
Este manual de instruções destina-se a ser um guia para a utilização do SeamRover. Para garantir o melhor desempenho da sua máquina de soldar, siga rigorosamente as recomendações e especificações.
Índice
- Capítulo 1: Utilização prevista
- Capítulo 2: Explicação dos avisos
- Capítulo 3: Requisitos eléctricos e de ar
- Capítulo 4: Princípios da selagem térmica
- Capítulo 5: Definição dos controlos
- Capítulo 6: Peças de substituição recomendadas
- Capítulo 7: Especificações da máquina
- Capítulo 8: Manutenção
- Capítulo 9: Especificações de transporte e armazenagem
- Capítulo 10: Requisitos técnicos
Para obter mais informações técnicas sobre esta máquina, contacte o nosso Centro de Resolução através do número 1-855-888-WELD ou envie um e-mail para service@weldmaster.com.
1.0 Utilização prevista
A Seamrover DD é uma máquina rotativa de soldadura por ar quente destinada a selar por calor plásticos térmicos soldáveis, tais como tecido ou membrana. Inclui PVC, TPO e outros materiais soldáveis. Testar sempre a soldadura primeiro.
O fabricante não aprova:
- Quaisquer outras utilizações para estas máquinas.
- A remoção de quaisquer protecções de segurança durante o funcionamento.
- Modificação não autorizada das máquinas.
- Utilizar peças de substituição que não tenham sido aprovadas pelo fabricante.
 Apenas um técnico com formação adequada pode operar e/ou efetuar qualquer manutenção de rotina oureparações das máquinas.
Apenas um técnico com formação adequada pode operar e/ou efetuar qualquer manutenção de rotina oureparações das máquinas.
NOTA: O fabricante não se responsabiliza por quaisquer danos ou ferimentos resultantes de uma utilização incorrecta desta máquina.
2.0 Explicação dos avisos
Existem vários símbolos de aviso diferentes colocados no sítio Miller Weldmaster 112. Os símbolos destinam-se a alertar o operador para áreas potencialmente perigosas na máquina. Familiarize-se com a sua colocação e significado.

Cuidado: Quente
O símbolo "Cuidado: Quente" é colocado numa proteção perto de superfícies quentes.

Cuidado: Desligar a máquina da tomada
O autocolante "Cuidado: Desligue a máquina" está colocado perto da abertura do armário e de todos os painéis de acesso. Para evitar eletrocussão, a máquina deve ter sempre a alimentação desligada antes de abrir a porta do armário.

Aviso: Manter as mãos afastadas
O autocolante "Aviso: Manter as mãos afastadas" é colocado no conjunto do aquecedor. Para evitar beliscões ou queimaduras, tenha sempre em atenção a localização das suas mãos.

Aviso: Ar a alta temperatura
O autocolante "Aviso: Ar a alta temperatura" é colocado no conjunto do aquecedor.

Cuidado: Eletricidade
O autocolante "Cuidado: Eletricidade" é colocado perto de áreas que contêm eletricidade.
3.0 Requisitos eléctricos e de ar
Aviso! Só um eletricista qualificado pode ligar a corrente eléctrica.
Preparação - Potência mundial
1. Certifique-se de que a fonte de alimentação é de 230 V, 25 amperes.
2. Certifique-se de que a tensão e a corrente são dedicadas à máquina e aos objectivos acima referidos.
especificação.
3. Antes de utilizar a máquina, certifique-se de que a área circundante da máquina está livre de detritos inflamáveis. Apenas pessoas autorizadas devem estar na área da máquina durante a utilização.
Fornecimento elétrico
O Miller Weldmaster Seamrover DD requer os seguintes requisitos eléctricos:
- 25 Amp - Monofásico - 230 Volts
- Recomendar um gerador de mais de 10k
4.0 Princípios da selagem térmica
Ar quente
O calor necessário para a operação de soldadura é criado eletricamente por dois elementos de aquecimento localizados no interior da caixa do elemento de aquecimento. A temperatura do ar quente varia entre 100 e 1350 graus Fahrenheit ou 25 e 730 graus Celsius.
Velocidade
A velocidade dos rolos de soldadura determina a quantidade de tempo que o calor é aplicado ao material que está a ser soldado. Quanto mais lenta for a definição de velocidade, mais o material será aquecido. Quanto mais rápida for a definição da velocidade, menos o material será aquecido. Para obter a melhor soldadura, deve ser aplicada uma quantidade mínima de calor ao material, sem deixar de obter uma soldadura completa. Demasiado calor provocará a distorção do material; enquanto que o calor insuficiente impedirá a soldadura do material.
Pressão
A pressão do rolo de soldadura é o passo final na criação de uma soldadura. A pressão do rolo de soldadura comprime o material aquecido, completando o processo de soldadura.
Resumo
Ao selar por calor, a combinação correcta de calor, velocidade e pressão permitir-lhe-á obter uma costura devidamente soldada.
5.0 Definição dos controlos
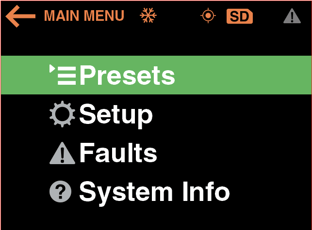
Ecrã principal - Funcionamento da HMI

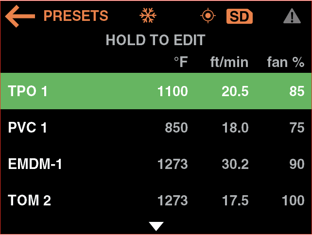
Ecrã inicial
Predefinições: Trata-se de uma combinação específica dos parâmetros de calor e velocidade utilizados para soldar diferentes tipos de tecido. Isto mostra a receita que está a ser utilizada atualmente na máquina. 0 - 15 Definições de receitas disponíveis.
Velocidade da máquina: Esta é a velocidade do rolo de soldadura. A velocidade pode ser ajustada rodando o botão de controlo. Cada desvio do botão aumenta ou diminui a velocidade em 0,1 pés/min.

Temperatura atual: Esta é a temperatura atual da máquina.
Ponto de regulação da temperatura: Esta é a temperatura que pretende que a máquina atinja para soldar os seus plásticos térmicos.

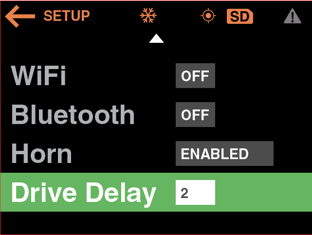
Definir o ventilador

Ajustes de atraso: Estas são utilizadas para eliminar os vazios na costura. Não se esqueça de testar várias definições de atraso de acionamento para garantir a qualidade das soldaduras. Se o atraso de acionamento for demasiado longo, o material pode ser queimado.
Tempo de Atraso do Arranque do Motor: Uma vez que o bocal se coloque em posição, o Tempo de Atraso do Arranque do Motor atrasará a rotação dos rolos de soldadura até que o ponto definido seja atingido. O Tempo de Atraso do Arranque do Motor será ajustado pelo operador para a configuração desejada.
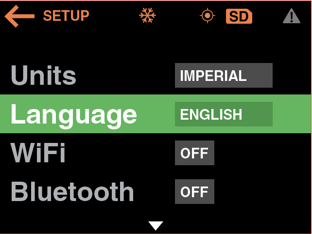
Língua: Selecionar o idioma de acordo com a procura.
Saída máxima: 1350˚F 32ft/min 50-100% soprador.
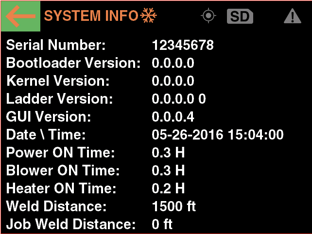
Contador de horas: O contador de horas conta o tempo total em que o sistema de aquecimento está ligado.
Predefinições: Ao alterar os parâmetros, ao premir o botão SAVE, as definições ajustadas são guardadas na receita selecionada.
6.0 Peças de substituição recomendadas
Miller Weldmaster recomenda que se mantenham em stock as seguintes peças sobresselentes:



![]() NOTA: O fabricante não se responsabiliza por quaisquer danos ou lesões que ocorram de qualquer utilização inadequada desta máquina.
NOTA: O fabricante não se responsabiliza por quaisquer danos ou lesões que ocorram de qualquer utilização inadequada desta máquina.
Princípios de funcionamento
A Seamrover DD é uma máquina de selagem por calor que solda tecidos ou películas de plástico térmico por ar quente, através da aplicação de pressão, velocidade consistente e temperatura exacta para selar perfeitamente materiais de plástico térmico.
Especificações técnicas
- Classificação de amperes - 25 amperes a 230 volts
- Potência nominal - 4600 W
- Tensão nominal - 230v AC, 50/60hz
- Temperatura máxima - 1350°F (730°C)
- Velocidade da máquina - 1-32 pés/min
- Dimensões totais - 27" x 14" x 13"
- Largura da costura - até 2"
- Peso líquido - 88 lbs
Secção de controlos do operador
- Painel de controlo: A HMI (Interface Homem-Máquina)
- O ecrã digital permite-lhe definir os controlos do sistema.
- Interruptor de ligar/desligar: O interrutor de alimentação liga e desliga a máquina .

Outros
- Fusíveis de alimentação de bordo: Utilizados para o controlo de proteção da fonte de alimentação geral da máquina completa.
- Interruptor de arranque/paragem: Controla o início e a paragem da operação de costura. (Balanço do bocal)
![]() Atenção! O operador deve desligar a máquina da corrente eléctrica antes de prosseguir.
Atenção! O operador deve desligar a máquina da corrente eléctrica antes de prosseguir.
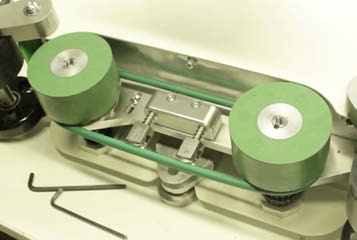

Rolo de soldadura: Para substituir o rolo de soldadura, retire os fixadores do eixo de acionamento. Deslize o rolo de soldadura para fora do eixo de acionamento e retire a chave do rasgo de chaveta. A instalação é feita ao contrário da remoção.


Fig. 1 Fig. 2
Posição do bico (Horizontal): Para ajustar a posição horizontal do bico, solte os quatro parafusos de cabeça chata localizados no suporte de montagem do bico. Quando os quatro parafusos estiverem ligeiramente desapertados, faça deslizar o bico para o seu lugar enquanto exerce pressão para baixo sobre o suporte de montagem do bico. Quando a colocação do bico for satisfatória, aperte os parafusos num padrão cruzado, começando por um dos parafusos mais próximos do alojamento do elemento (Fig. 2).

Posição do bico (Vertical): Para ajustar a posição vertical do bico, localize o parafuso de cabeça cilíndrica e a porca de aperto por baixo do conjunto do flutuador do bico. Solte a porca de aperto e introduza ou retire o parafuso de cabeça cilíndrica para ajustar a posição de repouso do bico. Quando a colocação do bico for satisfatória, aperte a porca de aperto. Afine a posição vertical do bocal de modo a que o bocal possa balançar facilmente para a junta a ser soldada.



Termopar: Substitua o termopar removendo os quatro parafusos de cabeça cilíndrica na parte lateral do alojamento do elemento. Isto permite a remoção da proteção do termopar. Liberte o termopar com uma chave inglesa. Corte e retire a proteção termorretráctil da ficha do termopar e desligue o termopar. A instalação é efectuada ao contrário da remoção.


 Etapa 1 Etapa 2 Etapa 3
Etapa 1 Etapa 2 Etapa 3

 Etapa 4 Etapa 5
Etapa 4 Etapa 5
Elemento: Para substituir o elemento, desaperte e retire os quatro parafusos de cabeça cilíndrica da parte superior da tampa do compartimento do elemento. Puxe lentamente a tampa diretamente para fora do alojamento do elemento. Retire o tubo isolante do elemento e a junta da tampa do alojamento do elemento e ponha de lado. Agora, o elemento pode ser desligado da tampa do alojamento do elemento. A instalação é efectuada ao contrário da remoção.
Circuitos eléctricos
1. Quando substituir peças e componentes, tem de utilizar a peça ou os componentes do mesmo tipo que o original ou equivalente ao tipo original. As peças de substituição do equipamento original devem ser adquiridas através de Miller Weldmaster e ou de um distribuidor autorizado Miller Weldmaster .
2. Para evitar danificar o módulo de controlo, o Visor e o Painel de Operação, nunca ligue ou desligue os cabos que ligam o PLC, o Visor e o Painel de Operação enquanto a alimentação estiver ligada.
3. Se houver alguma avaria que não possa ser eliminada, contacte imediatamente o departamento de assistência da Industrial Heat Sources (IHS) através do número +1 (330) 970-9353.
Sistema de acionamento
1. Verifique se as rodas dentadas de acionamento estão deslocadas ou soltas.
2. Verifique se as correntes estão demasiado soltas. Aperte-as se necessário.
AVISO: A manutenção incorrecta da máquina pode afetar o seu desempenho. Para qualquer dúvida, contactar Miller Weldmaster .
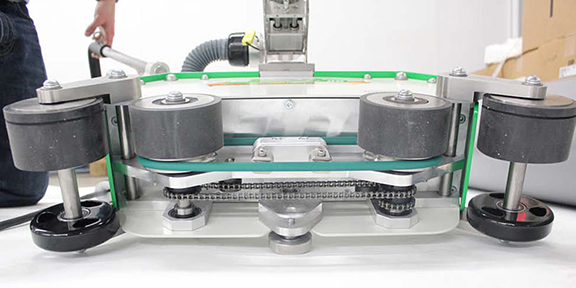
Aperto/ Lubrificação de correntes
O Miller Weldmaster Seamrover DD tem duas correntes que são utilizadas para acionar os rolos de soldadura. Embora não seja um item de alta manutenção, as correntes devem ser inspeccionadas uma vez por ano para garantir que não há corrosão excessiva, ferrugem ou sujidade. Inspeccione também para verificar se existem folgas ou desvios. Se necessário, lubrifique as correntes uma vez por ano com óleo de engrenagem 80w - 90w.
1. Coloque o disjuntor na posição de desligado.
2. Desligue o cabo de alimentação da fonte de alimentação.
3. Incline a máquina para o lado e inspeccione as correntes. Efectue a manutenção das correntes, se necessário.
Ajustes do sistema de aquecimento por ar quente
Comece por ligar o seu ar quente e definir a temperatura desejada.
1. A profundidade do seu bocal deve estar a cerca de 1 polegada do ponto de aperto dos seus rolos de soldadura. Se o bocal estiver alinhado, efectue um teste de soldadura. Caso contrário, substitua o bocal ou mande reparar a máquina.
9.0 Especificações de transporte e armazenamento
Armazenamento
O fabricante recomenda que, sempre que a máquina não estiver a ser utilizada, deve ser protegida contra o excesso de pó e humidade. O operador deve familiarizar-se com os símbolos de aviso na máquina para estar alerta para as áreas potencialmente perigosas na máquina.
NOTA: O fabricante não se responsabiliza por quaisquer danos ou ferimentos resultantes de uma utilização incorrecta desta máquina.
10.0 Requisitos técnicosRequisitos técnicos
1. Quando os rolos de soldadura estão corretamente alinhados, as extremidades dos dois rolos devem estar paralelas e alinhadas.
2. Balanço do sistema de aquecimento: A entrada/saída do sistema de aquecimento deve ser suave e natural a uma velocidade moderada.
3. As linhas de ar e os acessórios de ar devem estar isentos de fugas.
NOTA: As alterações de factores como a espessura dos materiais, as qualificações dos operadores e as diferentes condições ambientais e meteorológicas podem afetar diretamente o produto. O operador deve ser capaz de compreender os seguintes factores ajustáveis em particular:
1. Temperatura de aquecimento
2. A pressão dos rolos de soldadura
3. Volume de ar
4. Colocação do sistema de aquecimento



