo a proteger o utilizador contra o aumento do nível de radiações não ionizantes HF emitidas pela máquina;
- ZTG RF AutoTuning System™ - a máquina está equipada com o sistema de controlo automático da potência de saída para aumentar a segurança do operador;
- ZTG SafeDOWN™ - a máquina está equipada com o sistema que deve proteger eficazmente o operador contra o elétrodo quando este está a ser baixado;
- ZTG Flash™ - outro sistema da máquina que se destina a proteger o elétrodo e a matéria-prima a soldar dos possíveis danos causados por um arco voltaico;
- Todas as máquinas receberam os Certificados de Conformidade CE
TECNOLOGIA DE ALTA FREQUÊNCIA:
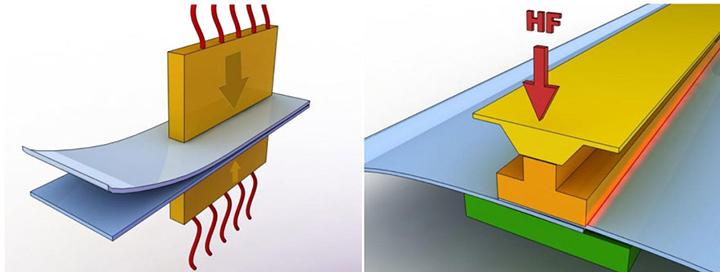
A soldadura de alta frequência, conhecida como soldadura por radiofrequência (RF) ou soldadura dieléctrica, é o processo de fusão de materiais através da aplicação de energia de radiofrequência na área a unir. A soldadura resultante pode ser tão forte como os materiais originais.
A soldadura HF baseia-se em determinadas propriedades do material a soldar para provocar a geração de calor num campo elétrico rapidamente alternado. Isto significa que apenas determinados materiais podem ser soldados com esta técnica. O processo consiste em submeter as peças a unir a um campo eletromagnético de alta frequência (mais frequentemente 27,12 MHz), que é normalmente aplicado entre duas barras metálicas. Estas barras funcionam também como aplicadores de pressão durante o aquecimento e o arrefecimento. O campo elétrico dinâmico provoca a oscilação das moléculas dos termoplásticos polares. Dependendo da sua geometria e momento de dipolo, estas moléculas podem traduzir parte deste movimento oscilatório em energia térmica e causar o aquecimento do material. Uma medida desta interação é o fator de perda, que depende da temperatura e da frequência.
O policloreto de vinilo (PVC) e os poliuretanos são os termoplásticos mais comuns a serem soldados pelo processo RF. É possível soldar por RF outros polímeros, incluindo nylon, PET, PET-G, A-PET, EVA e algumas resinas ABS, mas são necessárias condições especiais, por exemplo, o nylon e o PET são soldáveis se forem utilizadas barras de soldadura pré-aquecidas para além da potência de RF.
A soldadura por alta frequência não é geralmente adequada para PTFE, policarbonato, poliestireno, polietileno ou polipropileno. No entanto, devido às restrições iminentes na utilização do PVC, foi desenvolvido um tipo especial de poliolefina que tem a capacidade de ser soldado por RF.
A função principal da soldadura HF é formar uma junta em duas ou mais espessuras de material em chapa. Existem várias características opcionais. A ferramenta de soldadura pode ser gravada ou perfilada para dar um aspeto decorativo a toda a área soldada ou pode incorporar uma técnica de gravação para colocar letras, logótipos ou efeitos decorativos nos elementos soldados. Ao incorporar uma aresta de corte adjacente à superfície de soldadura, o processo pode simultaneamente soldar e cortar um material. A aresta de corte comprime o plástico quente o suficiente para permitir que o material excedente seja arrancado, pelo que este processo é muitas vezes referido como soldadura de selagem.
 ATENÇÃO: O fabricante não pode ser responsabilizado por quaisquer danos ou ferimentos resultantes de uma utilização incorrecta desta máquina.
ATENÇÃO: O fabricante não pode ser responsabilizado por quaisquer danos ou ferimentos resultantes de uma utilização incorrecta desta máquina.
ATENÇÃO: Para utilizar a máquina de uma forma óptima e segura, leia atentamente e siga todas as instruções incluídas neste Manual de Operação e Manutenção.
ATENÇÃO: Todos os operadores, com formação em segurança operacional, procedimentos operacionais e risco da máquina de soldar, bem como os qualificados para operar a máquina de soldar, são solicitados, pelo Contratante, a assinar, com a sua assinatura legível, o formulário em anexo.
ATENÇÃO: A máquina de soldadura de alta frequência foi concebida e produzida numa versão que não é adequada para pessoas com deficiência. Se a máquina for operada por pessoas com deficiência, a máquina deve ser devidamente adaptada após consulta do fabricante.
2.0 Sinais de segurança e pictogramas
2.1 Informações gerais
Para utilizar a máquina de soldar de forma óptima e segura, leia atentamente e siga todas as instruções incluídas neste Manual de Operação e Manutenção e, em particular, todas as informações e sinais de aviso, proibição, restrição e ordem.
Com base nas informações contidas neste Manual de Operação e Manutenção, o Cliente deve elaborar Manuais de Postos de Trabalho para os funcionários.
O Cliente é total, legal e materialmente responsável por todos e quaisquer eventos resultantes do conhecimento insuficiente deste Manual de Operação e Manutenção ou da não observância dos princípios da Segurança e Saúde no Trabalho.
AVISOS APRESENTADOS NOS DISPOSITIVOS E/OU DESCRITOS NO MANUAL DE OPERAÇÃO E MANUTENÇÃO SUBSEQUENTE A AQUISIÇÃO DOS MESMOS É ESTRITAMENTE OBRIGATÓRIA.  ATENÇÃO: Antes de iniciar qualquer trabalho de qualquer pessoa que opere a máquina de soldar HF, é obrigatório familiarizar-se com o Manual de Operação e Manutenção subsequente.
ATENÇÃO: Antes de iniciar qualquer trabalho de qualquer pessoa que opere a máquina de soldar HF, é obrigatório familiarizar-se com o Manual de Operação e Manutenção subsequente.
ATENÇÃO: Qualquer destinatário ou pessoa autorizada pelo destinatário com base no presente Manual de Operação e Manutenção e nas características adequadas da tecnologia de produção é obrigatoriamente devido emitir o MANUAL DE TRABALHO para os operadores.
ATENÇÃO: A máquina de soldadura de alta frequência só pode ser operada por trabalhadores que tenham recebido formação sobre a manutenção do aparelho e sobre SEGURANÇA INDUSTRIAL, tendo especialmente em conta os possíveis riscos provenientes da máquina.
ATENÇÃO: Durante toda a vida útil da máquina, o Fabricante do aparelho sugere ao Comprador que utilize o pessoal de assistência técnica formado e fornecido pelo Fabricante ou as equipas de assistência técnica autorizadas pelo Fabricante.
ATENÇÃO: O fabricante recomenda vivamente que a máquina de soldar seja instalada apenas em ambiente industrial.
ATENÇÃO: A máquina deve estar corretamente nivelada e deve ter um local de funcionamento fixo.
ATENÇÃO: O manuseamento descuidado da máquina durante o transporte (deslocação) pode provocar ferimentos graves ou acidentes.
 ATENÇÃO: O gerador é alimentado pela tensão perigosa para a vida da rede eléctrica 3 x480 VAC; 50 Hz. O aparelho tem uma alta tensão de até 8000 VDC. Todas as actividades de manutenção ou prevenção só podem ser executadas por pessoal formado e com a autoridade exigida por lei.
ATENÇÃO: O gerador é alimentado pela tensão perigosa para a vida da rede eléctrica 3 x480 VAC; 50 Hz. O aparelho tem uma alta tensão de até 8000 VDC. Todas as actividades de manutenção ou prevenção só podem ser executadas por pessoal formado e com a autoridade exigida por lei.
ATENÇÃO: O comprador deve ter o cuidado de executar corretamente e controlar regularmente a prevenção da instalação da proteção contra choques eléctricos para cada aparelho utilizado. Toda a responsabilidade nesta matéria é da responsabilidade do comprador.
ATENÇÃO: A tensão da lâmpada deve ser a mesma que a especificada na ficha de dados do produto - é possível ajustá-la utilizando ramos no lado primário do transformador incandescente.
ATENÇÃO: A lâmpada deve ser pré-aquecida durante cerca de uma hora após a instalação.
 ATENÇÃO: Qualquer trabalho dentro da zona da unidade de prensagem ativa da prensa, ou seja, a substituição do dispositivo, só pode ser executado com medidas de precaução especiais por uma equipa de assistência treinada.
ATENÇÃO: Qualquer trabalho dentro da zona da unidade de prensagem ativa da prensa, ou seja, a substituição do dispositivo, só pode ser executado com medidas de precaução especiais por uma equipa de assistência treinada.
 ATENÇÃO: A paragem de emergência da máquina é possível em qualquer momento, premindo a tecla EMERGENCY Botão STOP (o botão vermelho com fundo amarelo).
ATENÇÃO: A paragem de emergência da máquina é possível em qualquer momento, premindo a tecla EMERGENCY Botão STOP (o botão vermelho com fundo amarelo).
 ATENÇÃO: O ambiente de trabalho da máquina, o chão e os suportes e pegas manuais devem estar sempre limpos e isentos de qualquer contaminação, gordura ou lama, de modo a reduzir ao mínimo possível o risco de escorregamento ou queda.
ATENÇÃO: O ambiente de trabalho da máquina, o chão e os suportes e pegas manuais devem estar sempre limpos e isentos de qualquer contaminação, gordura ou lama, de modo a reduzir ao mínimo possível o risco de escorregamento ou queda.
CUIDADO: Desligue a máquina da tomada antes de retirar quaisquer painéis de acesso ou abrir portas. Todas as protecções e painéis de acesso devem estar no lugar antes de utilizar esta máquina.
 ATENÇÃO: A temperatura do elétrodo é de até 100 °C. Por conseguinte, quando tocado, pode queimar-se.
ATENÇÃO: A temperatura do elétrodo é de até 100 °C. Por conseguinte, quando tocado, pode queimar-se.
 ATENÇÃO: A lâmpada contém metais de terras raras e óxidos de metais de terras raras que são altamente tóxicos. Em caso de quebra, a lâmpada deve ser eliminada com o máximo cuidado e com a ajuda de especializado serviços.
ATENÇÃO: A lâmpada contém metais de terras raras e óxidos de metais de terras raras que são altamente tóxicos. Em caso de quebra, a lâmpada deve ser eliminada com o máximo cuidado e com a ajuda de especializado serviços.

 ATENÇÃO: A máquina de soldar de alta frequência é a fonte de radiação electromagnética não iónica. Após a instalação da máquina no local do comprador, deve ser efectuada a medição da radiação não-iónica. As medições de radiação devem ser efectuadas por uma empresa autorizada.
ATENÇÃO: A máquina de soldar de alta frequência é a fonte de radiação electromagnética não iónica. Após a instalação da máquina no local do comprador, deve ser efectuada a medição da radiação não-iónica. As medições de radiação devem ser efectuadas por uma empresa autorizada.
 ATENÇÃO: A máquina de soldar por alta frequência deve funcionar num local de trabalho firme, uma vez que a transposição exige uma nova medição da intensidade da radiação não-iónica.
ATENÇÃO: A máquina de soldar por alta frequência deve funcionar num local de trabalho firme, uma vez que a transposição exige uma nova medição da intensidade da radiação não-iónica.
 ATENÇÃO: É proibida a permanência de pessoas com pacemaker implantado na zona de radiação ativa.
ATENÇÃO: É proibida a permanência de pessoas com pacemaker implantado na zona de radiação ativa.
ATENÇÃO: O fabricante sugere que não sejam empregadas mulheres grávidas ou lactantes na zona de radiação não-iónica ativa.
ATENÇÃO: Limpar o filtro de ar da instalação pneumática pelo menos uma vez por mês.
 ATENÇÃO... Lá são laser indicadores em o dispositivo. Sob nenhuma circunstâncias deve o laser feixe ser dirigido em direção ao olhos como ele pode causa temporário cegueira ou, em casos extremos, permanentes visão danos.
ATENÇÃO... Lá são laser indicadores em o dispositivo. Sob nenhuma circunstâncias deve o laser feixe ser dirigido em direção ao olhos como ele pode causa temporário cegueira ou, em casos extremos, permanentes visão danos.
 É PROIBIDO executar qualquer trabalho na máquina de soldar por pessoas que não tenham recebido formação prévia no serviço de máquinas de alta frequência e nas normas de Segurança Industrial, com especial atenção aos possíveis riscos provenientes da máquina.
É PROIBIDO executar qualquer trabalho na máquina de soldar por pessoas que não tenham recebido formação prévia no serviço de máquinas de alta frequência e nas normas de Segurança Industrial, com especial atenção aos possíveis riscos provenientes da máquina.  É PROIBIDO que a máquina seja ligada por trabalhadores que não tenham recebido formação prévia em matéria de serviço e de segurança industrial.
É PROIBIDO que a máquina seja ligada por trabalhadores que não tenham recebido formação prévia em matéria de serviço e de segurança industrial.  É PROIBIDO que a máquina seja ligada por trabalhadores que não tenham recebido formação prévia em matéria de serviço e de segurança industrial.
É PROIBIDO que a máquina seja ligada por trabalhadores que não tenham recebido formação prévia em matéria de serviço e de segurança industrial.  É ESTRITAMENTE PROIBIDO efetuar qualquer trabalho de manutenção ou prevenção sem desligar previamente o gerador e a máquina da alimentação eléctrica.
É ESTRITAMENTE PROIBIDO efetuar qualquer trabalho de manutenção ou prevenção sem desligar previamente o gerador e a máquina da alimentação eléctrica. É ESTRITAMENTE PROIBIDO empreender quaisquer tentativas de tocar nos eléctrodos ou nos elementos da unidade de prensagem na prensa. Tocar-lhes durante a soldadura ou pode provocar queimaduras devido a corrente de alta frequência ou temperatura elevada ~ 100 oC. É ESTRITAMENTE PROIBIDO realizar quaisquer acções que possam diminuir o estado de segurança da máquina, ou seja, trabalhar com a tampa de proteção aberta, bloquear os botões das teclas, etc.É PROIBIDA a permanência de mulheres grávidas ou lactantes na zona de radiação não-iónica ativa.
É ESTRITAMENTE PROIBIDO empreender quaisquer tentativas de tocar nos eléctrodos ou nos elementos da unidade de prensagem na prensa. Tocar-lhes durante a soldadura ou pode provocar queimaduras devido a corrente de alta frequência ou temperatura elevada ~ 100 oC. É ESTRITAMENTE PROIBIDO realizar quaisquer acções que possam diminuir o estado de segurança da máquina, ou seja, trabalhar com a tampa de proteção aberta, bloquear os botões das teclas, etc.É PROIBIDA a permanência de mulheres grávidas ou lactantes na zona de radiação não-iónica ativa. É ESTRITAMENTE PROIBIDO às pessoas com pacemaker implantado permanecerem na zona de radiação não-iónica ativa.
É ESTRITAMENTE PROIBIDO às pessoas com pacemaker implantado permanecerem na zona de radiação não-iónica ativa. É PROIBIDO a permanência de pessoas com implantes ortopédicos metálicos na zona de radiação não-iónica ativa.
É PROIBIDO a permanência de pessoas com implantes ortopédicos metálicos na zona de radiação não-iónica ativa. É PROIBIDO introduzir na zona de radiação não-iónica ativa ferramentas metálicas.
É PROIBIDO introduzir na zona de radiação não-iónica ativa ferramentas metálicas. É ESTRITAMENTE PROIBIDO para combater qualquer incêndio no gerador e na máquina com água ou outro líquido.
É ESTRITAMENTE PROIBIDO para combater qualquer incêndio no gerador e na máquina com água ou outro líquido. É ESTRITAMENTE PROIBIDO remover as coberturas de proteção enquanto a máquina estiver a funcionar.
É ESTRITAMENTE PROIBIDO remover as coberturas de proteção enquanto a máquina estiver a funcionar. É ESTRITAMENTE PROIBIDO lavar a máquina com uma mangueira durante o funcionamento ou a descida do sistema.
É ESTRITAMENTE PROIBIDO lavar a máquina com uma mangueira durante o funcionamento ou a descida do sistema. É PROIBIDO deitar óleos, solventes ou outros resíduos líquidos tóxicos nas imediações da máquina em funcionamento.
É PROIBIDO deitar óleos, solventes ou outros resíduos líquidos tóxicos nas imediações da máquina em funcionamento. É PROIBIDO utilizar o telemóvel nas imediações da máquina operadora.
É PROIBIDO utilizar o telemóvel nas imediações da máquina operadora. É PROIBIDO utilizar fogo nas imediações da máquina em funcionamento.
É PROIBIDO utilizar fogo nas imediações da máquina em funcionamento. É PROIBIDO fumar nas imediações da máquina em funcionamento.
É PROIBIDO fumar nas imediações da máquina em funcionamento. É PROIBIDO beber álcool nas imediações da máquina e utilizar todos os aparelhos por trabalhadores embriagados.
É PROIBIDO beber álcool nas imediações da máquina e utilizar todos os aparelhos por trabalhadores embriagados. É PROIBIDO consumir nas imediações da máquina em funcionamento.
É PROIBIDO consumir nas imediações da máquina em funcionamento. É OBRIGATÓRIO dar formação a todas as pessoas que vão executar trabalhos no gerador e na prensa sobre o serviço da máquina e as normas de segurança industrial, tendo especialmente em conta os possíveis riscos provenientes da máquina.
É OBRIGATÓRIO dar formação a todas as pessoas que vão executar trabalhos no gerador e na prensa sobre o serviço da máquina e as normas de segurança industrial, tendo especialmente em conta os possíveis riscos provenientes da máquina. É ESTRITAMENTE OBRIGATÓRIO utilizar TODAS as capas de proteção e botões de bloqueio concebidos para o efeito.
É ESTRITAMENTE OBRIGATÓRIO utilizar TODAS as capas de proteção e botões de bloqueio concebidos para o efeito. É OBRIGATÓRIO informar o supervisor e/ou o pessoal de trânsito sobre todo e qualquer caso de funcionamento incorreto da máquina.
É OBRIGATÓRIO informar o supervisor e/ou o pessoal de trânsito sobre todo e qualquer caso de funcionamento incorreto da máquina. É OBRIGATÓRIO utilizar vestuário de trabalho com o mínimo de peças que possam ser apanhadas ou arrastadas pela prensa da máquina de alta frequência.
É OBRIGATÓRIO utilizar vestuário de trabalho com o mínimo de peças que possam ser apanhadas ou arrastadas pela prensa da máquina de alta frequência. É OBRIGATÓRIO executar qualquer trabalho nos elementos de soldadura (elétrodo, unidade de prensagem) utilizando luvas de proteção especiais.
É OBRIGATÓRIO executar qualquer trabalho nos elementos de soldadura (elétrodo, unidade de prensagem) utilizando luvas de proteção especiais. É OBRIGATÓRIA a utilização de calçado de trabalho antiderrapante pelos trabalhadores.
É OBRIGATÓRIA a utilização de calçado de trabalho antiderrapante pelos trabalhadores. É OBRIGATÓRIO utilização de protectores de cabeça pelos trabalhadores.
É OBRIGATÓRIO utilização de protectores de cabeça pelos trabalhadores. É OBRIGATÓRIO manter o chão limpo nas imediações da máquina em funcionamento.
É OBRIGATÓRIO manter o chão limpo nas imediações da máquina em funcionamento. É ESTRITAMENTE OBRIGATÓRIO que a máquina de soldar seja operada por trabalhadores com formação em manutenção de máquinas de alta frequência e regulamentos de Segurança Industrial.É OBRIGATÓRIO desligar imediatamente a máquina em caso de funcionamento incorreto, utilizando o botão de PARAGEM DE EMERGÊNCIA.É ESTRITAMENTE OBRIGADO desligar o gerador e a máquina de todos os meios de alimentação antes de efetuar qualquer trabalho de manutenção ou de prevenção.É ESTRITAMENTE OBRIGADO para descarregar condensadores de cerâmica num gerador de alta frequência. Mesmo depois de serem desligados, podem manter a carga com uma tensão de vários milhares de Volt, o que pode causar perigo de vida.
É ESTRITAMENTE OBRIGATÓRIO que a máquina de soldar seja operada por trabalhadores com formação em manutenção de máquinas de alta frequência e regulamentos de Segurança Industrial.É OBRIGATÓRIO desligar imediatamente a máquina em caso de funcionamento incorreto, utilizando o botão de PARAGEM DE EMERGÊNCIA.É ESTRITAMENTE OBRIGADO desligar o gerador e a máquina de todos os meios de alimentação antes de efetuar qualquer trabalho de manutenção ou de prevenção.É ESTRITAMENTE OBRIGADO para descarregar condensadores de cerâmica num gerador de alta frequência. Mesmo depois de serem desligados, podem manter a carga com uma tensão de vários milhares de Volt, o que pode causar perigo de vida. A lâmpada deve ser sempre transportada ou deslocada na embalagem original do fabricante, na posição vertical, com o ânodo virado para cima ou para baixo, sem bater ou sacudir a lâmpada.
A lâmpada deve ser sempre transportada ou deslocada na embalagem original do fabricante, na posição vertical, com o ânodo virado para cima ou para baixo, sem bater ou sacudir a lâmpada.3.0 Dados técnicos
|
Tipo de máquinatipo |
RFlex Viagens |
|
Materiais de soldadura |
PVC, tecidos revestidos de PVC |
|
Alimentação eléctrica |
3 x 220 V; 50/60Hz |
|
Controlador PLC |
Delta |
|
Tensão de controlo |
24 VDC |
|
Capacidade instalada |
22 kVA |
|
Saída de potência RF |
15 kW |
|
Ajuste da capacidade de saída |
manual/autotuner |
|
Frequência de funcionamento |
27,12 MHz |
|
Estabilidade da frequência |
+/- 0,6 % |
|
Sistema anti-flash, ZEMAT TG |
sensor ARC ultrarrápido e sensível |
|
Consumo de ar comprimido |
70 nl/ciclo |
|
Pressão do ar comprimido |
0,4-0,8 MPa |
|
Comprimento máximo do elétrodo |
1500 mm |
|
Tamanho da mesa de trabalho |
1620 x 320 mm |
|
Curso do atuador |
160 mm |
|
Acionamento do elétrodo de pressão |
pneumático |
|
Força de pressão (máx.) |
1900 kG |
|
Lâmpada do gerador |
ITL 12-1 |
|
Líquido de refrigeração |
ar |
|
Peso da máquina |
~ 1600 kg |
|
Dimensões |
VER APÊNDICES |
4.0 Descrição técnica
Rádio Frequência Soldador RFlex Viagem consiste em os seguintes elementos básicos:
- SOLDAGEM CABEÇA - com um suporte estrutura feita de chapas de aço soldadas e perfis moldados. A parte interna de a construção pode ser dividida em três zonas:
- uma parte traseira - onde um gerador de alta frequência está localizado com um transformador de ânodo e um armário de controlo . Esta parte está protegida por coberturas amovíveis equipadas com interruptores de limite;
- uma zona de soldadura - com mesa de trabalho. A soldadura é efectuada por um elétrodo pressionado contra a bancada por um punho isolado ligado a um atuador pneumático por uma placa intermédia e isoladores. A zona de soldadura é protegida da radiação não ionizante pelo elétrodo de ligação à terra móvel que é pressionado contra a mesa durante o procedimento de soldadura e , como resultado, é criada uma espécie de condensador que é suposto limitar a radiação não ionizante. Deve ser dada especial atenção ao facto de a superfície do material a soldar estar uniformemente distribuída na mesa de trabalho e não estar ondulada. Deve prestar-se especial atenção aque não haja objectos metálicos perto do elétrodo de ligação à terra e debaixo dele. O não cumprimento das condições referidas nos dois avisos anteriores pode afetar a emissão do campo eletromagnético. Sobre a zona de soldadura existe um painel de comando onde estão colocados a maior parte dos comandos do aparelho. Além disso, a máquina foi equipada com um elétrodo adicional que permite a soldadura sem a utilização do elétrodo de terra. Depois de instalar este tipo de elétrodo no suporte e começar a baixá-lo, é ativado um interrutor de limite adicional, que inibe o movimento do elétrodo de ligação à terra.
- A unidade de a máquina está localizada em a parte inferior de a contração . Consiste em um motor assíncrono ligado com uma cremalheira através da transmissão da cremalheira . O motor é controlado por um inversor colocado em o armário de controlo na caixa da máquina . A cremalheira desloca-se sobre uma corrente fixa a o conjunto da mesa . A trajetória da máquina é controlada por carris sobre os quais se movem carrinhos deslizantes ou rodas.
|
|
 ATENÇÃO! A caixa de proteção do chassis da máquina, juntamente com os interruptores de limite de chave instalados, minimizam a emissão de energia electromagnética não ionizante. É estritamente PROIBIDO trabalhar com o soldador HF sem estes dispositivos de proteção!!
ATENÇÃO! A caixa de proteção do chassis da máquina, juntamente com os interruptores de limite de chave instalados, minimizam a emissão de energia electromagnética não ionizante. É estritamente PROIBIDO trabalhar com o soldador HF sem estes dispositivos de proteção!!
- MESA DE TRABALHO com calha - fabricada com perfis de alumínio interligados para proporcionar a rigidez adequada. Na parte da frente, a mesa de trabalho é fixada sobre perfis de aço que servem de base para as corrediças (carris) sobre as quais a máquina se desloca. Na parte traseira, a mesa de trabalho é suportada por postes rebatíveis que se dobram durante a passagem da máquina ao longo dos carris. Em ambas as extremidades da mesa de trabalho, existem para-choques reguláveis que activam os interruptores de fim de curso que marcam o início e o fim da mesa de trabalho, bem como dois amortecedores elásticos que, em caso de avaria, param a máquina no fim da mesa de trabalho, protegendo-a contra danos. A alimentação eléctrica e pneumática é fornecida à cabeça de soldadura HF através de cabos colocados em guias de cabos flexíveis. As ligações eléctricas e pneumáticas estão situadas no centro da parte traseira da mesa de trabalho.
Podem distinguir-se os seguintes sistemas da máquina:
- O SISTEMA DE CONTROLO é constituído por um autómato com um painel tátil HMI, por elementos de comando colocados num painel de controlo e por um conjunto elétrico e eletrónico colocado no quadro de controlo e no interior da caixa da máquina.
- O SISTEMA DE AR COMPRIMIDO constituído, entre outros, por um conjunto de preparação de ar comprimido, válvulas de distribuição, válvulas de redução e cilindros pneumáticos.
- O SISTEMA DE GERAÇÃO DE RF consiste num gerador de alta frequência auto-ativado com constantes distribuídas com um circuito LC de alto Q orientado para uma frequência de ressonância de 27,12MHz. O sistema inclui também um tríodo, um tubo gerador de HF, transformadores de ânodo e de filamento, bem como um sistema de arrefecimento do tubo gerador de HF.
O porta-eléctrodos de soldadura está equipado com um sistema de pega automática controlado a partir do painel tátil HMI. Permite a substituição dos eléctrodos sem ferramentas.
|
|
A máquina possui um sistema incorporado (ZTG AntiCRUSH) concebido para proteger as mãos dos operadores contra o esmagamento. Quando uma mão ou qualquer objeto com uma altura diferente da altura do material soldado é colocado sob o elétrodo de soldadura, o elétrodo é automaticamente puxado para cima durante a fase de prensagem.
|
|
Além disso, existem indicadores laser instalados no chassis da máquina para facilitar o posicionamento do material soldado na mesa de trabalho.
 ATENÇÃO! Evitar exposição para o laser luz! É é estritamente proibido olhar fixamente diretamente em o laser feixe! O laser segurança classe é 3B (PN-EN 60825 1:2005).
ATENÇÃO! Evitar exposição para o laser luz! É é estritamente proibido olhar fixamente diretamente em o laser feixe! O laser segurança classe é 3B (PN-EN 60825 1:2005).
Montagem desenhos, juntamente com as dimensões dos do soldador, estão incluídas nos anexos a esta manual do proprietário manual do utilizador.
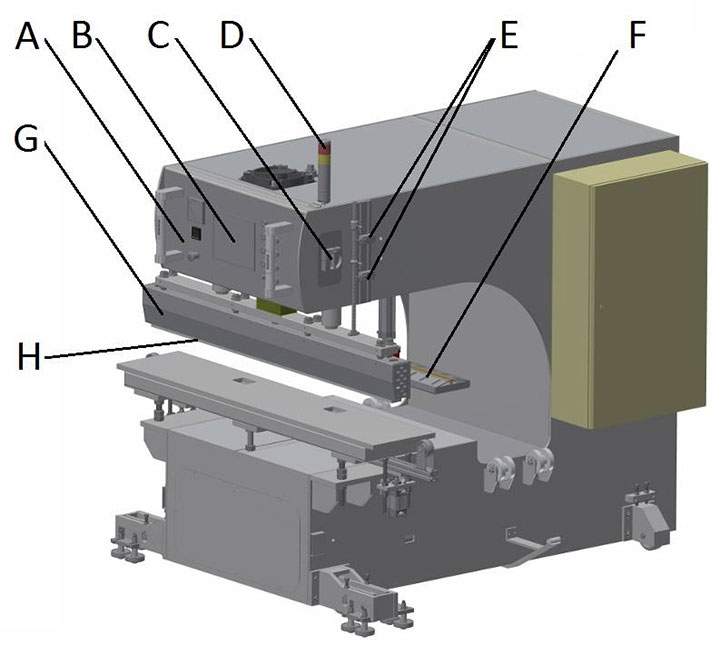
Soldadura cabeça (sem o banco ) - elementos básicos da máquina :
Um - manipulação e controlo elementos colocados em o controlo painel;
B -HMI painel tátil; C - interrutor principal ;
D - sinalização coluna;
E - interruptores de limite indicando a posição do elétrodo ; F - elétrodo de terra ;
G - elétrodo suporte;
5.1 Informação e sinalização das restrições e dos imperativos
O Fabricante fornece uma embalagem adequada da máquina para o momento do transporte. O tipo e a durabilidade da embalagem são adaptados à distância e ao meio de transporte e, consequentemente, ao risco potencial de danos durante o transporte. O Fabricante sugere que cada Cliente utilize os meios de transporte e o pessoal de assistência técnica do Fabricante.
O armazenamento da máquina não implica quaisquer requisitos especiais, para além de um ambiente de armazenamento adequado.
O local de armazenamento deve garantir uma proteção suficiente contra os factores climáticos, deve ser o mais seco possível e ter um nível de humidade aceitável (inferior a 70%). É igualmente necessário assegurar uma proteção adequada contra a corrosão, especialmente no que diz respeito aos componentes metálicos que não são pintados por razões técnicas.
Se a máquina for fornecida numa caixa e for envolvida em plástico que gera uma atmosfera anticorrosiva, a máquina deve permanecer envolvida e embalada durante todo o período de armazenamento.
Para efeitos de proteção contra a humidade, recomenda-se que a máquina não seja armazenada diretamente no chão do armazém, mas sim sobre paletes.
Um componente que requer atenção e manuseamento especiais em todas as fases - incluindo a armazenagem - é a lâmpada do gerador (tríodo). A lâmpada deve ser armazenada na sua embalagem original, na posição vertical, com o ânodo virado para cima ou para baixo, numa sala seca. A lâmpada é um componente metálico e cerâmico de alto vácuo, extremamente frágil e que não pode ser atingido ou deixado cair mesmo de uma altura baixa.
Bater, deixar cair, abanar ou inclinar a lâmpada durante um período de tempo mais longo pode provocar, e normalmente provoca, danos permanentes e irreversíveis na lâmpada. Em particular, o filamento do cátodo da lâmpada pode ser quebrado, o que, em casos mais extremos, pode levar a curto-circuitos internos ou à quebra da lâmpada.
ATENÇÃO: O fabricante sugere que não sejam empregadas mulheres grávidas ou lactantes na zona de radiação não-iónica ativa.
As disposições acima referidas destinam-se a instruir e a advertir todas as pessoas e serviços que possam ter contacto com esta unidade relativamente à sua elevada vulnerabilidade a todos os impulsos e pancadas. Ao mesmo tempo, não serão aceites quaisquer reclamações relacionadas com os danos permanentes acima descritos no decurso do processo de reclamação.
É também de salientar que a lâmpada do gerador é um componente muito dispendioso.
Em caso de dúvida, recomenda-se que consulte o pessoal especializado do Fabricante.
5.2 Transporte da máquina
A parte responsável pelo transporte e pela instalação da máquina nas instalações do Adquirente deve ser determinada na fase de assinatura do contrato e, o mais tardar, após o teste de aceitação final da máquina nas instalações do Fabricante, antes de o dispositivo ser entregue ao Adquirente.
ATENÇÃO: O manuseamento descuidado do aparelho durante o transporte/deslocação pode provocar ferimentos graves ou acidentes.
É PROIBIDO montar, desmontar ou transportar a máquina por pessoal sem qualificações adequadas ou sem estar familiarizado com os requisitos de segurança descritos no presente Manual de Operação e Manutenção. Estas acções podem provocar acidentes ou danos materiais.
Tendo em conta o carácter específico do dispositivo, o Fabricante sugere que cada Adquirente utilize os meios de transporte e o pessoal do serviço técnico do Fabricante.
O tubo de alimentação deve ser desmontado antes de qualquer ação de transporte ou movimentação.
A lâmpada deve ser sempre transportada ou deslocada na embalagem original do fabricante, na posição vertical, com o ânodo virado para cima ou para baixo, sem bater ou sacudir a lâmpada.
ATENÇÃO: A máquina deve ser transportada na posição vertical.
Devido ao seu tamanho e estrutura, a máquina requer a desmontagem e a desconexão de alguns componentes e unidades durante o transporte ou a deslocação. É necessário desmontar os componentes e ferramentas frágeis e dispendiosos (que devem ser transportados numa mala separada). É absolutamente necessário desmontar a lâmpada do gerador.
A máquina deve ser deslocada utilizando dispositivos de elevação - gruas, empilhadores, porta-paletes - com capacidade de elevação suficiente para permitir o transporte seguro do gerador, enquanto as pessoas que operam esses dispositivos de elevação devem possuir todas as licenças e qualificações válidas exigidas por lei.
Todos os componentes da máquina susceptíveis de serem danificados durante o transporte (se não for utilizada uma caixa de embalagem de elevada durabilidade) ou por dispositivos de elevação ou de deslocação devem ser adequadamente fixados (desde que sejam desmontados e embalados separadamente).
Para garantir uma posição estável do dispositivo, é muito importante assegurar uma proteção adequada da máquina durante o transporte longo (cintos de segurança, parafusos de ancoragem), bem como proteção e assistência durante o transporte no local.
Se a máquina não estiver equipada com acessórios apropriados, é possível utilizar quaisquer outros orifícios disponíveis ou elementos de durabilidade suficiente para garantir que o gerador e outras partes da máquina estão corretamente equilibrados e estabilizados.
O peso da máquina (cerca de 1100 kg) deve ser definitivamente tido em conta ao planear o transporte.
5.3 Instalação no local de funcionamento
Em função do grau de complexidade da máquina, a instalação no local de utilização deve ser efectuada pelo pessoal do Adquirente, depois de ter lido este Manual de Utilização e Manutenção, ou pelo pessoal do serviço técnico do Fabricante, em colaboração com o pessoal do Adquirente.
Lembre-se de que o posicionamento e a instalação adequados da máquina de soldar são vitais para garantir o seu funcionamento ótimo, bem como o conforto e a segurança do operador no ambiente do dispositivo.
O Adquirente é responsável pela preparação do local para a instalação do dispositivo, pela disponibilidade e preparação das ligações eléctricas e pela realização dos requisitos específicos do projeto técnico e dos testes de aceitação técnica que aprovam todo o gerador para utilização.
O fabricante fornecerá ao autor da encomenda todas as instruções e informações necessárias a este respeito.
ATENÇÃO: Certifique-se de que o chão/superfície/fundações em que a máquina vai ser colocada têm durabilidade suficiente, tendo em conta o peso, a superfície e a distribuição do peso da máquina pelos seus pontos de apoio (normalmente as pernas).
ATENÇÃO: O aparelho deve estar corretamente nivelado e deve ter um local de funcionamento fixo.
O local ideal de funcionamento da máquina de soldar HF é a superfície de betão não coberta ou coberta com uma camada muito fina de material não condutor.
A superfície deve ser feita de acordo com o projeto específico, seguindo as normas de construção e segurança, bem como os requisitos relativos às posições paralelas, perpendiculares e planas.
ATENÇÃO: O Adquirente é o único responsável pelo cumprimento das condições acima mencionadas.
Após a colocação da máquina de soldar no local selecionado, é necessário nivelar a máquina, verificar o seu estado técnico e remover todos e quaisquer defeitos que possam ter ocorrido durante o transporte. De seguida, desembalar, posicionar, nivelar e fixar o gerador. A lâmpada do gerador de alta frequência deve ser montada no final do processo de instalação. Esta tarefa deve ser feita com especial atenção, quer na montagem da lâmpada no casquilho/base, quer na ligação dos contactos eléctricos da lâmpada. Ligar os conectores da consola de comando às tomadas devidamente marcadas na prensa. Recomenda-se que a instalação da máquina após o transporte seja efectuada sob a supervisão direta de um representante do fabricante.
ATENÇÃO: Se as tarefas acima mencionadas forem executadas por um representante do Cliente, devem ser realizadas estritamente de acordo com a descrição contida neste Manual de Operação e Manutenção e/ou instruções fornecidas pelo fabricante durante o teste de aceitação técnica.
Devido ao campo magnético gerado, os objectos metálicos de grandes dimensões não devem ser colocados perto da máquina. A máquina pode afetar o funcionamento de aparelhos electrónicos (rádio, televisores, computadores) situados na sua proximidade, devido à elevada sensibilidade de entrada dos referidos aparelhos. O local ideal de funcionamento da máquina é a superfície de betão não coberta ou coberta com uma camada muito fina de material não condutor.
5.4 Instalação no local de funcionamento
5.4.1 Informações gerais
ATENÇÃO: O fabricante recomenda vivamente que a máquina seja instalada apenas em ambiente industrial.
A máquina objeto do presente manual de instruções e de manutenção foi concebida e fabricada para trabalhar em ambiente industrial para o processamento de correias transportadoras.
As condições específicas de funcionamento dos dispositivos, ou seja, humidade do ar elevada, temperatura elevada, vapor e poeiras, foram tidas em conta pelos projectistas da máquina e não afectam o seu funcionamento, mas determinam requisitos mais rigorosos no que respeita à execução dos programas de prevenção.
A máquina não pode ser utilizada em atmosferas potencialmente explosivas, muito poeirentas, ambientes com elevada humidade e/ou temperatura e na presença de fumos agressivos (ácidos, básicos, orgânicos ou inorgânicos, com impacto potencial ou factualmente corrosivo).
A temperatura do ambiente de trabalho deve variar entre +10º C e +40º C e a humidade relativa entre 30% e 90%. Não é permitida a condensação de humidade atmosférica ou de quaisquer substâncias agressivas sobre a superfície da máquina (ou de qualquer um dos seus componentes).
É necessário que a amplitude térmica a longo prazo durante o dia na sala de operação do gerador não exceda 10º C e no caso da humidade relativa: 10%.
A cláusula anterior não se aplica aos meios ou substâncias utilizados para lubrificação, conservação ou substâncias não agressivas utilizadas no decurso da produção/funcionamento do dispositivo.
ATENÇÃO: Se houver uma grande diferença entre a temperatura exterior e a temperatura no compartimento onde a máquina está instalada, o aparelho deve ser colocado em funcionamento 24 horas após a sua montagem no compartimento.
5.4.2 Iluminação
Os requisitos relativos à intensidade luminosa mínima estabelecem que, na área de funcionamento horizontal, a iluminação que pode ser aceite em salas onde as pessoas permanecem durante um período de tempo mais longo, independentemente da realização de quaisquer actividades visuais, deve ser de 300 lx.
No caso de actividades visuais cujo nível de dificuldade seja superior à média e quando seja necessária uma visão muito confortável, bem como quando a maioria dos operadores tenha mais de 40 anos, a intensidade luminosa exigida deve ser superior à mínima, ou seja, pelo menos 500 lx.
5.4.3 Ruído
A máquina não produz ruídos de nível que exijam a utilização de quaisquer meios ou dispositivos de proteção do pessoal.
No entanto, é necessário ter em conta que todos os ambientes de trabalho têm as suas próprias emissões sonoras, o que pode ter impacto no nível de ruído emitido pela máquina durante o seu funcionamento.
5.5 Parâmetros de ligação
5.5.1 Energia eléctrica
Ligação: 3 x 480V; 50Hz (3P+N+PE), proteção contra sobreintensidades com propriedades retardadas. A instalação do Cliente deve garantir medidas de proteção contra choques eléctricos em conformidade com a norma EN 60204-1:2001.
ATENÇÃO: Verificar sempre a tensão do filamento após a instalação do tubo - ver dados técnicos do tubo.
5.5.2 Ar comprimido
Pressão: 0,4 - 0,8 MPa, classe de limpeza exigida de acordo com a norma ISO8573-1 4-4-4, consumo: 70 nl por um ciclo.
ATENÇÃO: Se a pressão no sistema do utilizador final for superior a 0,8 MPa, deve ser reduzida para cerca de 0,6 MPa com uma válvula redutora montada na ligação da máquina de soldar.
5.6 Parâmetros de ligação
Dependendo da complexidade do sistema e das qualificações e licenças dos empregados, a ligação da máquina de soldar no local de funcionamento é efectuada por pessoas seleccionadas pelo Adquirente ou por trabalhadores do serviço técnico do Fabricante, em cooperação com o pessoal do Adquirente, por um preço adicional ou gratuitamente, o que é sempre combinado antes de a máquina ser entregue ao Adquirente a partir das instalações do Fabricante.
É sempre necessário verificar se todas as ligações foram efectuadas de acordo com a documentação do aparelho.
É de referir que as tarefas acima mencionadas exigem qualificações adequadas do pessoal, incluindo as licenças aplicáveis emitidas pelos organismos competentes.
Aplica-se tanto a qualificações especializadas, como a cursos de formação concluídos e válidos em matéria de saúde e segurança no trabalho, incluindo, em particular, os riscos envolvidos nessas tarefas.
6.0 Funcionamento
6.1 Preparação da máquina para o funcionamento - Primeira colocação em funcionamento
ATENÇÃO: Para utilizar a máquina de uma forma óptima e segura, leia atentamente e siga todas as instruções incluídas neste Manual de Operação e Manutenção.
É PROIBIDO executar qualquer trabalho na máquina de soldadura por pessoas que não tenham recebido formação prévia no serviço de máquinas de alta frequência e nas normas de Segurança Industrial, com especial atenção aos possíveis riscos provenientes da máquina.
Desde que todos os requisitos de instalação tenham sido cumpridos e as tarefas descritas no ponto 5 tenham sido executadas, estamos prontos para iniciar a máquina de soldar pela primeira vez no ambiente de produção do local do Adquirente.
ATENÇÃO: O primeiro arranque da máquina deve ser efectuado na presença e sob a supervisão dos representantes do Fabricante.
6.2 Requisitos de funcionamento - Instruções e directrizes gerais
Todas as regulações e calibrações necessárias ao correto funcionamento dos parâmetros do dispositivo foram efectuadas pelo Fabricante durante os procedimentos de montagem e de testes internos. A conformidade geral com os requisitos técnicos contratuais e o correto funcionamento da máquina são confirmados durante a aceitação técnica que tem lugar nas instalações do Fabricante, na presença de um representante do Adquirente e utilizando matérias-primas originais entregues pelo Adquirente para efeitos de ensaio.
ATENÇÃO: Devido às propriedades específicas dos dispositivos que emitem energia de alta frequência, é necessário efetuar determinadas medições no local de funcionamento do dispositivo no sítio do Adquirente. Pela mesma razão, é muito importante que a máquina tenha um local de funcionamento fixo.
ANTES DA OPERAÇÃO É ABSOLUTAMENTE NECESSÁRIO CONTROLAR:
- Eficácia das medidas de proteção contra choques eléctricos;
- Tensão da fonte de alimentação - valor e correção da ligação das fases;
- Direção de rotação do motor (se aplicável);
- Tensão da lâmpada de filamento incandescente;
ATENÇÃO: A tensão da lâmpada deve ser a mesma que a especificada na ficha de dados do produto - é possível ajustá-la utilizando ramos no lado primário do transformador incandescente.
ATENÇÃO: Devido ao carácter específico do dispositivo, é sempre necessário avisar e informar o pessoal sobre a elevada tensão de alimentação do ânodo da lâmpada e o risco potencial de choque elétrico fatal por corrente eléctrica de tensão até 8000 VDC.
ATENÇÃO: A lâmpada deve ser pré-aquecida durante cerca de uma hora após a instalação.
- Posição do suporte na base da mesa de trabalho;
- Emissão de campo eletromagnético - após o ajuste dos parâmetros de soldadura, durante o processo de soldadura;
ATENÇÃO: A máquina de soldar de alta frequência é a fonte de radiação electromagnética não iónica. Após a instalação da máquina no local do comprador, deve ser efectuada a medição da radiação não-iónica. As medições de radiação devem ser efectuadas por uma empresa autorizada.
ATENÇÃO: A máquina deve trabalhar num local de trabalho firme, uma vez que a transposição exige uma nova medição da intensidade da radiação não-iónica.
ATENÇÃO: É proibida a permanência de pessoas com pacemaker implantado na zona de radiação não-iónica ativa.
ATENÇÃO: O fabricante sugere que não sejam empregadas mulheres grávidas ou lactantes na zona de radiação não-iónica ativa.
IMPORTANTE: Se os circuitos de alta tensão tiverem sido acidentalmente ligados quando o ânodo estiver desligado ou se a lâmpada do gerador estiver defeituosa, os condensadores do filtro de alta tensão devem ser descarregados através de um curto-circuito com o invólucro durante um período muito curto.
ATENÇÃO: Todas as actividades durante o arranque e as medições, quando o nível de segurança é mais baixo (ecrãs de proteção abertos, interruptores de chave bloqueados), devem demorar o mínimo de tempo possível, e o nível de segurança de funcionamento completo da máquina deve ser assegurado o mais rapidamente possível.
ATENÇÃO: Todas as actividades de controlo e medição devem ser realizadas depois de se verificar se os interruptores para a regulação da tensão anódica estão na posição 0 - OFF (não se aplica à medição da emissão do campo eletromagnético).
ATENÇÃO: Todas as actividades de controlo e medição devem ser realizadas exclusivamente por pessoal autorizado.
É SEMPRE PROIBIDO iniciar o processo de soldadura, ou seja, ligar a alta tensão da lâmpada, que inicia a tensão de alta frequência no suporte isolado do elétrodo, quando o nível de segurança do funcionamento do aparelho é reduzido.
A máquina está adaptada para trabalhar no ciclo automático. O modo automático é o modo normal de funcionamento do aparelho durante o processo de produção.
A máquina de soldadura de alta frequência permite o funcionamento em modo manual para efeitos de regulação.
Os operadores de máquinas devem usar sempre vestuário de trabalho normal e calçado antiderrapante.
O ambiente de trabalho do dispositivo, o chão e os suportes e pegas manuais devem estar sempre limpos e isentos de qualquer contaminação, gordura ou lama, de modo a reduzir ao mínimo possível o risco de escorregamento ou queda.
Nunca utilizar a máquina de trabalho sem os elementos de proteção fixos ou móveis. Verificar regularmente se todos os ecrãs de proteção e todos os outros elementos de proteção estão bem montados e funcionam corretamente.
Apenas pessoas autorizadas, com formação adequada sobre o funcionamento da máquina e sobre Segurança e Saúde no Trabalho, podem ter contacto direto com a máquina.
Cada operador do aparelho deve ser instruído sobre as funções dos elementos de proteção da máquina e a sua utilização correcta.
Na área circundante do aparelho (cerca de 1,5 m à volta do gerador e da prensa), não pode haver objectos que possam interferir com o funcionamento do aparelho. Esta zona deve ser mantida limpa e ter uma iluminação adequada.
Nunca utilizar os manipuladores da máquina ou os tubos flexíveis como suportes. Lembre-se de que qualquer movimento acidental do manipulador do aparelho pode iniciar acidentalmente o processo de soldadura, alterar os parâmetros ou mesmo provocar a avaria da máquina ou danificar as suas ferramentas.
É OBRIGATÓRIO informar o supervisor e/ou o pessoal de trânsito sobre todo e qualquer caso de funcionamento incorreto do aparelho.
6.3 Controlos e indicadores disponíveis para o operador
Todos os comandos e indicadores da máquina de soldar podem ser facilmente encontrados na sua construção ou na sua mesa de controlo. Antes de começar a trabalhar, o operador da máquina deve familiarizar-se com a disposição dos comandos e indicadores na máquina, bem como com as funções que estes controlam.
A lista completa dos controlos e indicadores acima mencionados, disponíveis para o operador, encontra-se em anexo:
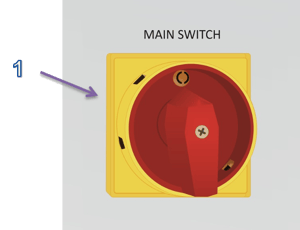
- INTERRUPTOR PRINCIPAL - um interrutor (Fig.3) destinado a ligar ou desligar a alimentação eléctrica. 1-ON significa que o interrutor está ligado, enquanto a posição 0-OFF significa que o interrutor está desligado.

Fig.5. Disposição dos comandos e dos indicadores no painel de controlo I: 2 - POWER; 3 - TWO-HAND CONTROL OFF/ON; 4 - HF; 5 - HF OFF/ON; 6 - USB; 7 - ETHERNET; 8 - RESTART; 9 - STOP; 10 - JOISTIC; 11 - START; 12 - elétrodo para cima; 13 - virar à esquerda; 14 - virar à direita; 14 - elétrodo para baixo.
-
POWER - um indicador que pisca a branco quando a máquina está ligada à alimentação eléctrica (Fig.5).
-
CONTROLO COM DUAS MÃOS OFF / ON - um interrutor de chave (Fig.5) para a ativação do modo de controlo da máquina com duas mãos. O interrutor refere-se aos botões de pressão situados nos punhos pretos e ao elétrodo para as funções de subida e descida no joystick. O interrutor na posição ON - significa que, para ativar os botões de pressão, devem ser premidos os dois botões de pressão para a mesma função, pelo que o joystick perde a sua função de elevação e descida do elétrodo. O interrutor na posição OFF indica a possibilidade de controlar por meio de um único botão de pressão e que o elétrodo é levantado e baixado por meio do joystick.
 ATENÇÃO... Comutação desligado o bimanual controlo modo torna o trabalho operações mais fácil; no entanto ele significativamente aumenta a sinistralidade risco. Apenas um autorizado e corretamente formado, pessoa responsável deveria ter a chave para o interrutor de ligar/desligar.
ATENÇÃO... Comutação desligado o bimanual controlo modo torna o trabalho operações mais fácil; no entanto ele significativamente aumenta a sinistralidade risco. Apenas um autorizado e corretamente formado, pessoa responsável deveria ter a chave para o interrutor de ligar/desligar. -
HF - quando o indicador pisca a amarelo, significa que o processo de soldadura HF está ativado (Fig.5).
- HF OFF/ON - um interrutor com o qual a corrente HF pode ser libertada ou colocada em espera (quando está em DESLIGADO significa que a soldadura HF não pode ser efectuada)
 No que diz respeito ao procedimento de soldadura normalizado, o HF OFF/ON o interrutor deve estar em ON posição.Quando o interrutor HF OFF/ON é colocado na posição OFF, significa que o ciclo de funcionamento pode ser efectuado sem libertar a corrente HF.
No que diz respeito ao procedimento de soldadura normalizado, o HF OFF/ON o interrutor deve estar em ON posição.Quando o interrutor HF OFF/ON é colocado na posição OFF, significa que o ciclo de funcionamento pode ser efectuado sem libertar a corrente HF. -
Ranhura USB - uma ranhura (Fig.5) na qual pode ser inserido um cartão de memória USB para a memorização dos parâmetros de soldadura e do histórico das mensagens; permite também guardar as receitas armazenadas no painel HMI.
-
RanhuraETHERNET - uma ranhura (Fig. 5) na qual o cabo Ethernet é ligado quando é necessário efetuar um diagnóstico em linha da máquina, permitindo o acesso à Internet.
-
RESTART - botão de pressão azul (Fig.5), que deve ser utilizado para reiniciar o sistema de controlo e proteção da máquina sempre que a mensagem de alarme é apresentada no painel HMI.
-
STOP - o botão de pressão preto (Fig.5) destina-se a desligar o processo de soldadura de alta frequência.
-
JOYSTIC - joystick (Fig. 5, Fig. 7) utilizado para mover a cabeça do elétrodo de soldadura para a frente e para trás, bem como para conduzir a máquina para a esquerda ou para a direita com um arranque lento para facilitar o posicionamento. Com o joystick, no entanto, só é possível baixar ou levantar o elétrodo quando o modo bimanual está ativado. Existem duas velocidades de deslocação:
- "lento" - (Fig. 6 - A, C, E, G) velocidade de deslocação determinada pelo parâmetro situado no menu de serviço painel HMI - Velocidade de deslocação MANUAL - LENTO.
- "rápido" - (Fig. 6 - B, D) velocidade de deslocação determinada pelo parâmetro localizado no painel do menu de serviço HMI - Velocidade de deslocação MANUAL - RÁPIDO.
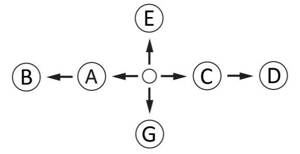
Fig. 6. Posiciona o joystick:
A - slow move of the head to the left, B - fast move of the head to the left,
C - slow move of the head to the right,
D - fast move of the head to the right,
E - elétrodo para cima,
F - elétrodo para baixo,
-
START - o botão verde (Fig.5) é utilizado para ligar o processo de soldadura de alta frequência .
-
 para cima seta - dois botões de pressão sobre o preto pegas sobre o painel do operador (Fig. 5, Fig. 7) utilizado para ativação o elétrodo em superior posição. Quando o bimanual funcionamento modo é ativado, ambos os botões de pressão devem ser premido em simultâneo
para cima seta - dois botões de pressão sobre o preto pegas sobre o painel do operador (Fig. 5, Fig. 7) utilizado para ativação o elétrodo em superior posição. Quando o bimanual funcionamento modo é ativado, ambos os botões de pressão devem ser premido em simultâneo -
 esquerda seta - dois botões de pressão sobre o preto pegas sobre o painel do operador (Fig. 5, Fig. 7) permitindo o máquina para deslocação esquerda. Quando o duas mãos funcionamento modo é ativado, ambos botões de pressão deve ser premido em simultâneo.
esquerda seta - dois botões de pressão sobre o preto pegas sobre o painel do operador (Fig. 5, Fig. 7) permitindo o máquina para deslocação esquerda. Quando o duas mãos funcionamento modo é ativado, ambos botões de pressão deve ser premido em simultâneo. -
 correto seta - dois botões de pressão sobre o preto pegas sobre o painel do operador (Fig. 5, Fig. 7) necessário permitindo o máquina para deslocação certo. Quando o bimanual funcionamento modo é ativado, ambos botões de pressão deve ser premido em simultâneo.
correto seta - dois botões de pressão sobre o preto pegas sobre o painel do operador (Fig. 5, Fig. 7) necessário permitindo o máquina para deslocação certo. Quando o bimanual funcionamento modo é ativado, ambos botões de pressão deve ser premido em simultâneo. -
 para baixo seta - dois botões de pressão sobre o preto pegas sobre o operador painel (Fig. 5, Fig. 7) utilizado para ativação o elétrodo para baixo posição. Quando o bimanual funcionamento modo é ativado, ambos os botões de pressão deve ser prensas em o mesmo tempo.
para baixo seta - dois botões de pressão sobre o preto pegas sobre o operador painel (Fig. 5, Fig. 7) utilizado para ativação o elétrodo para baixo posição. Quando o bimanual funcionamento modo é ativado, ambos os botões de pressão deve ser prensas em o mesmo tempo.
Fig. 7. A disposição de os controlos e os indicadores e o painel de controlo :
12 - elétrodo up;
13. Virar à esquerda; 14. Virar à direita;
14. elétrodo para baixo
15. CORRENTE ANÓIDE;
16. TEMPERATURA DO ELÉCTRODO;
17. PARAGEM DE EMERGÊNCIA;
-
CORRENTE ANÓDICA - o amperímetro do painel (Fig.5) deve indicar o valor da intensidade da corrente no circuito anódico de La e deve permitir ao operador efetuar a inspeção visual do processo de soldadura (Características do Gerador a plena carga).
-
TEMPERATURA DO ELÉCTRODO - um termo-regulador (Fig.6) utilizado para regular a temperatura do elétrodo . Este controla o sistema que estabiliza a temperatura do elétrodo . Um botão de pressão , Temp Regulation em a janela Main de o painel tátil é utilizado para ativar a funcionalidade de estabilização da temperatura . O manual do proprietário referente a a temperatura do E5CC pode ser encontrado em o anexo .
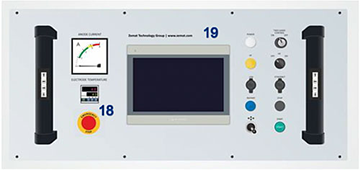
Fig. 8 Painel de controlo;
18.- PARAGEM DE EMERGÊNCIA;
19. - HMI; - EMERGÊNCIA PARAR - o vermelho com cabeça de cogumelo botão de pressão (Fig.5) ele é a botão que deve ser pressionado apenas quando o funções de o máquina necessidade para ser interrompido imediatamente ou quando qualquer coisa relativamente a a máquina funções ou o do operador arredores pose a ameaça para a produção ou segurança.
 O EMERGÊNCIA PARAR botão deve não ser demasiado utilizado, ele é suposto para ser utilizado apenas no caso de emergência.
O EMERGÊNCIA PARAR botão deve não ser demasiado utilizado, ele é suposto para ser utilizado apenas no caso de emergência. -
PAINEL HMI - o painel sensível ao toque (Fig.5) deve ser utilizado para alterar os parâmetros de configuração da máquina e é suposto tornar-se uma fonte fiável de informações sobre o estado atual da máquina de soldar. Ver o capítulo 6.6. para mais informações sobre a execução do procedimento de manutenção aplicável ao painel sensível ao toque.
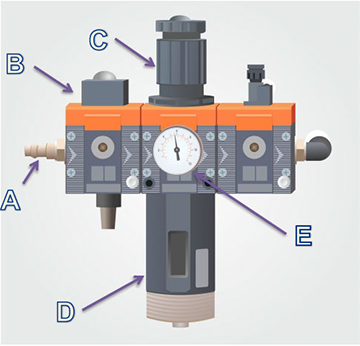
Fig.9. O AR COMPRIMIDO SISTEMA DE PREPARAÇÃO
-
AR COMPRIMIDO PREPARAÇÃOSISTEMA (Fig.9) - consiste em:
A. O terminal de ar comprimido ao qual deve ser ligada a mangueira de ar comprimido. A mangueira deve fornecer ao sistema o ar comprimido que varia entre 0,4 e 0,8 MPa;
B. O manualmente operado comprimido ar fecho válvula (em ordem para abrir a válvula - volta para o esquerda e definir para Posição ON; a virar à direita - a posição OFF - a válvula está fechada);
C. O comprimido ar terminal em que o comprimido ar a mangueira deve ser ligado. O mangueira é suposto para fornecer o sistema com o gama de ar comprimido de 0,4 a 0.8 MPa; 0,6 M
 O nível de pressão no sistema pneumático nunca excede o nível de pressão que impulsiona a máquina.
O nível de pressão no sistema pneumático nunca excede o nível de pressão que impulsiona a máquina.
D. O filtro de ar comprimido juntamente com o mecanismo de libertação da água de condensação;
E. O manómetro que indica o nível de pressão no sistema de ar comprimido da máquina;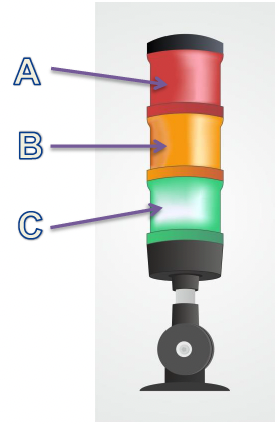
Fig.10. A coluna de sinalização luminosa:
A - vermelho cor;
B - cor de laranja ;
C - verde cor
21. LUZ DE SINALIZAÇÃO COLUNA (Fig.10):
A. Vermelho cor indica falha e em o mesmo tempo o alarme mensagem deve ser exibido em o HMI painel sensível ao toque.
 O alarme massagens são eliminado e o vermelho luz sobre o coluna de sinalização luminosa pára de piscar quando o REINICIAR é premido.
O alarme massagens são eliminado e o vermelho luz sobre o coluna de sinalização luminosa pára de piscar quando o REINICIAR é premido.
No caso os esforços fossem em vão e a mensagem de alarme não foi foi apagada quando o REINICIAR botão tinha foi premido por isso pode significar que a causa da falha ocorrência não não ainda não tinha sido removida.
Ver o capítulo 6.6.2. para mais informações aplicando à as massagens de alarme.
B. A cor laranja indica que o soldador de alta frequência começa a funcionar.
C. A cor verde indica que a máquina está pronta para trabalhar.

Fig. 11. Um dos indicadores laser colocados em o lado direito de a cabeça de soldadura .
22. Lasers instalados em a cabeça de soldadura (Fig. 11 ) utilizado para a projeção da linha de soldadura em o material soldado/selado . Útil para colocar e posicionar o material ao longo da linha de soldadura . São ligados diretamente a partir do painel tátil HMI.
|
|
|
 ATENÇÃO...
ATENÇÃO...O laser é para marcar a linha EM o MATERIAL em a posição de o elétrodo e o seu suporte para cima. O laser NÃO NÃO / DEVE NÃO brilhar em a frente ou borda traseira de o elétrodo xml-ph-003
Procedimento de regulação do laser:
1. Colocar o material sobre a mesa e baixar o suporte com o elétrodo sobre a mesa,
2. Utilizar um marcador para traçar uma linha que contorne a parte da frente e, eventualmente, a parte de trás do elétrodo (se estiverem montados dois lasers de um lado),
3. Levantar o elétrodo e colocar o laser ou os lasers nas linhas traçadas, eventualmente com um desvio em relação a estas linhas, de acordo com a posição desejada pelo operador,
4. Ter cuidado para que o material não se desloque.
|
|
|
 Os cabos dos lasers e os próprios lasers, se estiverem localizados em
Os cabos dos lasers e os próprios lasers, se estiverem localizados em

Fig. 12 O para-choques
23. Os para-choques laterais instalados em ambos os lados de a cabeça de soldadura (Fig. 9 ), impedem a máquina de colidir com qualquer pessoa ou qualquer coisa. Qualquer solavanco num para-choques resultará em a desconexão instantânea do sistema de propulsão da máquina ; isto será indicado por a mensagem : OPEN xml-ph-
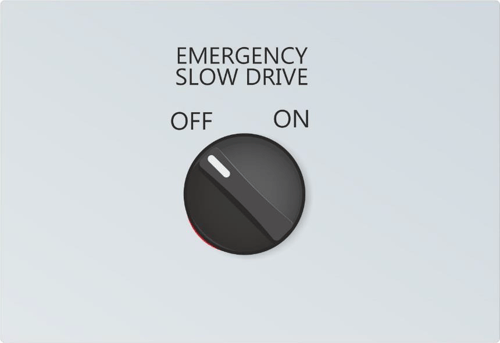
Fig. 13 Movimento de emergência
23. Emergência mover - o interrutor é utilizado para alterar o modo de funcionamento . No caso de um obstáculo e parar em it. O interrutor desactiva os para-choques laterais e permite a saída de um obstáculo Depois de mudar o interrutor para a posição I em a HMI, a janela "viagens de emergência " aparece em que o utilizador tem a opção de utilizando as setas de navegação para passar a cabeça de soldadura esquerda ou Ligar o interrutor para a posição 0 ativa os para-choques laterais e restabelece o modo de funcionamento correto da máquina .
|
|
|
 Funcionamento ATENÇÃO! Dado que o sistema acima referido deve funcionar sem falhas, recomenda-se vivamente que a regulação do limitador de altura seja efectuada de modo a indicar a posição inferior do elétrodo. Uma regulação incorrecta da corrediça de regulação da altura do limitador pode provocar uma elevação de emergência do elétrodo, desencadeada pelo próprio, e o aparecimento da seguinte mensagem de alarme no ecrã do HMI: EMERGÊNCIA ELÉCTRODO LEVANTADO.
Funcionamento ATENÇÃO! Dado que o sistema acima referido deve funcionar sem falhas, recomenda-se vivamente que a regulação do limitador de altura seja efectuada de modo a indicar a posição inferior do elétrodo. Uma regulação incorrecta da corrediça de regulação da altura do limitador pode provocar uma elevação de emergência do elétrodo, desencadeada pelo próprio, e o aparecimento da seguinte mensagem de alarme no ecrã do HMI: EMERGÊNCIA ELÉCTRODO LEVANTADO.Interruptores de fim de curso para a altura do do elétrodo:
- limite superior interrutor - quando ligado em (Fig. 14- A) indica a posição superior do elétrodo . O ajuste de o cursor , que ativa o interrutor , deve ser feito quando a posição máxima superior do elétrodo tiver de ser alterada. Se o interrutor de limite for movido demasiado alto, não não interrutor ligado em a posição superior do elétrodo - o ciclo de soldadura não será terminado e o ciclo da máquina não será possível . Se em o outro lado, ele é demasiado baixo - o elétrodo não será elevado para uma altura suficiente após o ciclo de soldadura e pode apanhar o material soldado durante o seu acionamento, causando danos.
- Limite inferior interrutor - quando desligado (Fig. 14-B) indica a posição inferior do elétrodo acima da mesa de trabalho . O ajuste de a corrediça em este interrutor deve ser realizado cada vez que o elétrodo tiver sido substituído (quando o novo elétrodo for de uma altura diferente diferente do anterior ) e quando há uma alteração significativa na espessura do material soldado . O interrutor de limite inferior é também um elemento do sistema que protege as mãos do operador de serem esmagadas. Se o seu ajuste não for efectuado corretamente , a proteção anti-esmagamento (ZTG Anti-CRUSH) funcionalidade será activada causando a elevação automática de o elétrodo para a sua posição superior. O interrutor de fim de curso deve ser colocado a uma altura que fará com que a roda rolante do interrutor seja pressionada em por o cursor inferior do altura do elétrodo localizado em a haste de o momento em que o elétrodo toca o material soldado. (Fig. 14- B).
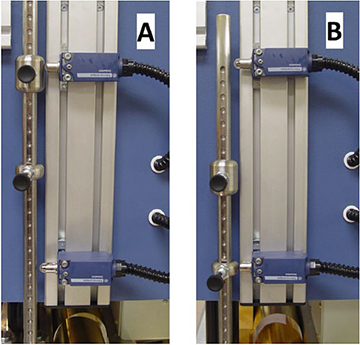
Fig. 14 Interruptores de fim de curso que indicam a posição do elétrodo:
A - posição superior;
B - posição inferior.
Ajustamento procedimento e determinação o correcta altura do do interrutor de limite inferior:
- colocar o material a ser soldado na mesa de trabalho,
- coloque o elétrodo em o suporte da ferramenta e bloqueie-o ,
- baixar o elétrodo suporte com o elétrodo sobre o material , de modo a que o elétrodo toque sem qualquer pressão (deixar um espaço de no máximo 5mm / 1/8inch); deixar nesta posição.
- deslocar a corrediça metálica inferior da haste para a posição que permite desligar o interrutor de fim de curso inferior (o rolo do interrutor está diretamente sobre a corrediça (Fig. 14- B),
- se não for possível colocar o cursor metálico a uma altura adequada devido à sua regulação por degraus (de 15 em 15 mm), desapertar os dois parafusos que seguram o interrutor de fim de curso e colocá-lo numa posição de bloqueio com o rolo na parte inferior do cursor metálico da altura do elétrodo (Fig. 14-B), depois apertar os parafusos.
- levantar a pega com o elétrodo para a sua posição superior,
- se não for possível colocar o indicador a uma altura adequada devido à sua regulação por degraus (de 15 em 15 mm), desapertar os dois parafusos que fixam o interrutor e colocá-lo numa posição que permita deslocar o seu rolo para o indicador inferior da altura do elétrodo (fig. 14-B), depois apertar os parafusos.
ATENÇÃO! É estritamente proibida a manipulação do interrutor de fim de curso que indica a posição inferior do elétrodo, com exceção da citada acima. A inobservância do aviso do fabricante pode levar a uma falha grave da máquina e, consequentemente, a lesões corporais graves.
Além disso Além disso, a máquina foi foi equipada com um adicional elétrodo adicional, permitindo soldadura sem a utilização de ligação à terra elétrodo de terra. Depois de instalar este tipo de elétrodo no o suporte e começando a baixar o suporte, um adicional limite adicional é ativado, o que inibe o movimento do elétrodo de terra elétrodo.
6.5 Controlador de temperatura de funcionamento E5CC
Controlo da temperatura unidade é utilizada para controlar a temperatura de o elétrodo. Programar a temperatura correcta de o elétrodo é necessário para corrigir o curso de o processo de soldadura . A temperatura deve ser selecionada experimentalmente. Abaixo é uma descrição de o visor e controlo unidade de controlo da temperatura do painel (Fig. 15).

Fig. 15. Ecrã e painel de controlo termorregulador.
- Ecrã com quatro dígitos (branco) que apresenta o valor real da temperatura . Nas definições dos parâmetros o ecrã apresenta o sinal do parâmetro editado.
- Ecrã com quatro dígitos (verde) que apresenta valor real da temperatura encomendado . No parâmetro definição do modo visualização presente valor real do parâmetro editado.
- Botões de controlo:
 deslocação botão. Pressionar este botão causa para editar seguinte dígito do número editado.
deslocação botão. Pressionar este botão causa para editar seguinte dígito do número editado.
 - botão "DOWN" causa baixa editado dígito por um.
- botão "DOWN" causa baixa editado dígito por um.
 - botão "UP" para aumentar o dígito editado por um.
- botão "UP" para aumentar o dígito editado por um.
 Em o parâmetro editar janela, ir para o próximo parâmetro
Em o parâmetro editar janela, ir para o próximo parâmetro
 Longo imprensa este botão (min 3 seg.) causa passar para edição modo de sair parâmetro. Se sistema trabalho em edição modo, premente botão causa retorno para o janela principal
Longo imprensa este botão (min 3 seg.) causa passar para edição modo de sair parâmetro. Se sistema trabalho em edição modo, premente botão causa retorno para o janela principal
DEFINIÇÕES DO CONTROLADOR - ORDENADO VALOR DA TEMPERATURA
Para mudança encomendado valor necessidade para curto imprensa botão (Fig. 15) ou . Isto fez com que passasse para o modo de edição de parâmetros. O número disponível que será editado é sinalizado por um piscar rápido. Pelos botões "UP" ou "DOWN" definir o valor deste número e, em seguida, premir o botão "mover , que passa para a posição seguinte à edição.
6.6 Programação e utilização da consola tátil HMI
ATENÇÃO! Cada valor do parâmetro representado nos gráficos deste manual é tomado ao acaso e deve ser ignorado pelo operador da máquina. Os valores dos parâmetros devem derivar da experiência prática do utilizador, uma vez que podem variar profundamente em função do tipo de material soldado ou da instrumentação implementada.
![]() No painel HMI, todos os valores editáveis dos parâmetros são apresentados num fundo branco. Para visualizar um parâmetro, o utilizador tem de premir o seu valor e, como resultado, o teclado no ecrã deve ser aberto. Os dados podem ser guardados premindo a tecla Enter.
No painel HMI, todos os valores editáveis dos parâmetros são apresentados num fundo branco. Para visualizar um parâmetro, o utilizador tem de premir o seu valor e, como resultado, o teclado no ecrã deve ser aberto. Os dados podem ser guardados premindo a tecla Enter.
6.6.1 Ligação à fonte de alimentação
Pouco depois de a máquina ser ligada a uma fonte de alimentação, aparece no ecrã HMI uma janela de alarme com a seguinte mensagem:
#A001 PARAGEM DE EMERGÊNCIA
#K001 PREMIR O BOTÃO DE REINÍCIO
De acordo com esta situação, a máquina precisa de ser reiniciada, pelo que a tecla azul RESTART deve ser premida. Em seguida, é necessário aguardar 30 segundos até que a máquina esteja pronta para trabalhar e entre em modo stand-by, o que se verifica pelos seguintes factos: um indicador luminoso na coluna de sinalização luminosa pisca a verde e a barra de progresso apresentada na janela principal da HMI pisca a verde. Caso a mensagem de alarme não desapareça do ecrã do HMI, ver capítulo 0.
6.6.2 Mensagens de alarme
Quando ocorre uma avaria na máquina ou quando um dos sistemas de proteção é ativado ou quando são detectadas outras anomalias no funcionamento da máquina, é apresentada uma das mensagens de alarme no painel sensível ao toque da HMI. Todas as mensagens de alarme são apagadas com a ajuda da tecla RESTART .Os tipos de massagens de alarme:
#A001 EMERGÊNCIA STOP - Este tipo de mensagem é apresentado quando:
- a máquina está ligada - o circuito de segurança da máquina deve ser sempre verificado quando a tecla RESTART é premida,
- O botão vermelho com cabeça de cogumelo EMERGENCY STOP foi premido e ficou _COPY9 encravado. Precisa de para ser desbloqueado rodando a cabeça para a direita.
#A002 TUBO TEMPERATURA - este tipo de massagem significa que ou o tubo de ondas progressivas de arrefecimento não existe ou que o sistema de arrefecimento falha e é apresentado quando:
- os fusíveis que são supostamente para proteger a alimentação fornecer circuito de a ventoinha que deve arrefecer o tubo de ondas viajantes estão desligados;
- o contactor que é suposto para acionar a ventoinha que deveria arrefecer o tubo está desligado ou danificado;
- o tubo térmico proteção sistema é colocado em operação que significa que o onda de viagem tubo obteve aquecido para cima para também elevado temperatura e como um resultado o tubo contrapino de banda fixar isso tinha sido ligado para o limite interrutor por um O cabo não foi soldado.
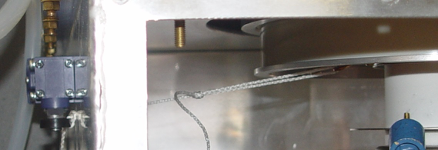
Fig.16. O sistema de proteção térmica do tubo.
Um contrapino é soldado a uma banda do tubo com a ajuda de uma solda de ponto de fusão muito inferior àquele em que o tubo foi sobreaquecido (danificado). Se a temperatura da lâmpada subir demasiado, o contrapino cairá da banda e, em consequência, o interrutor de fim de curso será acionado, sendo simultaneamente apresentada a mensagem de alarme e cortada a alimentação de energia para um brilho no tubo. Em seguida, a causa do sobreaquecimento deve ser eliminada.
ATENÇÃO! O cabo não deve ser fixado a nenhuma outra parte da máquina, exceto ao contrapino da fita que foi aparafusada ao tubo. A inobservância do aviso citado pode resultar num bloqueio do interrutor de limite, o que pode levar ao sobreaquecimento do tubo da onda viajante e, em consequência disso, à sua danificação.
![]() If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC) de modo a que a parte reparada possa ser novamente fixada ao tubo.
If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC) de modo a que a parte reparada possa ser novamente fixada ao tubo.
O sobreaquecimento do tubo pode ser causado por:
- a sujidade encontrada no gerador ou no radiador do tubo;
- a avaria da ventoinha de arrefecimento do tubo ou a avaria do sistema de alimentação da ventoinha;
- pelo entupimento dos orifícios de ventilação da máquina ou pela quantidade excessiva de terra recolhida pelos filtros instalados nos orifícios de ventilação;
- a temperatura ambiente excessiva.
#A003 ANTIFLASH - este tipo de mensagem significa que o sistema de proteção contra um arco voltaico durante a soldadura foi acionado - devido a esta mensagem, certifique-se de que nem a almofada de isolamento, nem o material soldado, nem o elétrodo de soldadura foram danificados.
#A004 ANODE OVERLOAD - esta mensagem significa que o limite de subida do ânodo foi excedido, pelo que os parâmetros aplicáveis à energia libertada na soldadura têm de ser ajustados.
#A005 GRID OVERLOAD - esta mensagem significa que o limite de subida da rede foi ultrapassado, pelo que é necessário ajustar os parâmetros aplicáveis à potência libertada na soldadura.
#A006 BAIXA PRESSÃO DE AR - Esta mensagem significa que há falta de pressão de ar ou que o nível de pressão de ar é demasiado baixo no sistema pneumático. Certifique-se de que a mangueira que fornece o ar comprimido está ligada à máquina ou de que o nível de ar comprimido é adequado e, em seguida, com a ajuda do regulador da válvula redutora de pressão, que pode ser encontrado no sistema de preparação do ar comprimido, ajuste a pressão na máquina para o nível adequado.
#A008 ELECTRODE IS NOT IN UPPER POSITION -. a mensagem será apresentada se o elétrodo de soldadura não estiver na posição superior depois de ligar a máquina . Verificar o aperto do sistema pneumático e o ajuste correto do interrutor de limite que indica a posição superior .
#A011 ELÉCTRODO TEMPERATURA - esta mensagem sinaliza que o ponto de ajuste elétrodo temperatura em o termorregulador foi excedido - a máquina será desactivada em modo de emergência . Deve esperar até o elétrodo arrefecer e depois verificar se a temperatura definida no controlador de temperatura está demasiado alta. Outra opção possível é que o circuito de aquecimento do elétrodo tenha avariado . O serviço de assistência do fabricante deve ser contactado neste caso .
#A013 SOLDAGEM PARÂMETROS NÃO ALCANÇADOS - o software de controlo da máquina inclui um algoritmo que verifica se cada soldadura parcial foi corretamente realizada . Se, durante a soldadura, os parâmetros definidos out não tiverem sido alcançados ou se a soldadura tiver sido interrompida antes de a tarefa ter sido concluída, a mensagem acima será apresentada . A qualidade da soldadura será então verificada e se não for satisfatória, a tarefa deve ser repetida.
#A019 SENSOR / DRIVE ERROR - ELECTRODE DOWN - a mensagem de alarme será ser apresentada quando, depois de atuar a válvula bobina , o controlador não receber confirmação de o sensor confirmar a realização de a posição inferior dentro de 15 segundos. Verifique se o sensor não moveu ou verifique se o sistema pneumático está próximo de o atuador.
#A020 SENSOR / DRIVE ERROR - ELECTRODE UP - a mensagem de alarme será apresentada quando, depois de acionar a bobina da válvula , o controlador não receber uma confirmação do sensor que confirme a obtenção da posição superior num período de 15 segundos. Verifique se o sensor não se moveu ou verifique se o sistema pneumático está próximo do atuador.
#A032 START CAPACITOR POSIÇÃO NÃO ALCANÇADA - a mensagem será apresentada se os condensadores não não alcançarem a posição predefinida no prazo de 15 segundos. Verifique a unidade do condensador .
#A034 EMERGÊNCIA ELÉCTRODO PARA CIMA - esta mensagem é apresentada quando o suporte do elétrodo que estava a ser baixado em a mesa de trabalho encontrou um obstáculo no seu percurso e o sistema de proteção contra o perigo foi posto em prática . obstáculo no seu caminho e o sistema de proteção contra apertar perigo foi posto em prática . Certifique-se de que não há nada entre o elétrodo e a mesa de trabalho . Se o alarme mensagem não desaparecer o ajuste de o interrutor limite indicando a posição inferior do elétrodo precisa para ser conduzido. Consulte o capítulo 6.4. para mais informações aplicando a o procedimento de ajuste do interrutor limite .
#A035 VERIFICAR REINICIAR CIRCUITO EM RELÉDE SEGURANÇA - significa que o circuito de segurança de a máquina foi provavelmente danificado. O serviço do fabricante deve ser contactado em tal caso.
#A046 CURRENT NOT IN TOLERANCE DURING WELDING - this message will be displayed if the current value cannot be reached during operations. O algoritmo verifica se a corrente anódica foi cumprida . A corrente anódica obtida tem de estar dentro de +/- do intervalo de tolerância de o valor da corrente anódica para uma determinada percentagem de o tempo para a duração de a soldadura , especificado em na Janela de Serviço depois de escolher a opção Processo de soldadura controlo .
#A047 DOWN FORCE NOT IN TOLERANCE DURING THE WELDING - esta mensagem será apresentada se, durante a soldadura, a corrente força descendente ficar fora do intervalo de tolerância especificado em a janela de serviço depois de escolher a opção Processo de soldadura controlo .
#A053 EMERGÊNCIA TRAVA - Esta mensagem é apresentada quando o interrutor de segurança é premido. Quando o interrutor cogumelo é ativado em caso de emergência, a cabeça trava repentina - e violentamente - .
#A054 SEGURANÇA VÁLVULA DANOS - Esta mensagem é apresentada quando o sensor (marcado com o símbolo 10B1 em o diagrama elétrico ) do pistão de confirmação da válvula em a posição apropriada é ativado. Este sensor está localizado na válvula de segurança (marcada com o símbolo 1V3 em o diagrama elétrico ). Se o pistão da válvula de segurança não atingir a posição correcta, significa que a válvula não está a funcionar xml-ph-0030
#A055 SERVO ALARME - este sinaliza um erro no acionamento do eixo Y . Reinicie a máquina e, se a mensagem não desaparecer, verifique o número de alarme apresentado no servo e verifique a descrição em o xml-ph-003
#A056 BAIXAPRESSÃO DOAR NOSCILINDROSDE APOIO - significa que a pressão do ar em os servomotores que suportam o elétrodo é demasiado baixa o que pode resultar numa rápida descida do elétrodo e que atinge xml-ph-0030@dee O ajuste de a pressão do ar comprimido em o circuito de estes servomotores deve ser efectuado.
#A057 SOLDAGEM POSIÇÃO NÃO ALCANÇADA - a mensagem de alarme será apresentada quando, após controlar a bobina da válvula , o controlador não receber a confirmação de o sensor confirmar a realização de a posição definida dentro de 8 segundos. Verifique se o sensor não não se moveu ou verifique o aperto do sistema pneumático no atuador.
#A058 OELÉCTRODO ESTÁ NÃO LOCALIZADO EM UMAPOSIÇÃO INFERIOR - a mensagem de alarme será apresentada se o botão START for premido e o elétrodo não estiver na posição inferior . Inferior xml-ph-0
#A059 TABELA - ERRO DO SET DRIVE POSITION - A mensagem de alarme será apresentada se o controlador não receber confirmação de o sensor de que a posição desejada foi alcançada no prazo de 8 segundos de xml-ph-0030@deepl.i Verifique que o sensor está na posição e também verifique a estanquidade do ar do atuador.
#A060 EMERGÊNCIA REBOUND - EIXO X START/END - A mensagem de alarme #A061 X-AXIS BASING ERROR é apresentada, juntamente com o alarme , quando o interrutor end , localizado em a cabeça , é ativado. Nesse momento , a cabeça desviar-se-á e o sistema explodirá.
#A061 AXIS X HOMING ERROR - A mensagem é apresentada quando o interrutor final , localizado em a cabeça , é activada. Esta pode ser devido a o operador ter introduzido um incorreto, tabela comprimento va um superior do que o comprimento real - em o Movimentos configurações em o serviço menu . Um erro de base também pode ocorrer no caso de um ponto final ativo após a base.
#A062 SET PRESSURE HAS NOT BEEN ACHIEVED - A mensagem será exibida se o valor especificado de o parâmetro de pressão for inferior do que o intervalo de tolerância inferior , especificado em a janela de serviço em os parâmetros de controlo do processo de soldadura.
#A063 EMERGÊNCIA REBOUND - EIXO Y START/END - A mensagem de alarme #A061 Y-AXIS BASING ERROR é apresentada, juntamente com o alarme , quando o interrutor end , localizado em a cabeça , é ativado. Nesse momento , a cabeça desviar-se-á e o sistema explodirá.
#A064 AXIS Y HOMING ERROR - A mensagem é apresentada quando o interrutor final , localizado em a cabeça , é activada. Esta pode ser devido a o operador ter introduzido uma incorrecta "Axis Y up xm um superior do que o valor real valor real- em nas definições Movimentos em no menu serviço . Um erro de base pode também ocorrer no caso de um ponto final ativo após a base.
#A075 DRIVE ERROR - a mensagem de alarme será ser apresentada quando ocorrer um alarme em o inversor . Se o alarme não puder ser eliminado, verifique o número do alarme apresentado no ecrã do inversor e verifique a sua explicação em a documentação técnica do fabricante .
#A076 ABERTO GUARDA - é apresentado quando um dos escudos foi retirado - os escudos estão equipados com a chave - interruptores que se ligam apenas se os escudos forem devidamente colocados e apertados.
#A077 DRIVE COMMUNICATION ERROR - o alarme será apresentado se não houver comunicação PLC = Inverter. Verifique se o cabo os conectores não foram removidos.
#A080 INCORRETO COMPRIMENTO DA SOLDA - um alarme mensagem será exibido se a solda é impossível para fazer, porque o comprimento de a soldadura é maior do que o comprimento de a tabela significa se o operador quiser que inicie o ciclo no modo BA drive mas introduziu o comprimento de soldadura para o modo AB . Verificar:
- a cabeça é em o início de a tabela , ou em o fim dependendo em a escolha do modo AB-BA drive ,
- passar os parâmetros foram introduzidos corretamente na janela the HF HEAD DRIVE,
- a tabela real comprimento é corretamente introduzido em a janela SERVICE MENU .
#A102 ESQUERDA BUMPER - COLISÃO - a mensagem é apresentada quando o para-choques esquerdo lado é ativado. Em caso de paragem em um obstáculo (para-choques ativo), rodar o interrutor EMERGENCY MOVE desativar o sistema de emergência e utilizar a HMI para mover a cabeça sair do obstáculo.
#A103 DIREITO BUMPER - COLISÃO - a mensagem é apresentada quando o para-choques do lado direito é ativado. Em caso de paragem num obstáculo (para-choques ativo), rode o interrutor EMERGENCY MOVE desactive o sistema de emergência e utilize o HMI para mover a cabeça sair do obstáculo .
6.6.3 Ecrã de alarme - Movimento de emergência
A janela EMERGENCY MOVE é apresentada quando o interrutor de emergência é comutado para a posição I (Fig. 13 Movimento de emergência ). Na janela , o operador tem a opção de passar a cabeça de soldadura para a direita ou para a esquerda a uma velocidade lenta . O movimento de a cabeça é efectuado por meios de navegação setas indicam
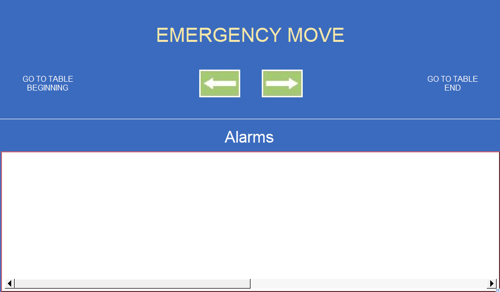
Fig. 17 Movimento de emergência
 Funcionamento sobre o máquina é apenas possível quando o MOVIMENTO DE EMERGÊNCIA interrutor está em posição 0.
Funcionamento sobre o máquina é apenas possível quando o MOVIMENTO DE EMERGÊNCIA interrutor está em posição 0.
O menu encontra-se na parte superior do painel de visualização sensível ao toque da IHM, com a ajuda do qual o utilizador pode escolher uma de cinco janelas virtuais principais, tais como
- Ecrã principal
- Base de dados de receitas
- Regulação da potência
- Gráfico de trabalho
- Menu de serviço
6.6.5 Ecrã principal
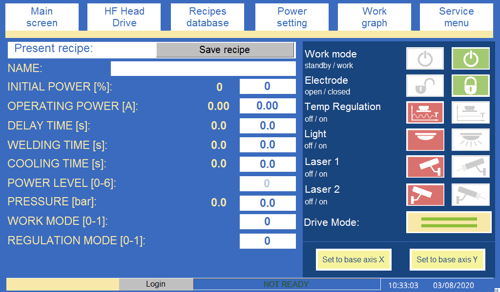
Fig.12. Ecrã principal.
Receita - sob este nome pode ser encontrado um grupo de parâmetros que se aplicam ao ciclo de trabalho. Uma vez estabelecidos os parâmetros de soldadura para o tipo específico de produto, resultantes da experiência prática (os valores dos parâmetros dependem fortemente do tamanho da soldadura, do tamanho do material soldado e da forma do elétrodo), devem ser introduzidos no sistema e guardados com o nome da receita.
 ATENÇÃO! É é importante para lembrar que em despeito de o facto de o acima mencionado parâmetros pode ser guardado sob o receitas nome em o IHM sensível ao toque painel lá é também outro parâmetro - ELÉCTRODO TEMPERATURA que deve ser ajustado manualmente.
ATENÇÃO! É é importante para lembrar que em despeito de o facto de o acima mencionado parâmetros pode ser guardado sob o receitas nome em o IHM sensível ao toque painel lá é também outro parâmetro - ELÉCTRODO TEMPERATURA que deve ser ajustado manualmente.
![]() Adicionalmente, dois valores ao lado do nome de cada parâmetro também podem ser encontrados no ecrã HMI. O primeiro (sobre o fundo azul) é o valor do parâmetro de funcionamento atual apresentado em tempo real, o segundo (sobre o fundo branco) é o valor definido a partir da receita de produção ou dos dados do operador.
Adicionalmente, dois valores ao lado do nome de cada parâmetro também podem ser encontrados no ecrã HMI. O primeiro (sobre o fundo azul) é o valor do parâmetro de funcionamento atual apresentado em tempo real, o segundo (sobre o fundo branco) é o valor definido a partir da receita de produção ou dos dados do operador.
![]() Se for necessário, o operador pode sempre premir o dígito no fundo branco e alterar o seu valor. O valor do parâmetro de funcionamento atual é imediatamente atualizado, embora a alteração não afecte a receita executada.
Se for necessário, o operador pode sempre premir o dígito no fundo branco e alterar o seu valor. O valor do parâmetro de funcionamento atual é imediatamente atualizado, embora a alteração não afecte a receita executada.
![]() Para guardar as alterações efectuadas numa receita através do ecrã principal, prima o botão GUARDAR RECEITA para copiar os parâmetros do ecrã principal para a barra Editar receita na janela Base de dados de receitas. Os parâmetros copiados podem ser guardados como uma nova receita utilizando o botão Criar nova receita ou podem ser utilizados para atualizar uma receita existente utilizando o botão Atualizar.
Para guardar as alterações efectuadas numa receita através do ecrã principal, prima o botão GUARDAR RECEITA para copiar os parâmetros do ecrã principal para a barra Editar receita na janela Base de dados de receitas. Os parâmetros copiados podem ser guardados como uma nova receita utilizando o botão Criar nova receita ou podem ser utilizados para atualizar uma receita existente utilizando o botão Atualizar.
O sinal vermelho em o painel HMI em a janela principal Fig. 19 indica que a máquina não está pronta para operação. Os botões em o painel HMI e em o painel do operador estão inactivos até que o operador reinicie a máquina com o botão RESTART azul no painel do operador. Selecionar o botão RESTART tem o mesmo efeito que ligar o circuito de segurança e iniciar o processo de subida da lâmpada de geração durante 30 segundos. Durante este tempo, a barra de progresso torna-se gradualmente verde (Fig. 20 ), e os botões permitem que a cabeça passe sobre os eixos X e Y enquanto os botões que permitem que a cabeça caia sobre a bancada de trabalho estão activos; no entanto, não é possível para mudar para xml-ph-00 Quando a barra de progresso estiver completamente verde, um sinal READY aparecerá na barra de progresso e a partir desse momento, todos os botões , incluindo os botões de alta frequência, de ativação , estarão activos.

Fig. 19 Informação NOT READY apresentada no painel HMI

Fig. 20 Barra de progresso a encher gradualmente a verde após selecionar botão RESTART em o painel de controlo
Nome: - o nome da receita executada para efeitos de produção.
Potência inicial - este parâmetro indica a posição (capacidade) do condensador de saída que se encontra no gerador; a intensidade da corrente anódica na fase inicial da soldadura de alta frequência depende fortemente do valor deste parâmetro. (Parâmetro expresso em valores percentuais, em que 0% indica o nível mais baixo de capacidade - o nível mais baixo de intensidade de corrente anódica e 100% indica o nível mais alto de capacidade - o nível mais alto de intensidade de corrente anódica).
![]() O valor do parâmetro Potência inicial e o valor da corrente anódica (potência libertada no material) não são linearmente dependentes, pelo que devem ser tomadas as medidas de precaução adequadas ao ajustar os valores deste parâmetro.
O valor do parâmetro Potência inicial e o valor da corrente anódica (potência libertada no material) não são linearmente dependentes, pelo que devem ser tomadas as medidas de precaução adequadas ao ajustar os valores deste parâmetro.
![]() O valor atual do parâmetro Potência inicial e o valor do parâmetro de ajuste são iguais um ao outro apenas na fase inicial do procedimento de soldadura. Quando o procedimento é iniciado, a posição do condensador de saída é automaticamente ajustada de modo a atingir a potência de funcionamento.
O valor atual do parâmetro Potência inicial e o valor do parâmetro de ajuste são iguais um ao outro apenas na fase inicial do procedimento de soldadura. Quando o procedimento é iniciado, a posição do condensador de saída é automaticamente ajustada de modo a atingir a potência de funcionamento.
Potência de funcionamento [A] - este parâmetro indica a corrente do ânodo Ia utilizada para a soldadura. (Parâmetro expresso em valores amperes que variam de 0 a 4 A).
![]() Os valores a verde na escala do medidor de corrente anódica indicam os valores aceitáveis da corrente anódica Ia.
Os valores a verde na escala do medidor de corrente anódica indicam os valores aceitáveis da corrente anódica Ia.
![]() Quando o procedimento de soldadura é iniciado, o condensador de saída (potência inicial) é automaticamente ajustado de modo a atingir a potência de funcionamento.
Quando o procedimento de soldadura é iniciado, o condensador de saída (potência inicial) é automaticamente ajustado de modo a atingir a potência de funcionamento.
Tempo de atraso [s] - este parâmetro indica o tempo durante o qual o elétrodo aderiu ao material soldado antes do início da soldadura. (Parâmetro expresso em segundos, com valores de 0 a 99 s).
Tempo de soldadura [s] - este parâmetro significa o tempo que a máquina demora a processar a soldadura de alta frequência. (Parâmetro expresso em valores de segundos que variam de 0 a 99 s.)
Tempo de arrefecimento [s] - este parâmetro indica o tempo durante o qual o elétrodo foi pressionado contra o material soldado depois de a soldadura ter terminado - o material arrefece ao ser pressionado contra a mesa. (Parâmetro expresso em valores de segundos que variam de 0 a 99 s.).
Nível de potência [0-6] - é a principal definição da potência da máquina; o ajuste é efectuado através da alteração da tensão do ânodo Ua no intervalo de 1 a 6, sendo 1 a potência baixa e 6 a potência máxima:
0 - o transformador do ânodo está desligado;
1 - Ua = 3,4kV;
2 - Ua = 3,95kV;
3 - Ua = 4,75kV;
4 - Ua = 5,87kV;
5 - Ua = 6,85kV;
6 - Ua = 8,2kV;
Pressão [bar] - o parâmetro indica a pressão do ar comprimido no sistema pneumático de fixação do elétrodo, expressa em bares; o parâmetro determina a força de descida do elétrodo em relação ao material durante a soldadura.
Modo de trabalho [0/1] - O parâmetro que define o modo de trabalho de soldadura . 0 valor indica que a máquina está a trabalhar no modo 'Time' de soldadura . 1 valor indica que a máquina está a trabalhar no modo 'Current' welding . Uma descrição detalhada dos modos de funcionamento "Time" e "Current" é fornecida nas páginas 71-72 da documentação .
Regulação modo [0/1] - O parâmetro define a gama de ajuste automático modo de o condensador de saída . Digitando 1 valor (modo MAX ) muda-o para modo de ajuste automático completo de o condensador de saída . xm valor (modo MIN) significa que durante a soldadura, o condensador de saída é ajustado apenas quando a corrente anódica excede o valor inserido em o parâmetro Power max . Uma descrição detalhada de os modos de funcionamento MAX e MIN é fornecida na página 72 da documentação.
Opções:
Modo de trabalho modo de espera / trabalho
 - verde botão
- verde botão  meios que o máquina é virado ligado e pronto para trabalhar, trabalhar durante operações normais.
meios que o máquina é virado ligado e pronto para trabalhar, trabalhar durante operações normais.
 - laranja botão
- laranja botão  meios que o máquina é em modo de espera. Este modo é utilizado para revestimento o máquina para modo dormir, que dá o possibilidade de o aquecimento do elétrodo antes de o turno de trabalho.
meios que o máquina é em modo de espera. Este modo é utilizado para revestimento o máquina para modo dormir, que dá o possibilidade de o aquecimento do elétrodo antes de o turno de trabalho.
Uma situação de referência:
Um turno de trabalho dura de 7:00 am - 3:00 pm.
O Operador que termina o turno às 3 p.m. deve NÃO desligar a máquina em oINTERRUPTOR PRINCIPAL e deve NÃO premir o botão EMERGENCY STOP ; deve apenas colocar a máquina em STANDBYxml- ). O operador define o aquecimento do elétrodo , liga tempo em esta janela , em a tabela 'ELÉCTRODO PARA AQUECIMENTO DEFINIÇÕES PARA STANDBY MODE'; em o nosso caso, o aquecimento é para estar ativo a partir de 6:40 xml-ph-0030@deepl.inter
O operador depois deixa a máquina . Esta configuração irá fazer com que o elétrodo da máquina se encaixe em 7 cada dia, como indicado, em ordem para permitir operação eficiente a partir de o início de o turno e assim facilitando soldadura de xml-ph-0 repetível A situação acima descrita é apresentada no gráfico seguinte .
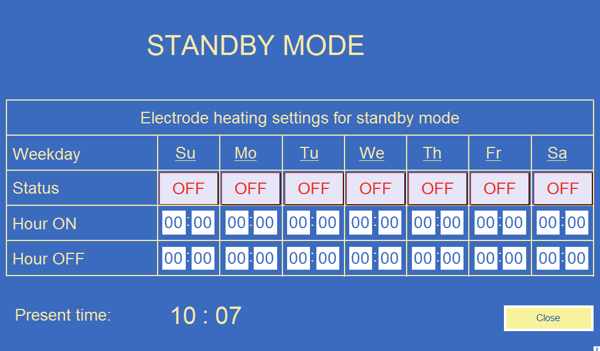
Fig. 21 Janela do modo de espera
|
|
Para o modo de espera para funcionar corretamente: É deve ser comutado sobre em o principal janela utilizando o laranja botão
|
|
|
|


 É possível desativar o Modo STANDBY em qualquer altura e ir
É possível desativar o Modo STANDBY em qualquer altura e ir .
.Elétrodo aberto / fechado
 - um aberto cadeado sobre o vermelho fundo indica que a soldadura elétrodo era não fechado em seu titular, quando tu imprensa o cinzento cadeado fechado o O titular estará encerrado.
- um aberto cadeado sobre o vermelho fundo indica que a soldadura elétrodo era não fechado em seu titular, quando tu imprensa o cinzento cadeado fechado o O titular estará encerrado.
|
|
Adicionalmente, quando a mensagem tal como ATENÇÃO, ELÉCTRODO ABERTO pisca, ele também significa que o elétrodo suporte está aberto. |
 Quando
Quando  - a fechado cadeado sobre o verde fundo indica que o soldadura elétrodo é fechado em seu titular, quando tu imprensa sobre o cinzento abrir o cadeado o O titular estará aberto.
- a fechado cadeado sobre o verde fundo indica que o soldadura elétrodo é fechado em seu titular, quando tu imprensa sobre o cinzento abrir o cadeado o O titular estará aberto.
|
|
|
|
|
|
 ATENÇÃO
ATENÇÃO ATENÇÃO! Prestar especial atenção ao peso do
ATENÇÃO! Prestar especial atenção ao peso doRegulação da temperatura off / ligado
 - botão de pressão
- botão de pressão  sinais que o elétrodo estabilizador de temperatura é comutado sobre, premente
sinais que o elétrodo estabilizador de temperatura é comutado sobre, premente  o botão de pressão voltas desligado estabilização da temperatura.
o botão de pressão voltas desligado estabilização da temperatura.
 - botão de pressão
- botão de pressão  sinais que o elétrodo estabilizador de temperatura é comutado sobre, premente o botão de pressão voltas desligado estabilização da temperatura.
sinais que o elétrodo estabilizador de temperatura é comutado sobre, premente o botão de pressão voltas desligado estabilização da temperatura.
 Virar sobre temperatura estabilização resultados em o manutenção de a estável nível de temperatura e um qualidade de soldadura repetível.
Virar sobre temperatura estabilização resultados em o manutenção de a estável nível de temperatura e um qualidade de soldadura repetível.
Luz desligado/ligado
 - a lâmpada que faz não brilho sobre o vermelho fundo indica que o trabalho tabela iluminação em o soldadura zona é comutado fora, quando premir o cinzento lâmpada incandescente, a iluminação vontade ser comutado sobre.
- a lâmpada que faz não brilho sobre o vermelho fundo indica que o trabalho tabela iluminação em o soldadura zona é comutado fora, quando premir o cinzento lâmpada incandescente, a iluminação vontade ser comutado sobre.
 - a brilhante lâmpada sobre o verde fundo indica que o trabalho tabela iluminação em o soldadura zona é comutado sobre, quando tu imprensa o candeeiro cinzento, o iluminação vontade ser comutado fora.
- a brilhante lâmpada sobre o verde fundo indica que o trabalho tabela iluminação em o soldadura zona é comutado sobre, quando tu imprensa o candeeiro cinzento, o iluminação vontade ser comutado fora.
Laser 1 desligado / ligado
 - botão de pressão
- botão de pressão  sinais que o laser indicador 1 é comutado fora, premente o botão de pressão
sinais que o laser indicador 1 é comutado fora, premente o botão de pressão  voltas sobre o laser indicador 1.
voltas sobre o laser indicador 1.
 - botão de pressão
- botão de pressão  sinais que o laser indicador 1 é comutado sobre, premente o botão de pressão voltas desligar o indicador laser 1.
sinais que o laser indicador 1 é comutado sobre, premente o botão de pressão voltas desligar o indicador laser 1.
Laser 2 off / ligado
- botão de pressão sinais que o laser indicador 2 é comutado fora, premente o botão de pressão voltas sobre o laser indicador 2.
- botão de pressão sinais que o laser indicador 2 é comutado sobre, premente o botão de pressão voltas desligar o indicador laser 2.
 Em o padrão, o laser indicador denotado como Laser 1 é localizado em o esquerda lado de o soldadura cabeça e Laser 2 sobre seu correto lado, olhando de o frente de o máquina, que é, de o lado do painel de controlo / lado do operador.
Em o padrão, o laser indicador denotado como Laser 1 é localizado em o esquerda lado de o soldadura cabeça e Laser 2 sobre seu correto lado, olhando de o frente de o máquina, que é, de o lado do painel de controlo / lado do operador.
Modo de trabalho
Atual / Tempo
 - o elétrico circuito sobre o verde fundo indica que o máquina é de trabalho em 'Atual soldadura modo; premente o cinzento indica que o relógio máquina vontade introduzir o 'Tempo modo de soldadura. 'Atual' modo de soldadura indica que o da máquina contador tem iniciado contagem elevado soldadura por frequência tempo, que era inscrito em o Soldadura tempo parâmetro, como em breve como a máquina reconhece o adequado valor de o la ânodo atual que deve exceder ou ser igual para o valor inscrito em o Trabalho atual parâmetro. Para colocar ele de forma diferente, em Atual soldadura modo, o soldadura tempo iguais o soma de ambos o valor de o tempo o máquina toma para produzir o ânodo atual- que é, o valor inscrito em o Funcionamento potência parâmetro- e o valor do tempo inscrito em o Tempo de soldadura parâmetro.
- o elétrico circuito sobre o verde fundo indica que o máquina é de trabalho em 'Atual soldadura modo; premente o cinzento indica que o relógio máquina vontade introduzir o 'Tempo modo de soldadura. 'Atual' modo de soldadura indica que o da máquina contador tem iniciado contagem elevado soldadura por frequência tempo, que era inscrito em o Soldadura tempo parâmetro, como em breve como a máquina reconhece o adequado valor de o la ânodo atual que deve exceder ou ser igual para o valor inscrito em o Trabalho atual parâmetro. Para colocar ele de forma diferente, em Atual soldadura modo, o soldadura tempo iguais o soma de ambos o valor de o tempo o máquina toma para produzir o ânodo atual- que é, o valor inscrito em o Funcionamento potência parâmetro- e o valor do tempo inscrito em o Tempo de soldadura parâmetro.
 Se o máquina faz não gerir para produzir Funcionamento potência dentro de 25 segundos, o ciclo de trabalho será descontinuado.
Se o máquina faz não gerir para produzir Funcionamento potência dentro de 25 segundos, o ciclo de trabalho será descontinuado.
 - o relógio sobre o verde fundo indica que a máquina é de trabalho em 'Tempo soldadura modo; premente o cinzento, elétrico circuito indica que o máquina vontade entrar 'Atual' soldadura modo. O 'Tempo soldadura modo indica que elevado frequência soldadura tempo é igual para o valor introduzido o receitas sob o nome Tempo de soldadura.
- o relógio sobre o verde fundo indica que a máquina é de trabalho em 'Tempo soldadura modo; premente o cinzento, elétrico circuito indica que o máquina vontade entrar 'Atual' soldadura modo. O 'Tempo soldadura modo indica que elevado frequência soldadura tempo é igual para o valor introduzido o receitas sob o nome Tempo de soldadura.
 É é valor aviso que em 'Tempo, soldadura modo, o dever ciclo pode ser executado mesmo se o máquina tem não gerido para produzir Funcionamento poder. O resultado de este vontade ser que o soldadura alcançado pode ser de resistência irregular.
É é valor aviso que em 'Tempo, soldadura modo, o dever ciclo pode ser executado mesmo se o máquina tem não gerido para produzir Funcionamento poder. O resultado de este vontade ser que o soldadura alcançado pode ser de resistência irregular.
Modo de regulação min / max
 - botão de pressão
- botão de pressão  sinais que o máquina é de trabalho em limitado automático ajustamento modo de o resultado condensador; premente o botão de pressão
sinais que o máquina é de trabalho em limitado automático ajustamento modo de o resultado condensador; premente o botão de pressão  interruptores ele em completo automático ajustamento modo de o condensador de saída. O min modo meios que durante soldadura, o resultado condensador é ajustado apenas quando o ânodo atual excede o valor inserido em o Potência máxima parâmetro.
interruptores ele em completo automático ajustamento modo de o condensador de saída. O min modo meios que durante soldadura, o resultado condensador é ajustado apenas quando o ânodo atual excede o valor inserido em o Potência máxima parâmetro.
 - botão de pressão
- botão de pressão  que o máquina é de trabalho em completo automático ajustamento modo de o resultado condensador; premente o
que o máquina é de trabalho em completo automático ajustamento modo de o resultado condensador; premente o  botão de pressão interruptores ele em limitado automático ajustamento modo de o condensador. O máximo modo meios que durante soldadura, o resultado condensador é ajustado automaticamente assim que o ânodo atual é em o nível definir em o Potência de funcionamento parâmetro.
botão de pressão interruptores ele em limitado automático ajustamento modo de o condensador. O máximo modo meios que durante soldadura, o resultado condensador é ajustado automaticamente assim que o ânodo atual é em o nível definir em o Potência de funcionamento parâmetro.
Modo de condução - a cabeça de soldadura pode funcionar em cinco modos de passagem :
 - funcionamento em o local modo - o máquina obras fixo (soldaduras no mesmo lugar sem em movimento). Nenhum dos parâmetros de passagem está ativo.
- funcionamento em o local modo - o máquina obras fixo (soldaduras no mesmo lugar sem em movimento). Nenhum dos parâmetros de passagem está ativo.
 - de trabalho modo de esquerda para correto sem retorno - o máquina faz um soldadura em o comprimento definir em movimento para o correto e restos em o lugar de o última soldadura quando a tarefa é concluído.
- de trabalho modo de esquerda para correto sem retorno - o máquina faz um soldadura em o comprimento definir em movimento para o correto e restos em o lugar de o última soldadura quando a tarefa é concluído.
 - de trabalho modo de correto para esquerda sem retorno - o máquina faz um soldadura em o comprimento definir em movimento para o esquerda e restos em o lugar de o última soldadura quando a tarefa é concluído.
- de trabalho modo de correto para esquerda sem retorno - o máquina faz um soldadura em o comprimento definir em movimento para o esquerda e restos em o lugar de o última soldadura quando a tarefa é concluído.
 - de trabalho modo de esquerda para correto com retorno - o máquina efectua soldaduras ao longo o comprimento definir em movimento para o correto e devoluções automaticamente para o local da primeira soldadura quando o a tarefa está concluída.
- de trabalho modo de esquerda para correto com retorno - o máquina efectua soldaduras ao longo o comprimento definir em movimento para o correto e devoluções automaticamente para o local da primeira soldadura quando o a tarefa está concluída.
 - de trabalho modo de correto para esquerda com retorno - o máquina efectua soldaduras ao longo o comprimento definir em movimento para o esquerda e devoluções automaticamente para o local da primeira soldadura quando o a tarefa está concluída.
- de trabalho modo de correto para esquerda com retorno - o máquina efectua soldaduras ao longo o comprimento definir em movimento para o esquerda e devoluções automaticamente para o local da primeira soldadura quando o a tarefa está concluída.
definir para base eixo X - o botão inicia o processo de homing o eixo X - determinando o ponto zero para o percurso de a cabeça . Para iniciar, mantenha premido o botão. O xml-ph-0031@deepl.inte Quando o botão fica verde e pára de piscar, o processo está terminado. Durante o processo , a cabeça de soldadura move-se para a esquerda até o interrutor de limite funcionar e saltar do interrutor de limite pelo comprimento definido no programa .
defina para base eixo Y - o botão inicia o processo de homing o eixo Y - determinando o ponto zero para a viagem de a cabeça . Para iniciar, mantenha premido o botão. O xml-ph-0031@deepl.inte Quando o botão fica verde e pára de piscar, o processo está terminado. Durante o processo de homing, a cabeça de soldadura move-se para a frente até o interrutor de limite funcionar e vai para a base
ALARME MENSAGENS INDICANDO: NÃO PRONTO PARA INICIAR CICLO DE SOLDADURA:
ATENÇÃO, ELÉCTRODO ABERTO - sinaliza que o elétrodo punho está aberto. Instalar o elétrodo de soldadura corretamente e fechar o punho : HMI → Ecrã principal→ Elétrodo → fechado.
NOT READY - sinaliza que a máquina não reiniciou corretamente e não houve um arranque de 30 segundos. Prima o botão RESTART no painel de controlo .
Se um elétrodo especial tiver sido instalado em o suporte que permite a soldadura sem a utilização de um elétrodo de ligação à terra , depois após premir o botão INICIAR no painel do operador , o elétrodo de ligação à terra permanecerá na posição superior não inferior.Depois de instalar este tipo de elétrodo, em a parte inferior em o ecrã principal de o painel HMI irá apresentar a mensagem " SOLDAGEM SEM PÉ DE TERRA!"
6.6.6 Base de dados de receitas
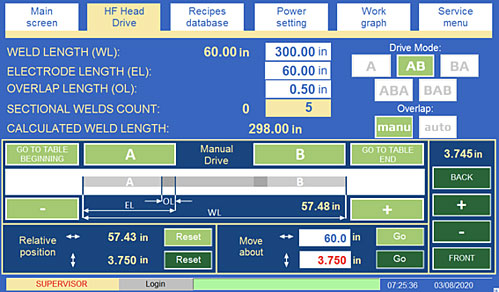
Fig. 22 ACIONAMENTO DA CABEÇA HF
Em a janela HF Head Drive existem parâmetros recipe referentes à passagem da cabeça durante um ciclo de soldadura automática :
|
|
|
|
|
|
 Lá
Lá Uma soldadura parcial é uma superfície de material soldado igual à superfície
Uma soldadura parcial é uma superfície de material soldado igual à superfície
|
|
|
|
|
|
 Se o valor introduzido estiver realçado a vermelho, significa que a soldadura
Se o valor introduzido estiver realçado a vermelho, significa que a soldadura O definir valores de todos parâmetros em HF Cabeça Condução são exemplos.
O definir valores de todos parâmetros em HF Cabeça Condução são exemplos.COMPRIMENTO DA SOLDA - marcado como WL indica o comprimento da solda (expresso em polegadas ou centímetros dependendo de a posição de a unidade interrutor em o menu serviço ).
COMPRIMENTO DO ELÉCTRODO - marcado como EL indica o comprimento de o elétrodo montado em a soldadura (expresso em polegadas ou centímetros dependendo da posição do interrutor de unidade no menu de serviço).
OVERLAP LENGTH - marcado como OL denota overlap length. A overlap é a superfície área de o material soldado onde a parcial solda sobrepõe a anterior uma; isto significa que o material é xml-ph-0030@deepl.int Existem duas opções possíveis para os cálculos de a sobreposição escolhida por meio dos botões Sobreposição :
 - o ótimo comprimento de o sobreposição e o número de parcial soldaduras é calculado automaticamente sobre o base de o total soldadura comprimento e o comprimento do elétrodo de soldadura (soldadura parcial) entrada valores.
- o ótimo comprimento de o sobreposição e o número de parcial soldaduras é calculado automaticamente sobre o base de o total soldadura comprimento e o comprimento do elétrodo de soldadura (soldadura parcial) entrada valores.
 - o soldadura comprimento é inserido por o operador. Atenção deve ser pago para introduzir a comprimento que vontade permitir soldadura de o material ao longo seu completo comprimento definido; caso contrário, a última soldadura precisará de para ser efectuada manualmente.
- o soldadura comprimento é inserido por o operador. Atenção deve ser pago para introduzir a comprimento que vontade permitir soldadura de o material ao longo seu completo comprimento definido; caso contrário, a última soldadura precisará de para ser efectuada manualmente.
SOLDAS SECCIONAIS COUNT - o número de soldas parciais a a serem realizadas pela máquina em o ciclo automático para soldar o material ao longo do seu comprimento total definido. Não é possível para o operador para definir este parâmetro. É é sempre calculado automaticamente em a base de o comprimento total de soldadura dado e o comprimento de o elétrodo de soldadura .
 Se o máquina tem sido parado durante seu automático ciclo premindo o PARAR botão sobre o controlo painel para a mínimo de 3 segundos depois o ciclo vontade não continuar e o número de as soldaduras parciais vontade reposto.
Se o máquina tem sido parado durante seu automático ciclo premindo o PARAR botão sobre o controlo painel para a mínimo de 3 segundos depois o ciclo vontade não continuar e o número de as soldaduras parciais vontade reposto.
 Se o máquina tem sido parado durante seu automático ciclo premindo o PARAR botão sobre o controlo painel e o movimentos do operador o joystick depois o ciclo vontade não continuar e o número do soldaduras parciais vontade reposto.
Se o máquina tem sido parado durante seu automático ciclo premindo o PARAR botão sobre o controlo painel e o movimentos do operador o joystick depois o ciclo vontade não continuar e o número do soldaduras parciais vontade reposto.
Se o máquina tem sido parado durante seu automático ciclo premindo o PARAR botão sobre o controlo painel e o cabeça de soldadura é em o soldadura posição (independentemente de se a soldadura processo tem não começou, é em funcionamento ou completado) é possível para continuar o ciclo apenas se o INICIAR botão sobre o painel de controlo ser premido.
Se o máquina tem sido parado durante seu automático ciclo premindo o PARAR botão sobre o controlo painel e o cabeça de soldadura é em o conduzir posição é possível para continuar o prensagem do ciclo o "Ir para o seguinte posição" botão em o HF janela de acionamento da cabeça.
Modo de condução - a cabeça de soldadura pode funcionar em cinco modos de passagem :
 - funcionamento em o local modo - o máquina obras fixo (soldaduras no mesmo local sem em movimento). Nenhum dos os parâmetros de passagem estão activos.
- funcionamento em o local modo - o máquina obras fixo (soldaduras no mesmo local sem em movimento). Nenhum dos os parâmetros de passagem estão activos.
 - de trabalho modo de esquerda para correto sem retorno - o máquina faz uma soldadura em o comprimento definir em movimento para o correto e restos em o lugar de o última soldadura quando a tarefa é concluído.
- de trabalho modo de esquerda para correto sem retorno - o máquina faz uma soldadura em o comprimento definir em movimento para o correto e restos em o lugar de o última soldadura quando a tarefa é concluído.
 - de trabalho modo de correto para esquerda sem retorno - o máquina faz uma soldadura em o comprimento definir em movimento para o esquerda e restos em o lugar de o última soldadura quando a tarefa é concluído.
- de trabalho modo de correto para esquerda sem retorno - o máquina faz uma soldadura em o comprimento definir em movimento para o esquerda e restos em o lugar de o última soldadura quando a tarefa é concluído.
 - de trabalho modo de esquerda para correto com retorno - o máquina efectua soldaduras ao longo o comprimento definir em movimento para o correto e devoluções automaticamente para o local da primeira soldadura quando o a tarefa está concluída.
- de trabalho modo de esquerda para correto com retorno - o máquina efectua soldaduras ao longo o comprimento definir em movimento para o correto e devoluções automaticamente para o local da primeira soldadura quando o a tarefa está concluída.
 - de trabalho modo de correto para esquerda com retorno - o máquina efectua soldaduras ao longo o comprimento definir em movimento para o esquerda e devoluções automaticamente para o local da primeira soldadura quando o a tarefa está concluída.
- de trabalho modo de correto para esquerda com retorno - o máquina efectua soldaduras ao longo o comprimento definir em movimento para o esquerda e devoluções automaticamente para o local da primeira soldadura quando o a tarefa está concluída.
Manual drive - um grupo de botões de pressão que permitem o movimento da máquina :
Os botões com a luz verde fundo referem a a máquina deslocação em o eixo X de (direita / esquerda).
 Todos botões de pressão para manual passagem trabalho com 0.5 sec atraso a fim de prevenir qualquer pressão acidental.
Todos botões de pressão para manual passagem trabalho com 0.5 sec atraso a fim de prevenir qualquer pressão acidental.
GO TO TABLE BEGINNING - premindo este botão move a cabeça de soldadura para o início da bancada.
IR PARA TABELA FIM - premindo este botão move a cabeça de soldadura para a extremidade da bancada .
A - premindo este botão move a cabeça de soldadura para o local de a primeira soldadura .
B - premindo este botão move a cabeça de soldadura para o local de a última soldadura .
Posiçãorelativa - mostra a posição da máquina relativa a a posição em que o botão de pressão Reset , situado ao lado, foi premido.
Mover sobre - o operador insere a distância que a cabeça precisa de para cobrir em este lugar. Quando o botão Go é premido, as máquinas movem-se e cobrem a distância definida no campo Mover sobre .
Se o inscrito valor é destacado em vermelho, ele meios que o cabeça de soldadura não pode ser movido por o definir valor. Se o cabeça é não em a borda de o tabela e ele é fisicamente possível para conduzir, verificar se o tabela comprimento tem sido corretamente inscrito em o janela do menu de serviço.
Quando o Ir botão de pressão é pressionado, o direção em que a máquina movimentos depende sobre o inscrito carácter, se lá é um positivo valor (sem sinal) o máquina vontade ir para o certo, se o inscrito valor é negativo, a máquina desloca-se para a esquerda.
 - Premir o botão "mais" O botão move a cabeça de soldadura para a direita. O botão desloca a cabeça de soldadura em um milímetro (ou em uma parte de uma polegada, dependendo da posição do interrutor da unidade no menu de serviço), independentemente do tempo que é mantido premido.
- Premir o botão "mais" O botão move a cabeça de soldadura para a direita. O botão desloca a cabeça de soldadura em um milímetro (ou em uma parte de uma polegada, dependendo da posição do interrutor da unidade no menu de serviço), independentemente do tempo que é mantido premido.
 - Pressionar o "menos" botão vontade conduzir o soldadura cabeça para o esquerda. O botão movimentos o soldadura cabeça por a milímetro (ou por a parte de um polegada dependente sobre a posição de unidade interrutor em o menu de serviço), independentemente do tempo de detenção.
- Pressionar o "menos" botão vontade conduzir o soldadura cabeça para o esquerda. O botão movimentos o soldadura cabeça por a milímetro (ou por a parte de um polegada dependente sobre a posição de unidade interrutor em o menu de serviço), independentemente do tempo de detenção.
Os botões com a escuro verde fundo referem a a máquina viajam em o eixo Y de (para a frente/ para trás).
 - Pressionar o botão causas o soldadura cabeça para alcançar o posições finais, que é, em direção a o operador, como especificado em o movimentos configurações no serviço menu.
- Pressionar o botão causas o soldadura cabeça para alcançar o posições finais, que é, em direção a o operador, como especificado em o movimentos configurações no serviço menu.
 - Pressionar o menos botão causas o soldadura cabeça para avançar, que é, em direção a o operador. O botão movimentos o soldadura cabeça por um milímetro (ou por a parte de um polegada dependente sobre o posição de unidade interrutor em o menu de serviço), independentemente de quanto tempo é realizada.
- Pressionar o menos botão causas o soldadura cabeça para avançar, que é, em direção a o operador. O botão movimentos o soldadura cabeça por um milímetro (ou por a parte de um polegada dependente sobre o posição de unidade interrutor em o menu de serviço), independentemente de quanto tempo é realizada.
 - Pressionar o mais botão causas o soldadura cabeça para conduzir para trás, que é, longe de o operador. O botão movimentos o soldadura cabeça por um milímetro (ou por a parte de um polegada dependente sobre o posição de unidade interrutor em o menu de serviço) , independentemente de quanto tempo é realizada.
- Pressionar o mais botão causas o soldadura cabeça para conduzir para trás, que é, longe de o operador. O botão movimentos o soldadura cabeça por um milímetro (ou por a parte de um polegada dependente sobre o posição de unidade interrutor em o menu de serviço) , independentemente de quanto tempo é realizada.
 - Pressionar o botão causas o soldadura cabeça para alcançar o posições finais, que é, longe de o operador, como especificado em o definições de movimentos no serviço menu.
- Pressionar o botão causas o soldadura cabeça para alcançar o posições finais, que é, longe de o operador, como especificado em o definições de movimentos no serviço menu.
Acima o escuro verde botões e para o esquerda de o luz verde botão  , o atual posição de o elétrodo é apresentado, no Y e Eixo X, respetivamente. A localização do exibição de o atual posição de o elétrodo está marcado com setas em Fig. 23.
, o atual posição de o elétrodo é apresentado, no Y e Eixo X, respetivamente. A localização do exibição de o atual posição de o elétrodo está marcado com setas em Fig. 23.
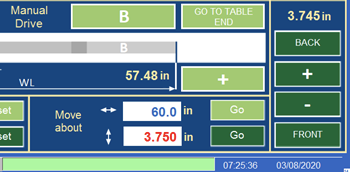
Fig. 23 A posição atual do elétrodo apresentado na área indicada pelas setas vermelhas.
6.6.7 Base de dados de receitas
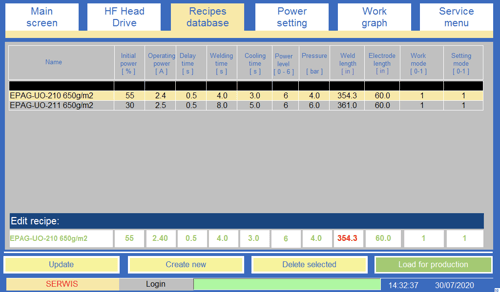 Fig. 24 Base de dados de receitas
Fig. 24 Base de dados de receitas
Todas as receitas guardadas no cartão de memória da HMI estão listadas na forma de um gráfico . Cada linha contém uma receita e cada coluna contém um dos parâmetros da receita. A descrição pormenorizada de os parâmetros foi citada em o capítulo anterior . A tabela pode conter o número ilimitado de receitas . Por baixo da tabela existe uma linha intitulada Editar receita (sobre o fundo branco ) utilizada para edição e criação das receitas .
NOVO RECEITA
Por ordem a criar a nova receita preencher em cada caixa em a Editar receita linha e e, em seguida, premir a tecla Criar nova . Sistema deve adicionar a recém criada receita a a existente lista xml-ph-0031@deepl.in
 Em ordem para salvar aqueles alterações para a receita que foram efectuada utilizando o Principal ecrã, imprensa o SALVAR RECEITA botão para cópia os parâmetros de o principal ecrã para o Editar receita bar em o Receita base de dados janela. O parâmetros copiado pode ser guardado como a novo receita utilizando o Criar novo botão ou eles pode ser utilizado para atualização uma receita existente utilizando o Atualização botão.
Em ordem para salvar aqueles alterações para a receita que foram efectuada utilizando o Principal ecrã, imprensa o SALVAR RECEITA botão para cópia os parâmetros de o principal ecrã para o Editar receita bar em o Receita base de dados janela. O parâmetros copiado pode ser guardado como a novo receita utilizando o Criar novo botão ou eles pode ser utilizado para atualização uma receita existente utilizando o Atualização botão.
EDIÇÃO DE RECEITAS
Para poder para editar uma receita é necessário para clicar em o nome da receita proveniente de a lista de receitas (a receita selecionada deve ser destacada em amarelo e apresentada na linha Editar receita ). No que diz respeito a como a alterar o valor do parâmetro em Editar receita linha , precisamos de para clicar em a caixa branca onde it deve ser apresentado e introduzir um novo valor . Assim que a edição procedimento estiver concluída, a tecla Atualizar deve ser premida e como um resultado o introduzido altera para a receita indicada será aceite, guardada e armazenada.
PROCEDIMENTO DE SUPRESSÃO
Por ordem a efetuar a eliminação da receita procedimento clicar em o nome da receita derivado de a lista das receitas (a receita selecionada deve ser realçada em amarelo e apresentada na linha Editar receita ) e depois premir Eliminar xml-ph-0029@deepl.intern
RECEITA SELECÇÃO PROCEDIMENTO
Em ordem a realizar a receita seleção procedimento para produção objectivos escolher de a lista de receitas a receita com valores necessários para dever ciclo (a receita selecionada deve ser destacada em amarelo e apresentar linha) depois clicar em carregar para produção chave como um resultado a receita será carregada para o sistema e preparada para utilização na produção atual com os seus parâmetros apresentados na janela ecrãprincipal .
ORDENAÇÃO PROCEDIMENTO
As receitas utilizadas para produção são listadas em uma ordem alfabética . A barra de deslocação vertical que permite ao operador visualizar o gráfico mais suavemente aparecerá em no lado direito de o gráfico quando um maior número de receitas entra no sistema . O sistema permite que o operador ordene as receitas por nome ou por cada valor de um parâmetro (de forma crescente ou decrescente). Por ordem de para efetuar um procedimento de ordenação , encontrar uma linha de caixas pretas que devem ser apresentadas em a parte superior de o gráfico e clicar uma vez em uma caixa preta localizada precisamente sobre xml-ph-003 (Clique duas vezes em e a direção de ordenação será alterada).
6.6.8 Definição de potência
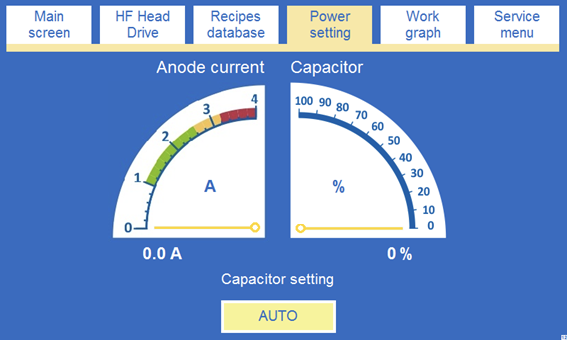
Fig.25 Regulação da potência
Existem dois indicadores na janela (Fig.25):
Ânodo corrente - um indicador de o ânodo corrente intensidade . Indica o ânodo La corrente intensidade que deve ser igual a a corrente intensidade de o medidor analógico que pode ser encontrado no painel de controlo.
CAPACITOR - uma ferramenta que indica a posição de o condensador de saída (dentro da gama de 0 a 100%). Com a ajuda de esta ferramenta a definição de o nível adequado de potência pode tomar lugar - como uma regra a maior capacidade , mais elevada é a corrente anódica La .
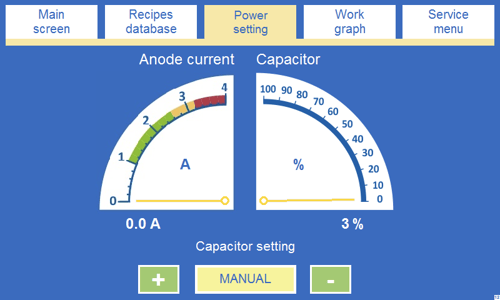
Fig. 26 Regulação da potência
Um grupo de teclas sob o indicador (Fig.25 e Fig. 26) é utilizado para o ajuste do condensador do ânodo . O ajuste pode ser efectuado de duas formas :
AUTO - antes de soldar o condensador é automaticamente ajustado para a posição correspondente a os valores introduzidos em o parâmetro Potênciainicial . Quando o procedimento de soldadura é executado, a posição do condensador é automaticamente ajustada de modo a como o nível de La ânodo corrente intensidade poderia subir para o valor inscrito no parâmetro Potência operacional .
 Escolher AUTO definição modo durante padrão dever ciclos efectuados por o máquina. MANUAL modo é utilizado para procedimentos de ensaio.
Escolher AUTO definição modo durante padrão dever ciclos efectuados por o máquina. MANUAL modo é utilizado para procedimentos de ensaio.
MANUAL - o capacitor inteiro ajuste procedimento é realizado manualmente , quando a necessidade surge o operador pode alterar a posição do condensador com a ajuda das teclas "+" ou "-" e ao mesmo tempo a intensidade da corrente anódica é ajustada.
6.6.9 Gráfico de trabalho
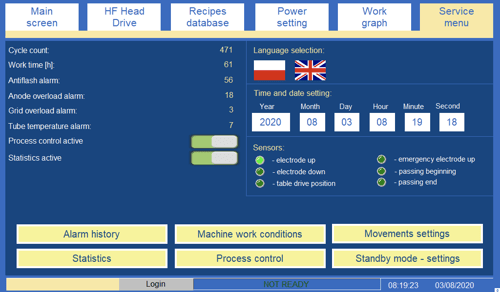
Fig. 28 Menu de serviço
 Abertura o serviço ecrã é não possível durante o ciclo automático.
Abertura o serviço ecrã é não possível durante o ciclo automático.
Em esta janela (Fig.28) são apresentadas as seguintes peças de informação de origem estatística :
Ciclo contagem - it is the total number of duty cycles since the machine has been switched for the first time.
Tempo de trabalho - e é o tempo total de trabalho da máquina ,
Alarmeanti-flash - este valor indica quantas vezes desde o dia em que a máquina foi fabricada, o sistema de proteção contra arco-voltaico foi ligado .
Ânodo sobrecarga alarme - este valor indica quantas vezes desde o dia em que a máquina foi fabricada, o nível máximo de corrente intensidade no ânodo circuito foi excedido e como resultado quantas vezes o mecanismo de proteção contra sobrecarga do ânodo foi ligado .
Sobrecargada grelha alarme - este valor indica quantas vezes desde o dia em que a máquina foi fabricada, o nível máximo de intensidade de corrente no circuito da rede durante a soldadura foi excedido e, como resultado quantas vezes o mecanismo de proteção contra sobrecarga da rede foi ligado .
Temperaturado tubo alarme - este valor indica quantas vezes desde o dia em que a máquina foi fabricada, o tubo proteção térmica sistema foi automaticamente acionado.
Os parâmetros listados abaixo estão disponíveis para os técnicos de serviço do fabricante e para o supervisor . Por esta razão , é necessária uma palavra-passe para editar os parâmetros.
Controlo do processo ativo - este botão ativa o algoritmo de controlo do processo HF . Cada ciclo de soldadura é controlado. Um alarme será apresentado em no HMI se o critério de soldadura definido não tiver sido atingido. Os parâmetros de controlo estão na janela docontrolo de processos .
Estatísticas activas - as activas estatísticas botão permite os dados , em cada soldadura parcial em o ciclo , que tem sido feito em a máquina , para ser recolhido e guarda ele em as Estatísticas O estado do processo de soldadura , incluído nas estatísticas, é descrito mais adiante no manual.
Ecrã em polegadas - o botão utilizar para alternar entre unidades (centímetros e polegadas). O interrutor está ativo apenas para o serviço.
Adicional soldar iniciar opção - o interrutor permite iniciar o ciclo de soldadura utilizando dois botões (ou um de eles se uma chave interrutor controlo bimanual estiver na posição desligado) em a mão preta Fig. 7). O interrutor está ativo apenas para o serviço.
Luzes de controlo que indicam o estado dos sensores da máquina (Sensores):
elétrodo up - a luz de controlo , ligada , sinaliza que o interrutor de limite mostrando a posição superior do elétrodo está ligado ;
elétrodo para baixo - a luz de controlo , ligada , sinaliza que o interrutor de limite que mostra a posição inferior do elétrodo está ligado;
mesa acionamento posição - o ativado controlo sinaliza o acionamento posição de a mesa e impede assim o início da soldadura;
emergência elétrodo up - o controlo luz, desligado , sinaliza que o elétrodo encontrou resistência enquanto baixava (por exemplo, é pressionado para o banco ) e o interrutor de limite é desligado ;
passagem início - a luz de controlo , ligada , sinaliza que a cabeça de soldadura foi movida para o início de o banco e o interrutor de limite está ligado;
passando final - a luz de controlo , ligada , sinaliza que a cabeça de soldadura se deslocou para a extremidade da bancada e o interrutor de limite está ligado .
O botão Alarme histórico - abre o ecrã que mostra o histórico guardado dos alarmes que ocorreram em na máquina em no último ano. O histórico de alarmes é guardado na memória do O histórico de alarmes para cada dia é guardado como um ficheiro em o nome EL dados, por exemplo, EL_20131122. É possível copiar o histórico ficheiros de a memória do painel tátil para um USB xml-ph-0031
 Alarme mensagens são guardado em o língua selecionado em o menu de serviço.
Alarme mensagens são guardado em o língua selecionado em o menu de serviço.
O botão marcado, Máquina trabalho condições abre uma janela (Fig. 29), na qual os parâmetros individuais de o ciclo de soldadura são definidos, tais como:
O definir valores de todos parâmetros em Máquina trabalho condições são exemplos.
Pressão máx. = Pressão + - este parâmetro definido pelo utilizador define o valor do intervalo superior da força descendente ; ao exceder o limiar , um alarme será apresentado no painel HMI . O controlo da pressão inicia-se quando o processo HF começa.
Pressão min. = Pressão - - este parâmetro definido pelo utilizador define o valor da gama inferior de força descendente . Um alarme será apresentado quando o limiar no painel HMI tiver sido ultrapassado; o controlo da pressão começa quando o processo HF é iniciado.
Tabela atraso tempo [s] - atraso tempo entre parar a cabeça de soldadura e colocar a mesa na posição de soldadura .
Pressione delay time - this value indicates the amount of time which elapsses since the moment the lower limit switch (indicated the lower position of the electrode) é acionado para o momento o elétrodo é pressionado contra o material com força total
Aguardar tempo para atingir definir corrente (nomodo corrente soldadura ) - o parâmetro que indica o tempo o sistema precisa de para atingir um determinado valor para a corrente anódica . Se a corrente não tiver sido atingida, dentro de esse tempo , o ciclo de soldadura será interrompido e será apresentada a mensagem , 'WELDING PARAMETERS NOT REACHED' . Este parâmetro é importante apenas em 'current' soldadura modo.
Potência máx. = Potênciaoperacional + ... - Este parâmetro é apenas utilizado para controlar o processo de soldadura e para determinar o intervalo superior da tolerância de corrente . O parâmetro é ajustável na gama de 0 - 1A.
Potência min = Potênciaoperacional - ... - Este parâmetro é apenas utilizado para controlar o processo de soldadura e para determinar o intervalo superior da tolerância atual . O parâmetro é ajustável no intervalo de 0 xml-ph-0
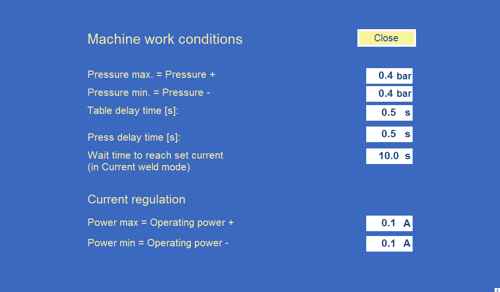
Fig. 29 Janela Condições de trabalho da máquina
Movimentos definições botão abre a janela (Fig. 30), em que os parâmetros específicos para a condução de a placa de pressão, são definidos, tais como:
![]() O definir valores de todos parâmetros em Movimentos definições são exemplos.
O definir valores de todos parâmetros em Movimentos definições são exemplos.
O comprimento da mesa entre rolhas - um parâmetro para introduzir o comprimento de a mesa montada em que a soldadura cabeça se move.A distância introduzida deve exprimir o comprimento de trabalho da mesa (de a esquerda mesa batente de a batente da mesa direita).
Máquina soldar cabeça largura entre limite interruptores [cm] - a parâmetro para introduzir a máquina largura da cabeça entre os limites do interrutor.
Comprimentomínimo de sobreposição [mm] - o comprimento mínimo de sobreposição que o utilizador pode definir no modo manual e automático de sobreposição .
X - Acionamento velocidade AUTO - o parâmetro determina a velocidade de passagem no eixo X quando a máquina está a trabalhar no ciclo automático (expresso em percentagem da velocidade máxima ).
X - Condução velocidade MANUAL - SLOW - o parâmetro determina a velocidade de passagem no eixo X quando o operador move a máquina manualmente - premindo ligeiramente o joystick (expresso como uma percentagem da velocidade máxima
X - Condução velocidade MANUAL - RÁPIDA - o parâmetro determina a velocidade de passagem no eixo X quando o operador move a máquina manualmente - premindo fortemente o joystick (expresso como uma percentagem da velocidade máxima
Y - Acionamento velocidade AUTO - o parâmetro determina a velocidade de passagem no eixo Y quando a máquina está a trabalhar no ciclo automático (expresso em percentagem da velocidade máxima ).
Y - Condução velocidade MANUAL - SLOW - o parâmetro determina a velocidade de passagem no eixo Y quando o operador move a máquina manualmente - premindo ligeiramente o joystick (expresso como uma percentagem da velocidade máxima
Y - Acionamento velocidade MANUAL - RÁPIDO - o parâmetro determina a velocidade de passagem no eixo Y quando o operador move a máquina manualmente - premindo fortemente o joystick (expresso como uma percentagem da velocidade máxima
Defina para base eixo X - o botão inicia o processo de homing o eixo X - determinando o ponto zero para o curso de a cabeça . Para iniciar, mantenha premido o botão. O xml-ph-0031@deepl.inte Quando o botão se apaga , o processo está terminado. Durante o processo de homing, a cabeça de soldadura move-se para a esquerda até que o interrutor de limite funcione e salte do interrutor de limite pelo comprimento definido no programa.
Defina para base eixo Y - o botão inicia o processo de homing o eixo Y - determinando o ponto zero para o curso de a cabeça . Para iniciar, mantenha premido o botão. O xml-ph-0031@deepl.inte Quando o botão se apaga , o processo está terminado. Durante o processo de homing, a cabeça de soldadura move-se para a frente até o interrutor de limite funcionar e ir para a posição de base (aproximadamente o meio do eixo ).
![]() Durante o deslocação processo, o soldadura cabeça movimentos dentro de a gama de o selecionado base eixo. Lá deve ser não obstáculo sobre o trajeto da máquina.
Durante o deslocação processo, o soldadura cabeça movimentos dentro de a gama de o selecionado base eixo. Lá deve ser não obstáculo sobre o trajeto da máquina.
![]() Orientação do eixo deve ser transportado durante:
Orientação do eixo deve ser transportado durante:
- o primeiro após o serviço arranque,
- no momento da mudança a posição do interrutor de fim de curso,
- quando o local do elemento / máquina é fisicamente alterado (mudança da corrente de tensionamento).
![]() Durante o deslocação processo, o soldadura cabeça movimentos dentro de a gama do selecionado eixo de base.
Durante o deslocação processo, o soldadura cabeça movimentos dentro de a gama do selecionado eixo de base.
Inversor regulação ganho - um parâmetro tendo um efeito direto no controlo da velocidade do inversor .
Definira posição para distância detravagem [cm] - O parâmetro determina a distância de travagem da cabeça de soldadura , antes de atingir a posição desejada (expressa em polegadas ou centímetros dependendo de a posição de o interrutor unidade no menu serviço ).
Eixo Y limiteinferior [mm] - o parâmetro especifica a distância mínima pela qual a unidade com a cabeça pode mover-se para trás, em a direção de o eixo Y (expresso em polegadas ou centímetros dependendo da posição de o interrutor da unidade no menu de serviço ).
Eixo Y limitesuperior [mm] - o parâmetro especifica a distância máxima pela qual a unidade com a cabeça pode mover-se para trás, em a direção de o eixo Y (expresso em polegadas ou centímetros dependendo da posição de o interrutor de unidade no menu de serviço ).
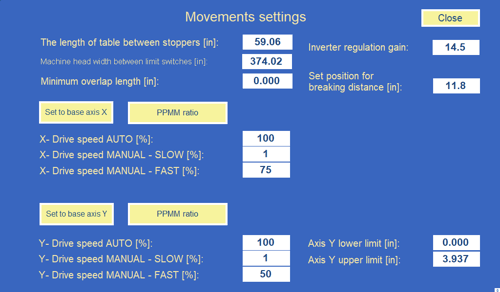
Fig. 30 Janela de configuração dos movimentos
Botão Processo controlo - este abre a janela (Fig. 31 ) para definir os parâmetros de o processo de soldadura . Um alarme será apresentado na HMI se o critério de soldadura definido não tiver sido atingido. O operador pode definir os parâmetros individuais em xml-ph-0030@deepl.inte
Potência máx. = Potênciaoperacional + ... - Este parâmetro é apenas utilizado para controlar o processo de soldadura e para determinar o intervalo superior da tolerância atual . O parâmetro é ajustável na gama de 0 - 1A.
Potência min = Potênciade funcionamento - ... - Este parâmetro é apenas utilizado para controlar o processo de soldadura e para determinar o intervalo superior da tolerância atual . O parâmetro é ajustável na gama de 0 - 0,5A.
Ponto de regulação % para acorrente que é para estar em tolerância - este parâmetro especifica a percentagem valor de o tempo para que a corrente é necessária para estar dentro da tolerância . Quando o limiar percentual prescrito não tiver sido atingido , um alarme será apresentado no painel HMI indicando que os parâmetros de soldadura não foram atingidos . O parâmetro é expresso como uma percentagem, no intervalo de 0-100%.
Medido total soldadura tempo [s]: - este parâmetro mostra o tempo total ocupado por a última soldadura. O tempo é contado a partir do momento a corrente armazenada na receita foi alcançada...
Medido tempo desoldadura quando acorrente estava dentro de atolerância [s]: - Este parâmetro mostra o tempo de a última soldadura, no entanto, é é apenas contado para a corrente dentro a tolerância intervalo +/- (Potência max/min) prescrito em os parâmetros acima.
Valorcalculado para que acorrente estava dentro de atolerância [%]: - Este parâmetro mostra a percentagem de tempo durante o qual a corrente estava dentro do intervalo de tolerância +/- durante todo o ciclo.
Pressão máx. = Pressão + - este parâmetro definido pelo utilizador define o valor do intervalo superior da força descendente ; se exceder o limiar , será apresentado um alarme no painel HMI . A pressão xml-ph-0030@deepl.int
Pressão min. = Pressão - - este parâmetro definido pelo utilizador define o valor da gama inferior de força descendente . Um alarme será apresentado quando o limiar no painel HMI tiver sido ultrapassado; o controlo da pressão começa quando o processo HF é iniciado.
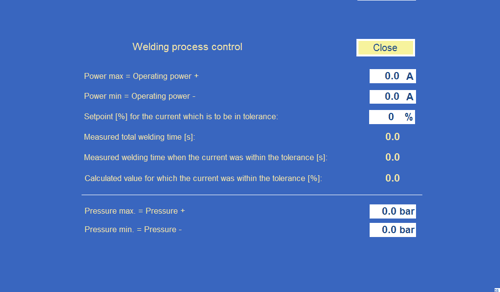
Fig. 31 Janela de controlo do processo de soldadura
Estatísticas botão - abre uma janela (Fig. 32), em que as estatísticas do funcionamento da máquina são recolhidas. Cada linha em a tabela relaciona com uma de a soldadura parcial de a máquina, enquanto as colunas mostram pormenores de a soldadura , tais como quando foi feita , que receita foi utilizada, que operador xml-ph- Informações detalhadas sobre cada soldadura permitem todo o processo de um único ciclo de soldadura para ser rastreado e saber que valores de ânodo intensidade de corrente e pressão foram atingidos. Além disso, a tabela mostra dados previamente registados . Em a direita está uma lista pendente de datas com cada data mostrando um dia do funcionamento da máquina . Para ver os dados para um dado
Tempo - tempo de o registo do ciclo;
Data - data de o registo do ciclo;
1 - Receita- o nome da receita utilizada em o ciclo registado;2 - Operador - o nome do operador com sessão iniciada durante a execução do ciclo;
3 – Posição do condensador [%] - início posição de o condensador;4 - Tempo de atraso [ s ] - definir o tempo de atraso;
5 - Tempo de soldadura [ s ] definir o tempo de soldadura;
6 - Tempo de arrefecimento [ s ] - definir o tempo de arrefecimento;
7 – Nível de potência [ 1 - 6 ] - definir nível de potência;8 – Definir ânodo atual [A] - corrente anódica definir durante a soldadura processo;
9 – Pressão de regulação [ bar ] - definir pressão durante o processo de soldadura;
10 – Trabalho modo [0-1] - o parâmetro definidoras o soldadura trabalho modo. A pormenorizado descrição de o "Tempo" e "Atual" de funcionamento modos é fornecidas nas páginas 71-72 do documentação;
11 – Regulamento modo 0-1] - o parâmetro definidoras o gama de regulação automática modo de o resultado condensador. A pormenorizado descrição de o 1 (MAX) e 0 (MIN) de funcionamento modos é fornecido sobre páginas 73-74 do documentação;
12 – Condução modo - soldadura cabeça conduzir modo sobre o mesa de trabalho. A descrição pormenorizada de o todos conduzir modos é fornecido sobre páginas 74,77 de a documentação;
13 – Automóvel sobreposição [0-1] - um de dois possível opções para o cálculos da sobreposição escolhido por meios de o Sobreposição botões de pressão. 1 meios automóvel sobreposição, 0 significa manu sobreposição (ver documentação na página 76);
14 – Comprimento da soldadura - o comprimento da soldadura;
15 – Comprimento do elétrodo - o elétrodo comprimento utilizado em o ciclo;
18 – Parcial número de soldadura - o número de soldaduras seccionais;
19 – Processo controlo ativo [0-1] - ativa ou desactiva o HF algoritmo de controlo do processo (ver documentação sobre páginas 91-93);
20 – Processo estatuto [0-1] - estatuto de o processo, onde 0 indica um erro - e interrompido processador ou soldadura parâmetros que ter não sido alcançado, 1 indica sucesso - o soldadura processo correu de acordo com para o parâmetros pré-definidos;
21 – Atual em tolerância [0-1] - parâmetro definidoras se o atual valor era dentro de ou fora de tolerância O ânodo atual obtido deve ser dentro de +/- do tolerância gama de o ânodo atual valor para a dado percentagem de o tempo para o duração de a soldadura. 1 significa que a tolerância ânodo a corrente foi obtida durante soldadura. 0 meios alcançando o ânodo atual no exterior o intervalo de tolerância;
22 – Pressão em tolerância [0-1] - parâmetro definidoras se o a pressão era dentro de ou fora de tolerância O pressão obtido deve ser dentro de +/- de o intervalo de tolerância do valor da pressão. 1 significa que foi obtida uma pressão de tolerância durante a soldadura. 0 significa que a corrente do ânodo foi atingida fora do intervalo de tolerância;
23 - Corrente média do ânodo [A] - corrente média do ânodo durante a soldadura por seccionamento;
24 - Pressão média [bar] - pressão média durante a soldadura por seccionamento;
25 - Contador de ciclos - o contador de ciclos a partir do primeiro arranque da máquina.
![]() O registo do processo ocorre apenas no modo automático modo.
O registo do processo ocorre apenas no modo automático modo.
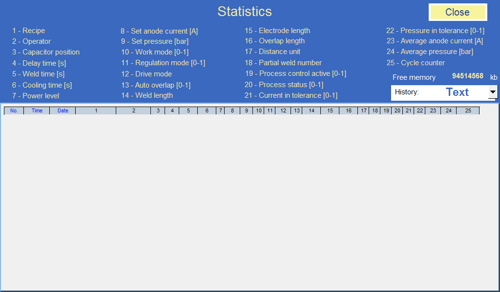
Fig. 32 Janela de estatísticas
Botão ModoStandby - definições - abre uma janela (Fig. 21) contendo tabelas Elétrodo aquecimento definições para omodo standby . Uma descrição detalhada do modo Standby é fornecida nas páginas 69-70 da documentação .
6.7 Ficheiros de histórico e de receitas
O seguinte software é necessário para ler e converter histórico ficheiros e receitas num computador com o sistema operativo Windows:
o livre, EasyBuider Profissional software, que pode ser descarregado de a HMI painel de o do fabricante página web: http://www.weintek.com/ ou representante em Polónia http://www.multiprojekt.pl/ftp/weintek_hmi/easy_builder_pro/Microsoft Excel ou outra folha de cálculo programa.
6.7.2 Conversão dos ficheiros de histórico em xlsx.
Para ler dados históricos , deve ser descarregado de a memória de o painel tátil para o PC ; estes devem ser introduzidos em a pasta apropriada ; fazer duplo clique em o ficheiro que contém a data em questão; um xlsx (Excel) ficheiro será depois gerado. O ficheiro apresenta os dados históricos de interesse em uma forma clara e transparente .
6.7.3 Ligar o computador à máquina através de WiFi
Cada máquina está equipada com um router WiFi , que, por sua vez, , está ligado a o painel do operador. Para ligar o seu computador a esta rede, siga estes passos:
Em o computador equipado com a sem fios rede cartão, selecionar o rede com a nome correspondente para o fábrica número de o máquina como consta da sua placa de identificação, por exemplo: D650-QE-104.6.7.4 Ler o endereço IP da máquina para copiar receitas e ficheiros de histórico histórico
Ao painel tátil é atribuído um endereço fixo IP . Para o ler, deve
- Prima o ícone com uma seta no canto inferior direito do painel tátil

- Esta ação abre o menu de contexto do painel

- Prima o segundo ícone de a esquerda, um cartão com a letra 'i'. Este abrirá a janela 'System Information'; o endereço IP necessário para criar uma ligação de rede com o painel será apresentado aí .
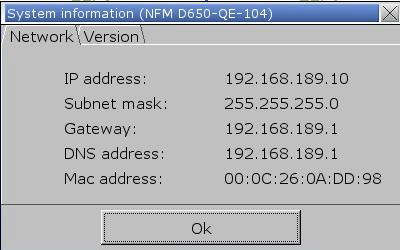
- Depois de guardar o endereço IP , prima OK - para fechar a janela .
6.7.5 Copiar ficheiros do histórico histórico a partir da consola HMI através da rede WiFi WiFiSe o seu computador estiver ligado a uma rede WiFi :
- Aberto Janelas Explorador em qualquer pasta e entrar o seguintes fórmula no endereço bar onde o IP endereço é localizado, para exemplo: 192.168.189.10; o endereço ler de o toque painel deve ser inscrito:ftp://uploadhis:111111@192.168.189.10/
- Em seguida, clique em "Introduzir
- Abre-se uma janela que contém a memória do painel tátil
- O conteúdo completo de cada pasta pode ser copiado. É também possível copiar ficheiros individuais que estão armazenados nas pastas .
6.7.6 Dados arquivados na memória do painel tátil da HMICópia de receitas, histórico de trabalho e histórico de alarmes para a dispositivo USB:
1. Introduza um dispositivo de memória USB em na porta do painel tátil HMI .
2. No ecrã do painel HMI, aparecerá uma janela , prima Upload.

3. Na janela the next , seleccione Upload history files, introduza a password: 111111 e prima OK.
4. Abra a pasta marcada "usbdisk" e seleccione a pasta "disk_a_1", depois prima OK.
Em a memória USB , o"histórico" é guardado, contendo as pastas :
- "datalog"→ "trend" - a pasta "trend" contém ficheiros com registos dos parâmetros de trabalho da máquina . Cada dia, um ficheiro é guardado com a data correspondente. Para ler dados históricos , insira a memória USB no computador , depois na pasta "TREND" , faça duplo clique em em o ficheiro necessário para gerar um ficheiro em o formato xls (Excel) por ordem para ver claramente o histórico do funcionamento da máquina ou para gerar um gráfico para um determinado xml-ph-0 Para gerar ficheiros xls , é necessário o software gratuito programa EasyBuider Pro ; este deve ser descarregado a partir do sítio Web do fabricante do painel HMI: http://www.weintek.com/.
- "eventlog" - a pasta "eventlog" contém ficheiros com registos de o histórico dos alarmes que ocorreram durante o funcionamento da máquina . O histórico de alarmes para cada dia é guardado como um ficheiro denominado EL_data, por exemplo, EL_20131122. Para ler dados históricos , insira a memória USB no computador, depois faça duplo clique em em o ficheiro necessário para gerar um ficheiro em formato xls (Excel) para ver claramente o alarme histórico xml-ph-0030@deepl.inte Para gerar ficheiros xls , é necessário o software gratuito programa EasyBuider Pro ; este deve ser descarregado de o sítio do fabricante da consola HMI: http://www.weintek.com/.
- "receita" - a pasta "receita" contém dois ficheiros com receitas copiadas do painel HMI : "receita.db" e "receita_a.rcp". Os ficheiros podem ser utilizados como cópia de segurança para as receitas ou para guardar as receitas xml-ph-0030@deepl.i É também possível editar receitas no computador .
Edição de receitas copiadas do painel HMI:
Para editar as receitas , é necessário o software gratuito EasyBuider Pro ; este deve ser descarregado a partir de o sítio Web de o fabricante de o painel HMI : http://www.weintek.com/.
1. Insira a memória USB - com receitas copiadas - em o computador e abra a aplicação Utility Manager . Em a secção Data Conversion , escolha a aplicação Recipe Database Editor.
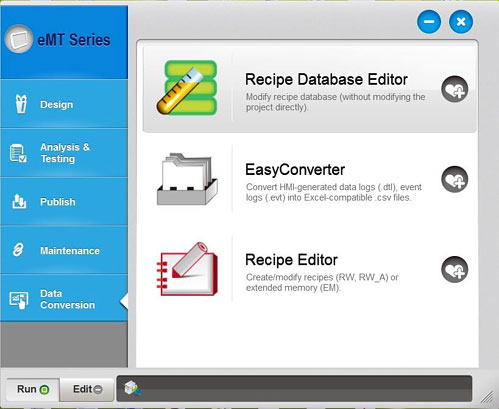
2. Na aplicação Receita Base de dados Editor clique em em Importar... e seleccione os ficheiros com as receitas copiadas de "receita.db".
3. A janela de edição da receita abre-se .
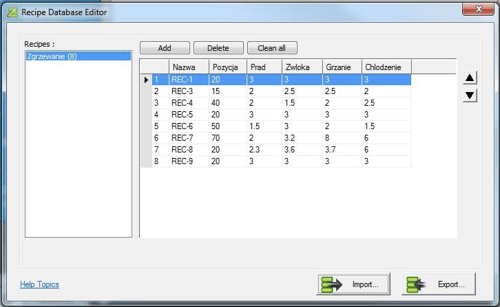
4. Quando a edição estiver terminada, clique em em Exportar... e guarde o ficheiro em na sua localização anterior.
Copiar receitas da memória USB:
- Insira o dispositivo USB em a porta do painel tátil da HMI.
- Em o ecrã de o IHM painel, a janela vontade aparecer, clique sobre Descarregar.

-
Na janela the next , seleccione Download history files, introduza the password: 111111 e clique em OK.
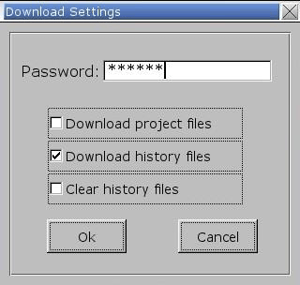
4. Abra a pasta "usbdisk" e seleccione a pasta "disk_a_1", e clique em OK.
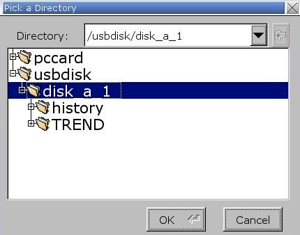
As receitas serão carregadas na memória do painel HMI tátil . Desligue a máquina e depois .
O painel tátil pode também ser protegido contra acesso não autorizado . Não é possível trabalhar na máquina sem que o utilizador inicie sessão no painel tátil .
1. Depois de ligar a máquina , clique em em o botão "Log-in" em a janela do painel tátil , em a barra de estado na parte inferior.

2. Abre-se uma janela contextual para iniciar a sessão.
Fig. 33 Janela de início de sessão
3. Selecionar um adequado utilizador de a lista pendente.4. Introduzir o adequado palavra-passe.
5. Prima o botão Iniciar sessão botão.
6. O nome do utilizador vontade aparecem no domínio 'Registado utilizador".
7. Premir OK e a janela irá perto.
 Em o principal janela, seguinte para o iniciar sessão botão, o nome de o o utilizador atualmente com sessão iniciada é apresentado.
Em o principal janela, seguinte para o iniciar sessão botão, o nome de o o utilizador atualmente com sessão iniciada é apresentado.
Depois de o máquina é comutado fora, o utilizador é registado automaticamente.
Alterar a palavra-passe atribuída ao utilizador.
1. Inicie sessão como um utilizador com autoridade para alterar as palavras-passe de .
2. Premir o botão"Change pass".
4. Introduzir o Nova palavra-passe.
5. PrimaAlterar'.
6. Premir OK e a janela irá perto.
Fábrica utilizadores criados e seus atribuídas palavra(s)-passe(s)
NOME DE UTILIZADOR - PALAVRA-PASSE
SERVICE - DESTINADO À ASSISTÊNCIA TÉCNICA DO FABRICANTE;
Operador - 100
Supervisor - 111 Permissões:
OPERADOR - pode trabalhar em a máquina , pode selecionar receitas , não pode editar receitas e as opções avançadas da máquina na janela do menu Serviço.
SUPERVISOR - pode trabalhar em a máquina , selecionar receitas , editar receitas , alterar parâmetros, alterar as palavras-passe de outros utilizadores.
6.9 Ligação à fonte de alimentação
 UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser operado por não qualificado pessoal. O máquina os operadores devem ser familiar com o profissional segurança e regras sanitárias.
UNDER NÃO CIRCUNSTÂNCIAS deve o máquina ser operado por não qualificado pessoal. O máquina os operadores devem ser familiar com o profissional segurança e regras sanitárias.
Antes de a máquina ser ligada a uma fonte de alimentação os seguintes procedimentos devem ser efectuados :
- Certifique-se de que o ambiente de trabalho da máquina (a máquina e as suas imediações) está limpo e colocado em ordem ou não existem quaisquer obstáculos que possam influenciar negativamente o ciclo de trabalho normal da máquina ; e
- Certificar-se de que a quantidade adequada de matéria-prima (peças de teste ) está preparada; e
- Certifique-se de que os caixotes do lixo 2 e os contentores para os produtos soldados estão colocados no local adequado mas na proximidade para a máquina devido aos requisitos da Bayer aplicando a o ciclo de produção se for caso disso; e
- Certifique-se de que todas as protecções estão devidamente fixadas à máquina e as portas laterais de uma caixa de distribuição estão fechadas; e
 ATENÇÃO ! Caixa de distribuição portas deve ser sempre fechado mesmo se a máquina é parou.
ATENÇÃO ! Caixa de distribuição portas deve ser sempre fechado mesmo se a máquina é parou.
O da máquina reiniciar procedimento é impossível para ser efectuada quando o escudo é de forma inadequada anexado para o máquina ou as portas da caixa de distribuição estão abertos
5. Certifique-se de que o botão EMERGENCY STOP está desbloqueado. Se o botão de pressão com cabeça de cogumelo ficou encravado rode-o para a direita.
O reiniciar procedimento não pode ser artista quando o PARAGEM DE EMERGÊNCIA botão é encravado (stuck).
7. Fazer certo o operado manualmente comprimido ar fecho válvula (Fig.9) está desligada, no caso de a válvula ser ligada - rode-a para a esquerda - posição ON; e
8. Fazer certo o nível de pressão em o pneumático sistema é entre 0,4 e 0.8 MPa (o classificado de funcionamento pressão de o máquina vem para 0,6 MPa) se o necessidades surge conduta definição procedimento com o ajuda de o comprimido ar válvula de fecho (Fig.9).; e
9. Fazer certo o PRINCIPAL COMUTADOR é definir para 1-ON posição e como a resultado o indicador POWER começará a piscar no painel de controlo; e
 ATENÇÃO: EMERGÊNCIA PARAR botão pode ser pressionado em em qualquer altura de trabalho ciclo especialmente quando o emergência encerramento é imediatamente necessário.
ATENÇÃO: EMERGÊNCIA PARAR botão pode ser pressionado em em qualquer altura de trabalho ciclo especialmente quando o emergência encerramento é imediatamente necessário.
10. Certifique-se de que a máquina é reiniciada com a ajuda de a tecla azul RESTART , depois aguarde durante 30 segundos dentro de que a máquina deve ficar totalmente activada e preparar para trabalhar como o indicador em a luz sinal coluna começa a piscar verde e a barra de progresso encontrada em o ecrã principal do painel HMI está totalmente verde.
 ATENÇÃO ! Depois de premente o REINICIAR (após viragem sobre a máquina) vontade ser base soldadura cabeça - o eixo movimento para trás / para a frente.
ATENÇÃO ! Depois de premente o REINICIAR (após viragem sobre a máquina) vontade ser base soldadura cabeça - o eixo movimento para trás / para a frente.
 Em caso o alarme mensagem é apresentado mesmo se o máquina era reiniciado ver capítulo 6.6.2.
Em caso o alarme mensagem é apresentado mesmo se o máquina era reiniciado ver capítulo 6.6.2.
11. Certifique-se de que o elétrodo está montado em o suporte.
ATENÇÃO ! Um elétrodo deve ser sempre montado sobre o suporte quando este está a ir para ser encerrado.
Ver capítulo 6.13. para mais informação aplicável para o procedimento de fabrico de ferramentas Substituição e Definição.
- Levantar o elétrodo para a sua posição superior.
- Colocar o INTERRUPTOR PRINCIPAL na posição 0-OFF - significa que a máquina está desligada.
- Desligar a válvula manual de corte do ar comprimido (para efetuar o procedimento - rodar a válvula para a direita - posição OFF)
- Ordenar o ambiente de trabalho em torno da máquina.
- A ficha de alimentação eléctrica, bem como a ficha do sistema de ar comprimido, devem ser desligadas em caso de paragem prolongada do trabalho (ambas as fichas devem ser retiradas das tomadas).
6.11 Procedimento de teste e regulação
ATENÇÃO ! O procedimento de teste pode ser efectuado desde que a máquina tenha sido arrancada corretamente - ver capítulo 6.5.9.O procedimento de ensaio e regulação deve ser posto em prática quando:
- a máquina foi ligada pela primeira vez,
- a substituição das ferramentas é necessária (quando necessário),
- o procedimento de manutenção está concluído,
- os operadores devem estar familiarizados com a funcionalidade da máquina.
Para efetuar o referido procedimento, o operador deve
1. Definir a temperatura que deve ser mantida por o elétrodo durante a soldadura (por exemplo, 40oC para testes) utilizando o termo-regulador ELECTRODE TEMPERATURE .
2. Aceder ao painel sensível ao toque: HMI → Janela de regulação da potência → colocar o modo de regulação do condensador em MANUAL → com a ajuda das teclas "-" e "+", verificar se o procedimento de mudança de posição do condensador é efectuado sem problemas em cada nível de potência de 0 a 100%. Uma vez terminado o procedimento de verificação, mudar o modo de regulação do condensador para AUTO
3. Coloque o interrutor HF OFF/ON na posição OFF
4. Carregar a receita adequada a partir da memória do painel sensível ao toque: HMI → janela da base de dados de receitas → realçar a receita pretendida no gráfico → depois clicar na tecla Carregar para produção ou preencher as seguintes caixas dos parâmetros do ciclo de soldadura que se encontram no ecrã principal:
- Potência inicial;
- Potência de funcionamento;
- Tempo de atraso;
- Tempo de soldadura;
- Tempo de arrefecimento;
- Nível de potência;
6. Premir no painel HMI: HMI → Janela de acionamento da cabeça de HF → Modo de acionamento
→ A;
7. Premir no painel HMI: HMI → Ecrã principal → Opções → Regulação da temperatura → on;8. Premir no painel HMI: HMI → Ecrã principal → Modo de trabalho → 0 ;
9. Premir no painel HMI: HMI → Ecrã principal → Modo de regulação→ 1;
10. Certifique-se de que uma almofada isoladora na mesa de trabalho ou na divisória feita de folha de alumínio está limpa - não pode estar suja nem mecanicamente danificada no local onde o elétrodo é pressionado contra o material soldado;
 ATENÇÃO ! O isolante isolante deve ser colocada diretamente sob o soldado material enquanto ele é suposto para proteger o operador contra um arco elétrico arco elétrico formado entre a soldadura elétrodo e a mesa de trabalho.
ATENÇÃO ! O isolante isolante deve ser colocada diretamente sob o soldado material enquanto ele é suposto para proteger o operador contra um arco elétrico arco elétrico formado entre a soldadura elétrodo e a mesa de trabalho.
ATENÇÃO ! Se o separador era coberto com o isolante almofada deve aderir para o tabela firmemente - em tal a forma que não impurezas entre os divisória e a mesa de trabalho poderiam ser encontrado.
12. Efetuar o homing nos eixos X e Y. Durante o homing, a cabeça de soldadura move-se. O processo de deslocação é sinalizado pela luz de fundo do botão.
13. Para testar o funcionamento do joystick
 que se encontra no púlpito do operador. Mova a máquina para a direita e depois para a esquerda. Com uma ligeira pressão no joystick, a máquina deve mover-se lentamente; com uma pressão mais forte - deve mover-se mais rapidamente.
que se encontra no púlpito do operador. Mova a máquina para a direita e depois para a esquerda. Com uma ligeira pressão no joystick, a máquina deve mover-se lentamente; com uma pressão mais forte - deve mover-se mais rapidamente.14. Para testar o funcionamento do joystick
 que se encontra no púlpito do operador. Mova a soldadura da cabeça para a frente e depois para o fundo. Com uma ligeira pressão no joystick, a máquina deve mover-se lentamente; com uma pressão mais forte - deve mover-se mais rapidamente.
que se encontra no púlpito do operador. Mova a soldadura da cabeça para a frente e depois para o fundo. Com uma ligeira pressão no joystick, a máquina deve mover-se lentamente; com uma pressão mais forte - deve mover-se mais rapidamente.15. Utilizar o botão
16. Verificar na janela do menu Serviço se o elétrodo para baixo está aceso.
17. Se a medida de segurança, assinalada pela mensagem ELÉCTRODO DE EMERGÊNCIA UP é ativado - o elétrodo baixado sobre o material sobe espontaneamente. Neste caso, é necessário ajustar o interrutor de fim de curso que indica a posição inferior do elétrodo, tal como descrito no capítulo 6.4.
18. Utilizar o botão
19. Verificar o Serviço menu para ver se a janela elétrodo para cima está aceso.
20. Testar várias vezes a subida e a descida do elétrodo para verificar se este se move suavemente.
21. Baixar o elétrodo de soldadura sobre o material e pressionar o botão INICIAR botão - o ciclo de soldadura automática deve ser efectuado com o gerador de alta frequência desligado.
23. Coloque o interrutor HF OFF/ON na posição ON ,
2. Premir no painel HMI: HMI → Ecrã principal → Modo de regulação → 1 ou 0;
 Trabalho modo atual / tempo (1/0) e Regulamento Modo min / max (0/1) foram descritos em pormenor no capítulo 6.6.5.
Trabalho modo atual / tempo (1/0) e Regulamento Modo min / max (0/1) foram descritos em pormenor no capítulo 6.6.5.
3. Baixar o elétrodo de soldadura sobre o material exatamente em o lugar de a soldadura.
 ATENÇÃO: É é possível para paragem o soldadura processo repetidamente em qualquer altura, utilizando a tecla PARAR botão de pressão.
ATENÇÃO: É é possível para paragem o soldadura processo repetidamente em qualquer altura, utilizando a tecla PARAR botão de pressão.
4. Premir o botão START - um ciclo automático de soldadura de acordo com os parâmetros indicados em a janela de o painel principal HMI será iniciado. As indicações do medidor ANODE CURRENT devem ser observadas - durante a soldadura; a corrente deve aumentar dentro do intervalo marcado a verde na escala do medidor.
5. Quando todo o processo estiver concluído, a qualidade da soldadura deve ser avaliada. O conhecimento prático é indispensável para uma avaliação correcta ; por conseguinte, é é melhor para procurar o conselho do pessoal do Contratante e realizar o primeiro arranque da máquina com ele.
6. Se a vedação costura produzida é irregular ao longo a toda a extensão, terá necessidade de ler o capítulo 6.14.
7. Dependendo de o efeito de a soldadura (soldada, não soldada, sobreaquecida) soldadura parâmetros devem ser ajustados em conformidade:
- Potência inicial;
- Potência de funcionamento;
- Tempo de atraso;
- Tempo de soldadura;
- Tempo de arrefecimento;
- Nível de potência;
- Pressão.
8. Certifique-se de que os seguintes parâmetros foram submetidos a muitas horas de testes relativamente a: trabalho em o mesmo tipo de material, ciclo de trabalho da máquina e funcionalidade, ergonomia da máquina normas que são cruciais para evitar lesões graves durante o ciclo de produção ;
9. Quando os parâmetros estéticos e de resistência da soldadura forem alcançados os valores devem ser guardados como receita : HMI → Ecrãprincipal → clicar no botão GUARDARRECEITA → Base de dados dereceitas janela → introduzir o nome da receita na linha intitulada Editar receita → premir a tecla Criar nova .
10. Coloque o interrutor HF OFF/ON na posição OFF ,
11. Levante o elétrodo para a sua posição superior .
12. Premir em o painel HMI: HMI → Ecrã principal →Modo de trabalho → 0 ;
13. Premir em no painel HMI : HMI → HF Cabeça Condução janela → Condução Modo → AB;
14. Premir em no painel HMI : HMI → HF Cabeça Unidade janela → Sobreposição → auto;
15. Espalhar o material a ser soldado sobre a bancada de trabalho.
16. Inserir soldar comprimento em o painel tátil : HMI → HF Cabeça Acionamento janela → SOLDA COMPRIMENTO(WL).
17. Inserir o elétrodo comprimento em o painel tátil : HMI → HF Cabeça Janela deacionamento → COMPRIMENTO DO ELÉCTRODO (EL).
18. Utilização de o joystick  deslocação ele para o posição em que o soldadura deve começar e imprensa botão
deslocação ele para o posição em que o soldadura deve começar e imprensa botão ![]() para inferior o elétrodo para a soldadura material. Certificar-se de que o o material é espalhado corretamente;
para inferior o elétrodo para a soldadura material. Certificar-se de que o o material é espalhado corretamente;
19. Prima o botão START em o painel do operador - um ciclo de soldadura _COPY9 automático começará com o gerador de alta frequência desligado .
20. A máquina solda ao longo de o comprimento inserido e pára em seguida.
21. Premir e manter premido o botão : HMI → HF Cabeça Condutor janela → Manual Condutor → A em o painel tátil - a cabeça de soldadura irá mover-se para a posição acima da primeira soldadura.
22. Premir e manter premido o botão : HMI → HF Cabeça Acionamento janela → Acionamento manual → B no painel tátil - a cabeça de soldadura desloca-se para a posição acima da última soldadura.
23. Premir e manter premido o botão : HMI → HF Cabeça Acionamento janela→ Acionamento manual → GO TO TABLE END em o painel tátil - a soldadura cabeça deslocará para a extremidade da bancada .
24. Verifique se o que passa final controlo foi foi ligado em em a janela do menu Serviço .
25. Premir e manter premido o botão : HMI → HF Cabeça Condução janela → Condução manual → GO TO TABLE BEGINNING em o painel touch - a cabeça de soldadura deslocar-se-á para o início da bancada.
26. Verifique se a passagem início controlo luz foi ligada em a janela menu de serviço .
27. Escrever: IHM → HF Cabeça Condução janela → Manual Condução → Mover sobre  , para exemplo 100cm (ou 39 polegadas se o unidade interrutor sobre o menu de serviço é sobre polegadas posição) sobre o painel tátil e depois imprensa o Ir botão de pressão ao lado ele - a cabeça de soldadura desloca-se 100cm (ou 39 polegadas se o interrutor da unidade sobre o o menu de serviço é na posição de polegadas) para à direita.
, para exemplo 100cm (ou 39 polegadas se o unidade interrutor sobre o menu de serviço é sobre polegadas posição) sobre o painel tátil e depois imprensa o Ir botão de pressão ao lado ele - a cabeça de soldadura desloca-se 100cm (ou 39 polegadas se o interrutor da unidade sobre o o menu de serviço é na posição de polegadas) para à direita.
 Se o inscrito valor é destacado em vermelho, ele meios que o cabeça de soldadura não pode ser movido por o definir valor. Se o cabeça é não em a borda de o tabela e ele é fisicamente possível para conduzir, verificar se o tabela comprimento tem sido corretamente inscrito em o janela do menu de serviço.
Se o inscrito valor é destacado em vermelho, ele meios que o cabeça de soldadura não pode ser movido por o definir valor. Se o cabeça é não em a borda de o tabela e ele é fisicamente possível para conduzir, verificar se o tabela comprimento tem sido corretamente inscrito em o janela do menu de serviço.
Quando o Ir botão de pressão é pressionado, o direção em que a máquina movimentos depende sobre o inscrito carácter, se lá é um positivo valor (sem sinal) o máquina vontade ir para o certo, se o inscrito valor é negativo, a máquina desloca-se para a esquerda.
28. Escrever: IHM → HF Cabeça Condução janela → Manual Condução → Mover sobre  , para exemplo 50mm (ou 1,95 polegadas se o unidade interrutor sobre o menu de serviço é sobre polegadas posição) sobre o painel tátil e depois imprensa o Ir botão de pressão ao lado ele - o soldadura cabeça vontade deslocação 50mm (ou 1,95 polegadas se o ligar a unidade o menu de serviço está ligado posição em polegadas) para o voltar.
, para exemplo 50mm (ou 1,95 polegadas se o unidade interrutor sobre o menu de serviço é sobre polegadas posição) sobre o painel tátil e depois imprensa o Ir botão de pressão ao lado ele - o soldadura cabeça vontade deslocação 50mm (ou 1,95 polegadas se o ligar a unidade o menu de serviço está ligado posição em polegadas) para o voltar.
29. Premir e manter premido o botão : HMI → HF Cabeça Condução janela → Condução manual → A em o painel tátil - a cabeça de soldadura irá mover-se para a posição acima da primeira soldadura.
30. Colocar o interrutor HF OFF/ON na posição ON ,
31. Utilizar o botão para baixar o elétrodo sobre o material soldado, certificando-se de que o material é espalhado corretamente,32. Premir o botão START no painel do operador - será iniciado um ciclo automático de soldadura com alta frequência.
Se tiver sido instalado um elétrodo especial no suporte que permita a soldadura sem a utilização de um elétrodo de terra, depois de premir o botão INICIAR no painel do operador, o elétrodo de terra permanecerá na posição superior - não descerá. Após a instalação deste tipo de elétrodo, no ecrã principal aparece a mensagem " SOLDAGEM SEM PÉ DE ATERRAMENTO! ".
33. Após a realização de uma soldadura completa, verificar se as soldaduras parciais se sobrepõem no local onde o fazem corretamente.34. Depois de produzida toda a costura de selagem, deve-se verificar se as costuras parciais se sobrepõem corretamente na zona de sobreposição. Se não for esse o caso, é necessário ajustar a posição paralela do elétrodo, como descrito no capítulo 6.14.
O primeiro ciclo de trabalho do operador é baseado nas actividades seguintes :
1. Arrancar a máquina de acordo com o procedimento descrito no capítulo 6.9.
ATENÇÃO ! Assim que o procedimento de arranque previsto no capítulo 6.5.9 for efectuado com êxito, o soldador começará a executar as suas tarefas de rotinaA soldadura sem almofada isoladora ou quando a sua superfície está desgastada não é recomendada, uma vez que pode provocar um arco voltaico, causando danos nas ferramentas da máquina.- Potência inicial;
- Potência de funcionamento;
- Tempo de atraso;
- Tempo de soldadura;
- Tempo de arrefecimento
- Nível de potência
- Pressão
- COMPRIMENTO DE SOLDA (WL) na janela Acionamento da cabeça de RF;
- COMPRIMENTO DO ELÉCTRODO (EL) na janela Acionamento da cabeça de RF;
- OVERLAP LENGTH (OL) (opcional) na janela Acionamento da cabeça de RF. Selecionar a sobreposição automática (premir
 botão)
botão)
8. Premir no painel HMI: HMI → Ecrã principal → Modo de trabalho → 0 ou 1;
9. Premir no painel HMI: HMI → Ecrã principal → Modo de regulação→ 1 ou 0;
10. De seguida, clicar novamente no painel HMI: HMI → Janela de regulação da potência → colocar o modo de regulação do condensador na posição AUTO ;
11. Preparar o material para soldadura na mesa de trabalho onde o procedimento deve ser efectuado;
12. Utilizando o joystick, mova-o para a posição em que a soldadura deve começar e utilize o botão para baixar o elétrodo sobre o material soldado. Certifique-se de que o material está corretamente colocado;
13. Premir o botão START no painel de controlo - será iniciado um ciclo automático de soldadura com alta frequência de acordo com os parâmetros mostrados na janela do painel HMI. A leitura do medidor de CORRENTE ANÓIDE deve ser observada; durante a soldadura, a corrente deve ser aumentada dentro do intervalo marcado a verde na escala do medidor.
A zona de soldadura é protegida da radiação não ionizante pelo elétrodo de ligação à terra móvel que é pressionado contra a mesa durante o procedimento de soldadura e, como resultado, é criado um tipo de condensador que é suposto limitar a radiação não ionizante. O elétrodo de terra desce acima do material soldado quando a alta frequência é ligada - premindo o botão START no painel do operador.
 Particular atenção deve ser prestada ao o facto que a superfície do o material a ser soldado é uniformemente distribuído no o de trabalho mesa de trabalho e não é não ondulado.
Particular atenção deve ser prestada ao o facto que a superfície do o material a ser soldado é uniformemente distribuído no o de trabalho mesa de trabalho e não é não ondulado.
Particular atenção deve ser prestada que existem são não metálicos objectos perto do ligação à terra elétrodo e debaixo dele.
Se um elétrodo especial tiver sido instalado em o suporte que permite a soldadura sem a utilização de um elétrodo de ligação à terra , depois após premir o botão INICIAR no painel do operador , o elétrodo de ligação à terra permanecerá em na posição superior - não inferior. Depois de instalar este tipo de elétrodo, em o ecrã principal apresentará a mensagem " xml-ph-0030@deepl.
14. Quando o trabalho estiver concluído , desligue a máquina em conformidade com o procedimento descrito no capítulo 6.10.
O suporte do elétrodo de soldadura está equipado com o sistema de fixação automática de encaixe rápido controlado a partir do painel sensível ao toque HMI. Permite ao operador poupar tempo e mudar o elétrodo sem utilizar quaisquer instrumentos.
![]() ATENÇÃO! Tenha em atenção o peso do elétrodo durante o procedimento de substituição do elétrodo. Recomenda-se vivamente a presença de duas pessoas para efetuar a substituição do elétrodo, caso este seja grande e pesado. O manuseamento incompetente do elétrodo pode resultar no aperto das mãos do operador, que pode ocorrer quando o elétrodo pesado é retirado da fixação.
ATENÇÃO! Tenha em atenção o peso do elétrodo durante o procedimento de substituição do elétrodo. Recomenda-se vivamente a presença de duas pessoas para efetuar a substituição do elétrodo, caso este seja grande e pesado. O manuseamento incompetente do elétrodo pode resultar no aperto das mãos do operador, que pode ocorrer quando o elétrodo pesado é retirado da fixação.
Para realizar o procedimento de substituição do elétrodo, siga os seguintes passos:
- Ligar a máquina às fontes de alimentação eléctrica e pneumática - a máquina deve estar pronta para realizar o ciclo de trabalho de rotina (o que significa que as mensagens de alarme não devem ser exibidas e o elétrodo deve encontrar-se na sua posição superior),
- Definir no ecrã principal do painel: HMI → Opções → elétrodo → abrir,
- Deslocar o elétrodo para a esquerda ou para a direita (depende da versão da máquina) - o elétrodo deve deslizar para fora dos suportes;
- Deslizar um novo elétrodo sobre os suportes utilizados para a fixação, deslocar o elétrodo para a esquerda ou para a direita (depende da versão da máquina)
- Definir no ecrã principal do painel: HMI → Opções → elétrodo → fechado.
6.14 Ajuste da posição paralela do elétrodo de vedação em relação ao eixo da mesa e da costura de vedação

Fig. 34. Pega do elétrodo
Ferramentas necessárias:
Chave inglesa 30
Chave Allen 4
1. Ligar a máquina, reiniciar e prepará-la para o funcionamento normal, ou seja, não apresentar mensagens de alarme no painel tátil e 'prontidão on". A descrição do arranque da máquina encontra-se no capítulo: 6.6.2. Verificar se a superfície de vedação do elétrodo está nivelada e verificar também se o elétrodo:
a. está dobrado;
b. está torcido;
c. apresenta reentrâncias;
d. tem quaisquer saliências.
Cada um dos defeitos acima mencionados resultará numa costura irregular, a não ser que tenham sido criados explicitamente, como no caso do traçado de um padrão na superfície de vedação do elétrodo.
Em caso de defeito, o elétrodo terá de ser reparado.
3. Introduzir o elétrodo vedante no punho e fechar o punho (ver capítulo 6.12.4. Preparar o material a selar sobre a mesa de trabalho.
5. Com o joystick, baixe o elétrodo sobre o material a selar.
6. Verifique, na janela do menu Serviço, se o indicador de elétrodo em baixo está aceso.
7. Se for seguro prosseguir, como será assinalado pela mensagem EMERGENCY ELECTRODE UP - queaparecerá depois de deixar cair o elétrodo sobre o material - este levantar-se-á automaticamente. Deve-se então ajustar o interrutor de fim de curso que aponta para a posição inferior do elétrodo, como descrito no capítulo 6.4
8. Levantar o elétrodo e colocá-lo na posição superior.
9. Verifique, no menu Serviço, se o indicador de elétrodo ligado está aceso.
10. Testar o elétrodo várias vezes, baixando-o e levantando-o, para verificar se o seu movimento é suave.

Fig. 35. Costura com e incorretamente ajustada posição paralela de o elétrodo em relação a o eixo da costura de selagem .
- Levante o elétrodo para a posição superior.
- Produzir uma amostra de costura feita a partir de pelo menos duas costuras parciais .
- Quando a costura estiver pronta, verificar:
- Para uniformidade ao longo de toda a superfície - se for irregular, então um deve baixar ligeiramente o punho com o elétrodo , utilizando as porcas B e C em nas áreas onde o elétrodo não xml-ph (primeiro desaperte ligeiramente a porca 2 relevante em B e a seguir, aperte a porca correspondente em C).
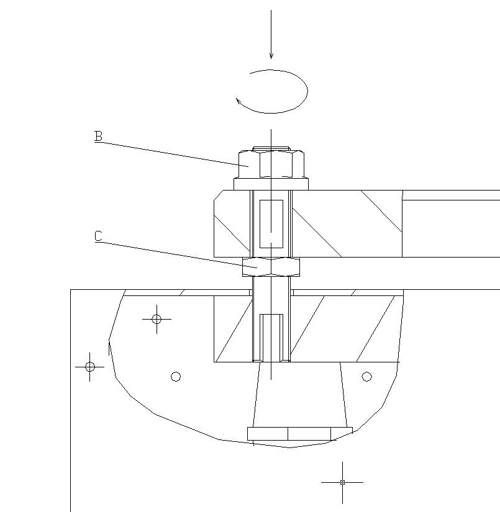
Fig. 36. Regulamento de a posição paralela de o elétrodo em relação a a tabela com a utilização de porcas B e C (vista frontal de o elétrodo aperto).
- Verifique se o início da segunda costura parcialmente se sobrepõe ao final da primeira costura - Fig. 35. Se não se sobrepuserem, um deve ajustar o punho com o elétrodo , paralelo a o eixo da costura , xml-ph-0030@deep (afrouxar ligeiramente as porcas em B e depois afrouxar ligeiramente os parafusos em A em o lado onde o elétrodo não se sobrepõe a a costura e apertar os parafusos relevantes em A em xml-ph-0031@
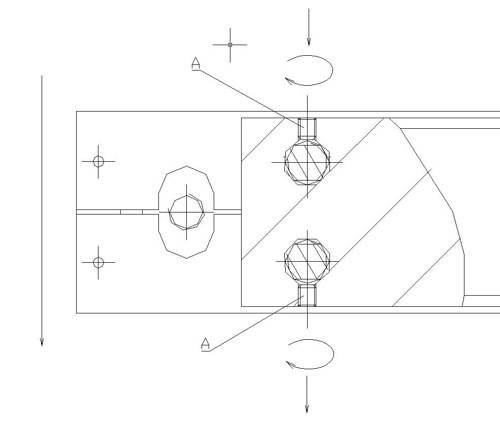
Fig. 37. Ajuste de a posição paralela de o elétrodo em relação a a costura eixo com o utilização de os parafusos em A (vista vertical de a secção de o elétrodo aperto).
7.0 Seleção dos parâmetros de soldadura
 ATENÇÃO: O máquina deve não atuar o soldadura procedimento sem um isolante almofada sob o elétrodo. Devido para o adequadamente aplicado isolante almofada o número de o formação de fenómenos de sobretensão em a superfície de o elétrodo é diminuiu.
ATENÇÃO: O máquina deve não atuar o soldadura procedimento sem um isolante almofada sob o elétrodo. Devido para o adequadamente aplicado isolante almofada o número de o formação de fenómenos de sobretensão em a superfície de o elétrodo é diminuiu.
7.2 Seleção da potência de saída
A fim de para atingir o nível mais elevado de produtividade em o nível relativamente baixo de soldaduras defeituosas o operador da máquina deve executar o procedimento de ajuste da potência para cada elétrodo substituído. O referido procedimento é realizado com a ajuda do Ua SETTING controla e o parâmetro Operating power .
Assim que a energia estiver definida e o processo de soldadura for iniciado as indicações do ANODO CORRENTE amperímetro são sujeitas a inspeção visual . Quando as medições são em o aumento significa que que neste momento particular o processo de soldadura começa. O parâmetro do tempo de soldadura deve corresponder ao valor de o parâmetro devido a que a alta frequência procedimento de soldadura será interrompido como resultado da paragem da agulha indicadora do amperímetro .
Quando o processo de soldadura termina a qualidade da solda precisa de ser submetida à inspeção visual . Se a qualidade de a solda for insuficiente o nível de potência deve ser aumentado. No caso de a solução 2 acima mencionada não trazer quaisquer resultados frutíferos, então o parâmetro do tempo pode ser aumentado. No entanto, o valor da potência não deve ser demasiado elevado porque pode levar a produtos , isolar a almofada e danificar o elétrodo causado por um arco voltaico.
7.3 Seleção dos parâmetros de tempo de soldadura
Como regra , o tempo de soldadura para materiais feitos de PVC duro não deve ser superior a 4-5 seg.. Devido à experiência do fabricante valores mais elevados de os referidos parâmetros não têm qualquer influência em a qualidade da costura conseguida mas deteriora suficientemente a eficiência do processo . Se o processo de soldadura durar mais tempo durante os procedimentos de teste isso significa que a potência definida precisa de ser regulada.
7.4 Definição da pressão do elétrodo
Para poder para soldar a folha de PVC o material deve ser pressionado por o elétrodo com a pressão força varia de 0,5 a 3 kg/cm2. A medição da força de pressão enquanto selecciona o valor mais adequado seria demasiado demorada e além disso na prática este método revelar-se-ia inútil. Geralmente, em ordem para realizar o procedimento de ajuste com sucesso, o operador precisa de notar algumas irregularidades que vêm à existência durante o procedimento de soldadura e na aparência da costura . Quando a pressão é demasiado baixa as seguintes irregularidades surgem :
- suscetibilidade a faíscas descargas que ocorrem entre dois eléctrodos como o ar, que deveria ter sido espremido para fora, ocorre em entre duas camadas de folha e como um resultado é formada uma intensidade de corrente irregular;
- ocorrência de ar bolhas na costura;
- aparência de costura resistência que é pequena
If the pressure is particularly low, there can occur something usually called “film boiling”. When the film is welded under very low pressure, it can be deformed into a foamy product of very low resistance. Applying excessive pressure is also inappropriate, as it can make the film very thin along the place of welding and thus also result in lower resistance of the welded material. Therefore, it is recommended to follow the principle saying that the thickness of film after welding should be equal to at least half the initial thickness of both layers of film. The appearance and proper shape of characteristic leakage that is usually formed along both edges of the welded place has also significant influence on the resistance properties of the welded material. If such a leakage does not appear, it usually indicates insufficient resistance of the welded place, which can be very easily tested. The lack of the leakage after the welding process can be caused by applying too low output power or insufficient pressure. If you use electrodes with cutting edges, it is very important to position the cutting edge correctly. It is usually assumed that the cutting edge of the electrode should protrude from the welding plane by about half the thickness of welded film. In order to check the operation of the cutting edge, it is necessary to make several test welding cycles and remove the film scraps. The result of tests can be considered satisfactory when removing the film scraps along the line of welding takes no more than one cut with scissors.
8.0 Manutenção
Devido às soluções de construção aplicadas e à estrutura descomplicada da máquina, as actividades de manutenção e controlo, tanto preventivas como de emergência, são relativamente simples e não requerem longas pausas no funcionamento da máquina.
A máquina de soldar requer uma pequena quantidade de trabalho ligado à máquina
funcionamento e manutenção, desde que sejam mantidas condições de utilização adequadas. É necessário verificar regularmente o estado técnico da ligação da máquina à rede eléctrica, nomeadamente o estado do sistema de proteção contra choques eléctricos.
Todos os componentes do gerador de alta frequência, nomeadamente todos os elementos isolantes, devem ser mantidos limpos. O interior do sistema de saída do gerador deve ser cuidadosamente limpo pelo menos uma vez de três em três meses. Após esta limpeza, deve verificar-se o estado dos componentes do gerador e das unidades que cooperam diretamente com o gerador e todas as ligações devem ser apertadas.
Devido às características específicas da máquina, recomenda-se que algumas das tarefas acima mencionadas sejam efectuadas por pessoal de assistência técnica autorizado e devidamente qualificado do Fabricante (isto aplica-se particularmente a situações de emergência). As tarefas acima mencionadas requerem cuidados e atenção especiais.
ATENÇÃO: Durante o funcionamento do gerador, os seus componentes, bem como os componentes do circuito de saída, têm uma tensão até 8 kV DC e uma tensão de alta frequência até 480 V (27,12 MHz ).
ATENÇÃO: Os condensadores do gerador de ânodo podem manter a carga eléctrica da tensão até 8000 VDC mesmo depois de a máquina de soldar ser desligada da fonte de alimentação. Antes de tocar nos componentes do gerador de alta-frequência, estes condensadores devem ser sempre descarregados.
A ligação à terra da estrutura da máquina deve ser efectuada com especial cuidado. Lembrar que o gerador nunca deve funcionar com as telas de proteção removidas, mesmo durante as actividades de assistência técnica e manutenção, quando o nível de segurança da máquina pode ser inferior devido à reparação em curso.
Todas as tarefas de manutenção e reparação requerem uma autorização das pessoas autorizadas.
Deve manter um REGISTO DA MÁQUINAincluindo as datas e os tipos de actividades preventivas ou reparações efectuadas.
Durante as tarefas de manutenção ou quaisquer outras operações manuais necessárias, nunca entrar ou colocar quaisquer partes do corpo na área exposta a perigos potenciais e previsíveis, a fim de eliminar o risco de situações perigosas potenciais e previsíveis.
ATENÇÃO: Qualquer trabalho dentro da zona da unidade de prensagem ativa da máquina, ou seja, a substituição do dispositivo, só pode ser executado com medidas de precaução especiais por uma equipa de assistência treinada.Usar sempre vestuário de proteção e calçado antiderrapante, reduzindo o risco de queda. Assegurar sempre que as mangas estão bem apertadas à volta dos pulsos ou devidamente enroladas.
Utilizar sempre luvas de trabalho quando se trabalha com componentes com arestas vivas.
Todo o pessoal responsável pela operação e manutenção da máquina deve ser devidamente formado e instruído.
Toda e qualquer operação de manutenção ou reparação só pode ser efectuada por pessoal autorizado e qualificado, capaz de interpretar corretamente os defeitos e as falhas, de ler os esquemas de instalação e os desenhos técnicos, de modo a garantir que todas as operações de desmontagem e montagem relacionadas com os procedimentos de manutenção normalizados sejam efectuadas de forma profissional e - o que é mais importante - segura.
Todas as tarefas realizadas na área de funcionamento da unidade de prensagem, ou seja, a montagem e desmontagem do elétrodo, realizadas quando a alimentação eléctrica da máquina está ligada, podem ser realizadas exclusivamente pelo pessoal devidamente formado em Saúde e Segurança no Trabalho, incluindo particularmente o risco envolvido no funcionamento da unidade de prensagem.
Deve também prever o potencial comportamento não normalizado da máquina, quando o sistema pneumático da máquina de soldar ou as condutas de fornecimento de ar comprimido não estão selados. Isto resultará numa descida automática lenta da unidade de prensagem da máquina de soldar.
O pessoal deve ser informado sobre esse risco durante a formação em saúde e segurança no trabalho.
ATENÇÃO: Durante todas e cada uma das operações acima mencionadas, o funcionamento da máquina deve ser interrompido.
8.2 Programa Preventivo - Controlos Periódicos
NO INÍCIO DE CADA TURNO
- Verificar se a zona de utilização da máquina está limpa e arrumada;
- Verificar visualmente se os ecrãs de proteção estão bloqueados;
- Verificar a iluminação da zona de trabalho;
- Verificar se o botão de PARAGEM DE EMERGÊNCIA funciona corretamente;
- Verificar a proteção principal na instalação eléctrica;
- Verificar o estado dos elementos condutores de cobre e latão na área do suporte do elétrodo e dos elementos de ligação à terra dos ecrãs de proteção laterais.
A CADA 100 HORAS DE FUNCIONAMENTO DA MÁQUINA (PELO MENOS UMA VEZ POR SEMANA):
- Verificar se os parafusos de suporte de carga (incluindo, em especial, os parafusos que fixam as ferramentas) estão corretamente fixados e apertados;
- Verificar o nível de água de condensação no recipiente do filtro de ar comprimido; se houver água, esvaziar o recipiente; se houver grandes quantidades de contaminantes sólidos, desmontar e lavar o recipiente;
A CADA 500 HORAS DE FUNCIONAMENTO DA MÁQUINA (MAS PELO MENOS DE DUAS EM DUAS SEMANAS)
- Verificar se o radiador da lâmpada de ânodo está limpo;
- Verificar a quantidade de contaminantes sólidos e de poeiras na câmara do gerador; se for necessário, limpar a câmara com um aspirador ou uma pistola de ar comprimido;
- Verificar se os elementos móveis (nomeadamente as ferramentas e as guias) estão limpos;
- Lubrificar os elementos móveis, nomeadamente as guias; se necessário, utilizar massa sólida à base de lítio e um lubrificador;
- Verificar e testar a unidade de alarme.
A CADA 1000 HORAS DE FUNCIONAMENTO DA MÁQUINA (MAS PELO MENOS DE SEIS EM SEIS MESES)
- Verificar visualmente o estado dos elementos mecânicos;
- Apertar todos os parafusos;
- Verificar se as medidas de proteção contra choques eléctricos funcionam corretamente;
- Verificar a eficácia da lubrificação das guias;
- Verificar o estado dos elementos de contacto principais - os contactos principais ou outros elementos de contacto do sistema, tais como contactos ou relés com superfícies excessivamente desgastadas, devem ser substituídos.
TODOS 5000 HORAS DA MÁQUINA OPERAÇÃO (MAS PELO PELO MENOS A CADA SEIS MESES)
- substituir óleo aquecimento elétrodo - óleo tipo L-LH-46.
ATENÇÃO: Antes de cada manutenção, desligar a máquina utilizando o interrutor principal e desligar a alimentação eléctrica.
 É PROIBIDO lubrificar a máquina durante o funcionamento.
É PROIBIDO lubrificar a máquina durante o funcionamento.
9.0 Saúde e segurança no trabalho
9.1 Requisitos básicos
- A máquina pode ser utilizada exclusivamente de forma adequada ao seu objetivo explicitamente descrito no ponto 1.
- As soluções construtivas aplicadas em matéria de segurança reduzem ao mínimo tanto o comportamento atípico da máquina como os riscos para os operadores e outras pessoas em contacto com a máquina, desde que sejam respeitados os princípios de trabalho seguro. A máquina está equipada com interruptores de chave nas telas de proteção, cuja desmontagem requer ferramentas específicas, incluindo o interrutor na porta da câmara de soldadura, o botão de PARAGEM DE EMERGÊNCIA e as telas de proteção móveis que envolvem a área de soldadura durante o processo de soldadura.
- As questões relacionadas com a segurança e saúde no trabalho e a avaliação dos riscos durante o contacto de uma pessoa com a máquina foram descritas em pormenor nos capítulos anteriores do presente manual.
- Como esta questão é extremamente importante, algumas instruções são repetidas nesta secção.
- Todos os novos funcionários que tenham contacto com a máquina de soldar devem receber formação no domínio dos princípios básicos de saúde e segurança no trabalho e familiarizar-se com os tipos de riscos envolvidos na operação da máquina de soldar, a menos que o operador siga os regulamentos e princípios obrigatórios.
- O pessoal responsável pela operação da máquina de soldar deve ter conhecimentos profundos de primeiros socorros em caso de choques eléctricos e queimaduras. No caso de pessoas que trabalhem com aparelhos que utilizem ondas electromagnéticas de frequência compreendida entre 0,1 e 300 MHz, são necessários exames médicos periódicos.
- Após a instalação da máquina de soldar, é necessário medir a emissão do campo eletromagnético e definir os limites da zona perigosa.
- Com base nos resultados das medições, o nível de perigo e o tempo durante o qual os operadores podem permanecer na zona de perigo são determinados de acordo com as normas aplicáveis.
- Só podem entrar na zona perigosa os operadores que tenham as aprovações adequadas para trabalhar na área exposta ao campo eletromagnético, com base em exames médicos especializados, e que tenham recebido formação adequada sobre o funcionamento seguro dos dispositivos que emitem campos electromagnéticos.
- As medições acima mencionadas devem ser efectuadas por uma instituição autorizada. As instruções pormenorizadas relativas a tais medições são especificadas pelos regulamentos aplicáveis no país onde a máquina é utilizada.
- Os operadores de máquinas devem usar sempre vestuário de trabalho normalizado, luvas, capacetes e calçado antiderrapante.
- O ambiente de trabalho da máquina, o chão e os suportes e pegas manuais devem estar sempre limpos e isentos de qualquer contaminação, gordura ou lama, a fim de reduzir ao mínimo possível o risco de escorregamento ou queda.
- Nunca utilizar a máquina no modo de funcionamento automático sem os elementos de proteção fixos ou móveis. Verificar regularmente se todos os interruptores de emergência e todos os outros elementos de proteção estão bem montados e se funcionam corretamente.
- Todos os operadores da máquina devem ser instruídos sobre as funções dos elementos de proteção da máquina e a sua utilização correcta.
- Na área circundante da máquina (cerca de 1,5 m à volta da máquina), não pode haver objectos que possam interferir com o funcionamento da máquina. Esta zona deve ser mantida limpa e ter uma iluminação adequada.
- Nunca utilizar os manipuladores da máquina ou os tubos flexíveis como suportes. Lembre-se de que qualquer movimento acidental do manipulador da máquina pode acidentalmente iniciar o funcionamento da máquina.
- Informe sempre o supervisor e/ou o pessoal de trânsito sobre todo e qualquer caso de funcionamento incorreto da máquina.
- Todas as tarefas de manutenção e reparação requerem uma autorização das pessoas autorizadas.
- Deve manter um Registo da máquinaincluindo as datas e os tipos de actividades preventivas ou reparações efectuadas.
- Durante as tarefas de manutenção ou quaisquer outras operações manuais necessárias, nunca entrar ou colocar quaisquer partes do corpo na área exposta a perigos potenciais e previsíveis, a fim de eliminar o risco de situações perigosas potenciais e previsíveis.
NUNCA UTILIZAR A MÁQUINA DE SOLDAR QUANDO AS TELAS DE PROTECÇÃO ESTIVEREM REMOVIDAS OU QUANDO OS INTERRUPTORES DE CHAVE ESTIVEREM BLOQUEADOS. ISTO APLICA-SE ESPECIALMENTE ÀS GRELHAS DE PROTECÇÃO DO GERADOR.
Estes ecrãs de proteção reduzem a emissão de campos electromagnéticos e impedem o contacto acidental com os elementos do circuito elétrico com tensão de alimentação ou alta tensão até 8000 V.
- Usar sempre vestuário de proteção e calçado antiderrapante, reduzindo o risco de queda. Assegurar-se sempre de que as mangas estão bem apertadas à volta dos pulsos ou devidamente enroladas.
- Utilizar sempre luvas de trabalho quando se trabalha com componentes quentes ou com arestas vivas.
- Deve-se também lembrar que nos componentes que não foram cobertos por uma proteção por razões ergonómicas, ou seja, o elétrodo e os componentes condutores do suporte do elétrodo, existe tensão de alta frequência. NUNCA TOCAR NESSES COMPONENTES DURANTE O PROCESSO DE SOLDADURA.
- O contacto com estes componentes durante o processo de soldadura provoca queimaduras na pele devido à tensão de alta frequência. No entanto, não é perigoso para a vida ou para a saúde.
- O método adotado de alimentação eléctrica da máquina de soldar apresenta um risco potencial de prensagem ou esmagamento de membros no espaço entre a prensagem dos eléctrodos. Todo e qualquer trabalho na área de operação da unidade de prensagem, ou seja, montagem e desmontagem de eléctrodos ou espalhamento e remoção de material e sucata, que é realizado quando a máquina de soldar está ligada à alimentação eléctrica, pode ser feito exclusivamente por funcionários com formação na área da saúde e segurança no trabalho, incluindo a informação sobre o risco colocado pela unidade de prensagem.
- Durante o funcionamento da máquina, o operador deve estar na área indicada abaixo
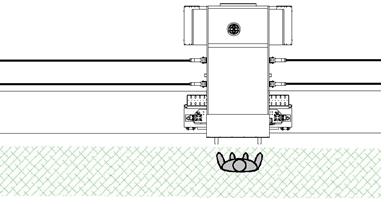
Fig. 38. ZDWA-15-C-3 - área de trabalho de segurança (cor verde )
9.3 Condições de segurança no trabalho do pessoal responsável pela manutenção e reparação da máquina de soldar- Estes trabalhos requerem um cuidado especial. É preciso ter sempre presente que os condensadores do gerador de ânodos podem reter cargas eléctricas com uma tensão de 8000 V, mesmo depois de a máquina de soldar ter sido desligada da rede de alimentação eléctrica. Antes de tocar nos componentes do gerador de alta frequência, estes condensadores devem ser sempre descarregados.
- Durante o funcionamento do gerador, os seus componentes, bem como os componentes do circuito de saída, têm a tensão de alta frequência. A ligação à terra da estrutura da máquina deve ser efectuada com especial cuidado. É preciso também lembrar que o tempo de funcionamento do gerador com os escudos de proteção removidos deve ser reduzido ao mínimo.
- Todas as reparações devem ser efectuadas de acordo com os princípios vigentes de reparação e funcionamento dos aparelhos por uma pessoa que possua um certificado adequado emitido pela associação de electricistas competente (na Polónia: SEP).
- Todo o pessoal responsável pela operação e manutenção da máquina deve ser devidamente formado e instruído.
- Toda e qualquer operação de manutenção ou reparação pode ser efectuada exclusivamente por pessoal autorizado e qualificado, capaz de interpretar corretamente os defeitos e as falhas e de ler os esquemas de instalação, de modo a garantir que todas as operações de desmontagem e montagem relacionadas com os procedimentos de manutenção normalizados sejam efectuadas de forma profissional e - o que é mais importante - segura.
- Durante todas e cada uma das operações acima referidas, o funcionamento da máquina deve ser interrompido.
TOMAR TODAS AS MEDIDAS NECESSÁRIAS PARA O EVITAR:
- Utilizar a máquina de qualquer outra forma que não a descrita neste Manual de Operação e Manutenção,
- Instalação incorrecta, não realizada de acordo com os procedimentos descritos neste manual,
- Utilização incorrecta da máquina ou a sua utilização por pessoal sem formação adequada,
- Fornecimento de parâmetros inadequados à máquina,
- Manutenção insuficiente da máquina,
- Alterações ou interferências não autorizadas por pessoas sem as licenças, autorizações ou formação necessárias,
- Utilizar peças sobresselentes que não sejam de origem,
- Quaisquer acções de qualquer pessoa que não estejam de acordo com os princípios especificados neste Manual de Operação e Manutenção e quaisquer informações de aviso.
10.0 Documentação eléctrica
10.1 Parâmetros da fonte de alimentação - Dados técnicos
|
Alimentação eléctrica |
3 x 220 VAC; 50/60 Hz |
|
Capacidade instalada |
22 kVA |
|
Potência de saída HF |
15 kW |
|
Tensão de funcionamento |
24 VDC |
|
Frequência de funcionamento |
27,12 MHz |
|
Proteção principal contra sobreintensidades |
63A |
|
Estabilidade da frequência |
+/- 0.6 % |
|
Lâmpada geradora (tríodo metal-cerâmica) |
ITL 12-1 |
|
Sistema de controlo PLC |
DELTA |
|
Sistema de circuito anti-descarga |
ANTIFLASH completo com filtro HF |
10.2 Desenhos de conceção da instalação eléctrica
Ver apêndices
11.0 Documentação pneumática
11.1 Dados técnicos
|
Pressão de funcionamento |
0,4 - 0,8 MPa |
|
Consumo de ar comprimido |
Máx. 70 nl (standard) por ciclo |
|
Pureza do ar |
de acordo com a norma ISO8573-1:4-4-4 |
|
Desempenho da filtragem |
20 um (ISO8573-1 4-4-4) |
11.2 Princípio de funcionamento
- acionamento dos suportes pneumáticos do elétrodo;
- do elétrodo ligado à terra;
- unidade de imprensa;
- suportes para eléctrodos.
Além disso, o sistema pneumático é composto por um sistema de preparação do ar: filtro e redutor de pressão, arranque suave, elementos de ligação, válvula de descarga e válvulas de estrangulamento. O ar é fornecido através da válvula de descarga à unidade VFRL; é pré-filtrado e reduzido ao volume necessário. Em seguida, é fornecido através de válvulas de distribuição controladas eléctrica ou electropneumaticamente aos actuadores pneumáticos apropriados, iniciando o seu movimento. A dinâmica do movimento dos actuadores pode ser ajustada utilizando válvulas de estrangulamento montadas nos actuadores. A sequência do movimento dos actuadores é controlada pelo controlador da máquina de soldar.
11.3 Manual de operaçãoIMPORTANTE: A presença do sistema de tratamento do ar instalado na máquina não isenta o Cliente da obrigação de garantir a pureza do ar em conformidade com a classe 4-4-4, de acordo com a norma ISO8573-1.VER APÊNDICES
12.0 Eliminação
12.1 Instruções gerais
As soluções de construção aplicadas e os componentes de alta qualidade permitem o funcionamento correto da máquina durante um período de cerca de 30 anos. No entanto, podem ocorrer algumas alterações nas necessidades do Cliente ou alterações nos princípios ou normas que não podem ser previstas atualmente, o que pode exigir a eliminação da máquina antes do final do período acima mencionado. O mesmo se aplica às peças ou componentes substituídos ou reparados da máquina de soldar.
O Cliente é obrigado a garantir que a eliminação da máquina ou dos seus componentes é efectuada em conformidade com as disposições legais em vigor num determinado momento e num determinado local.
Todos os componentes da máquina são recicláveis.
A eliminação de resíduos perigosos deve ser sempre efectuada por empresas especializadas.
Os tipos de resíduos produzidos durante o ciclo de vida do dispositivo são descritos abaixo no item 12.2.
12.2 Resíduos
- Pedaços de pano ou de papel saturados com substâncias utilizadas para a limpeza dos componentes da máquina;
- Peças sobressalentes usadas do gerador, consoante o material de que são feitas;
- Resíduos líquidos ou sólidos de gorduras;
- Massa lubrificante remanescente após a lubrificação ou manutenção da máquina;
- Lâmpada do gerador.
ATENÇÃO: a lâmpada contém metais de terras raras e óxidos de metais de terras raras que são altamente tóxicos. Em caso de quebra, a lâmpada deve ser eliminada com o máximo cuidado e com a ajuda de serviços especializados.
Todos os resíduos produzidos no decurso de actividades de substituição ou de assistência técnica, contaminados com gordura, não podem ser eliminados juntamente com os resíduos industriais.
É PROIBIDO colocar resíduos nos caixotes do lixo, eliminá-los diretamente de qualquer outra forma ou eliminá-los através dos serviços normais de recolha de lixo. 12.3 Procedimento de desmontagem da máquina antes da eliminação
- Posicionar a máquina de modo a que fique imóvel.
- Desligar a alimentação eléctrica da máquina.
- Desligar a alimentação de ar comprimido da máquina.
- Remover as condutas flexíveis de plástico ou borracha e assegurar a sua eliminação por uma empresa especializada.
- Desligar e retirar os fios e dispositivos eléctricos e assegurar a sua eliminação por uma empresa especializada.
- Separar os componentes de aço e os componentes de metais não ferrosos e assegurar a sua eliminação por uma empresa especializada.
13.0 Apêndices
13.1 Etiqueta do modelo e do número de série
Cada máquina Miller Weldmaster tem este autocolante localizado na parte de trás da máquina. Identifica o modelo e o número de série de cada máquina de soldar.
Indicará também a tensão e os hertz necessários para o funcionamento.



