
Este manual de instruções destina-se a ser um guia para a utilização da máquina de soldar Spec Extreme Seam. Para garantir o melhor desempenho da sua máquina de soldar, siga rigorosamente as recomendações e especificações.
Índice
- Capítulo 1: Introdução
- Capítulo 2: Alinhamento e ajuste da cunha
- Capítulo 3: Limpeza da cunha
- Capítulo 4: Remoção e substituição da cunha
- Capítulo 5: Guia de sobreposição
- Capítulo 6: Guia de sobreposição acrílica
- Capítulo 7: Guia de bainhas
- Capítulo 8: Guia do cordão da bainha
- Capítulo 9: Guia de bolso
- Capítulo 10: Guia da bainha plana
- Capítulo 11: Guia de bainha acrílica
- Capítulo 12: Guia Keder
- Capítulo 13: Quadro Keder
- Capítulo 14: Preparação do material
- Capítulo 15: Instruções de utilização
- Capítulo 16: Controlos do motor
- Capítulo 17: Esquemas
- Capítulo 18: Esquema de ligação
Para obter mais informações técnicas sobre esta máquina, contacte o nosso Centro de Resolução através do número 1-855-888-WELD ou envie um e-mail para service@weldmaster.com.
1.0 Introdução
As máquinas de soldar Spec Extreme foram concebidas para o fabrico interno de uma vasta gama de termoplásticos flexíveis. Isto inclui, mas não se limita a, PVC, PP, PE, LDPE, uretano, materiais de geomembrana, etc. Os tecidos revestidos a acrílico também podem ser soldados com a adição da nossa fita de ligação térmica.
O soldador Spec Extreme utiliza uma cunha quente como fonte de calor. A ligação de termoplásticos é conseguida através de uma combinação de calor (temperatura), velocidade (tempo de exposição) e pressão (força de ligação). O soldador Spec Extreme proporciona um funcionamento silencioso e sem fumo durante a soldadura. A cunha também permite a soldadura de produtos mais finos sem distorção.
Sugerimos que faça soldaduras de amostra do seu material para obter as definições correctas de Calor, Velocidade e Pressão antes de começar a soldar o seu produto acabado. Além disso, o alinhamento da cunha é fundamental para uma soldadura de qualidade. Não se esqueça de rever a secção de alinhamento da cunha deste manual
1.1 Utilização prevista
A Triad Extreme Seam Welder é uma máquina de soldar por cunha quente destinada a selar por calor plásticos térmicos soldáveis, tais como:
- Tecidos laminados e revestidos de vinil (PVC).
- Películas de vinil (PVC) e de poliuretano (PU).
- Tecido revestido de poliuretano (PU) e polipropileno (PP).
- Polietileno (PE).
O fabricante não aprova:
- Quaisquer outras utilizações para estas máquinas.
- A remoção de quaisquer protecções de segurança durante o funcionamento.
- Modificação não autorizada das máquinas.
- Utilizar peças de substituição que não tenham sido aprovadas pelo fabricante.
 Apenas um técnico com formação adequada pode operar e/ou efetuar qualquer manutenção ou reparação de rotina para as máquinas.
Apenas um técnico com formação adequada pode operar e/ou efetuar qualquer manutenção ou reparação de rotina para as máquinas.
NOTA: O fabricante não se responsabiliza por quaisquer danos ou ferimentos resultantes de uma utilização incorrecta desta máquina.
2.0 Alinhamento e ajuste da cunha
O alinhamento correto da cunha é essencial para obter uma soldadura de qualidade do material termoplástico. Uma variedade de questões relacionadas com a ligação do material, o fluxo de material através da máquina e o acabamento estético da soldadura podem ser atribuídos ao posicionamento correto da cunha. É, portanto, crucial compreender e praticar os vários ajustes para o alinhamento da cunha.Recomenda-se a revisão do alinhamento da cunha:
- Semanalmente
- Ao iniciar novos projectos de soldadura
- Mudar o estilo e os tamanhos das cunhas
- Grande variação do peso ou da densidade do material
- Desgaste percetível da cunha
- Transporte da máquina
- Mudança do operador da máquina
Existem três alinhamentos para a Spec Wedge: vertical, angular e horizontal. O alinhamento vertical refere-se à posição para cima e para baixo da cunha em relação aos rolos de pressão. O alinhamento angular refere-se à posição da ponta da cunha em relação ao facto de estar paralela aos rolos de pressão. O alinhamento horizontal refere-se à posição para frente ou para trás entre a ponta da cunha e os rolos de pressão.
Inicialmente, o soldador Spec Extreme é alinhado e testado na fábrica. Deve ser efectuada uma revisão visual do alinhamento aquando da receção da máquina. Além disso, devem ser feitas primeiro amostras de soldaduras para testar o alinhamento, bem como o material a ser selado, antes de iniciar um projeto real.
 Comece todos os ajustes de alinhamento com uma cunha fresca e limpa.
Comece todos os ajustes de alinhamento com uma cunha fresca e limpa.

Para o alinhamento vertical, a posição correcta deve ser a ponta da cunha centrada entre os rolos de pressão.
|
Passo 1: Pegue num pequeno pedaço do material a ser soldado, dobre-o ao meio e coloque-o entre os rolos de pressão. Feche os rolos em conjunto com a dobra do material no centro do rolo |
 |
| Passo 2: Engate a alavanca da cunha na posição de soldadura. Comece a visualizar a posição da ponta da cunha a partir do lado interno do pivô. Mova lentamente a cunha para dentro e para fora da posição de soldadura; a ponta da cunha deve entrar em contacto com a dobra do material |  |
|
Passo 3: Se forem necessários ajustes para cima ou para baixo, utilize a chave hexagonal de 8 mm no ajuste vertical. Rode a chave no sentido dos ponteiros do relógio ou no sentido contrário ao dos ponteiros do relógio para o movimento para cima ou para baixo, vendo do lado do pivô. Quando o ajuste estiver correto, veja a partir do lado exterior da cunha |
 |

Para o alinhamento do ângulo, a posição correcta para a maioria das aplicações deve ser a ponta da cunha paralela aos rolos de pressão.
|
Passo 1: Abrir os rolos de pressão. Rodar a cunha para a posição de soldadura. Faça uma comparação da cunha com a parte inferior do rolo de pressão superior. Para tal, ajuste o seu campo de visão na parte de trás do Spec e acima da área de soldadura, de modo a que a ponta da cunha seja vista imediatamente abaixo do bordo inferior do rolo de pressão superior |
 |
| Etapa 2: Ajuste o ângulo da cunha utilizando uma chave hexagonal de 4 mm no parafuso de ajuste do ângulo, localizado junto à picota de serviço da cunha no alojamento do pivô da cunha. Visualizando a posição da ponta da cunha, ajuste se necessário. Rodar o parafuso de ajuste no sentido dos ponteiros do relógio afasta a extremidade exterior da cunha dos rolos de pressão. Rodar o parafuso de ajuste no sentido contrário ao dos ponteiros do relógio desloca a extremidade exterior da cunha em direção aos rolos de pressão. |  |

Para o alinhamento horizontal, a ponta da cunha e a superfície devem entrar em contacto com os rolos de pressão.
|
Passo 1: Baixar os rolos de pressão em conjunto e encaixar a cunha na posição de soldadura. Veja este alinhamento a partir do lado interior ou pivô da cunha Passo 2: Para ajustar, abra os rolos de pressão e coloque uma chave hexagonal de 3 mm no parafuso de ajuste para a frente/para trás situado no cubo de ajuste. Passo 3: Com uma chave hexagonal de 4 mm, basta desapertar o parafuso de bloqueio de regulação |
 |

|
Passo 4: Rodar o parafuso de ajuste para a frente/para trás no sentido dos ponteiros do relógio irá afastar a ponta da cunha dos rolos de pressão. Rodar o parafuso no sentido contrário ao dos ponteiros do relógio fará com que a ponta da cunha se desloque em direção aos rolos de pressão. Ao mudar as direcções deste parafuso, não se produz qualquer movimento da cunha. Passo 5: Veja o movimento da cunha acima. Rode o parafuso de ajuste para a frente/para trás 1/4 a 1/2 voltas de cada vez, verificando a nova posição da cunha de cada vez, verificando a nova posição da cunha de cada vez. Quando terminar, volte a apertar o parafuso de bloqueio de ajuste. Retire as duas chaves hexagonais Etapa 6: Gire a cunha para fora da posição de soldadura, feche os rolos de pressão e engate a cunha novamente na posição de soldadura. Verifique o alinhamento como no passo 1.
Se for necessário um ajuste adicional, repetir todos os passos. |
 |

Deve ser considerado um ajuste especial ao alinhamento do ângulo para tamanhos de cunha maiores (30 mm+), materiais mais espessos ou para ajudar a controlar o material durante o processo de soldadura. Esta aplicação envolve a criação de um ligeiro ângulo de inclinação para dentro do bordo exterior da cunha.
|
Etapa 1: Abrir os rolos de pressão e retirar o tabuleiro superior de guia do material Passo 2: Colocar uma vara contra o bordo exterior da cunha. Observar o ângulo entre a régua e os rolos de pressão. Inicialmente, este deve ser de 90 graus. |
 |
|
Passo 3: Coloque uma chave hexagonal de 4 mm no parafuso de ajuste do ângulo localizado junto à cavilha de serviço da cunha na caixa do picotado da cunha Passo 4: Rode a chave no sentido contrário ao dos ponteiros do relógio, de modo a que a ponta exterior da cunha faça um movimento para dentro em direção aos rolos de pressão. Utilize a régua contra a extremidade da cunha para determinar novamente o ângulo de "entrada rebocada". O ângulo exato necessário fica ao seu critério; inicialmente, faça uma alteração de 5 graus e, em seguida, faça soldaduras de teste para determinar os resultados. |
 |

3.0 Limpeza da cunha
A soldadura de vários termoplásticos resultará em resíduos de revestimento queimado que se acumularão na superfície da cunha quente. A limpeza da cunha é necessária diariamente, se não várias vezes, dependendo da acumulação e da qualidade resultante da soldadura. A cunha deve ser limpa após utilização intensa, mudança de materiais termoplásticos ou se não for utilizada durante longos períodos de tempo.
A melhor forma de limpar a superfície da cunha consiste em queimar o resíduo até que este se solte da superfície metálica e seja fácil de soprar ou escovar.
| Passo 1: Com a cunha na posição retraída, rode ligeiramente a alavanca de engate da cunha e desaperte o parafuso de serviço da cunha (ou cavilha de serviço) para permitir que a alavanca de engate da cunha rode mais do que a posição retraída para a posição de serviço |  . .  |
| Passo 2: Aumentar a temperatura da cunha para 510 graus. Dê tempo suficiente para que o resíduo seja removido da cunha, normalmente de 5 a 10 minutos. |  |
| Etapa 3: Quando os resíduos se soltarem do metal, sopre-os ou escove-os suavemente para os eliminar. Não esfregue a superfície metálica, pois esta ficará riscada e desgastada. Se os resíduos ainda estiverem presentes, aguarde mais tempo para continuar este processo. Depois de limpo, baixe a temperatura e volte a rodar a cunha para a posição recolhida. |  |
Ao mudar para larguras de costura de tamanho diferente, a cunha quente terá de ser removida e substituída por uma cunha diferente. Além disso, se a cunha não aquecer mais, o alinhamento da cunha não for mais eficaz ou a superfície da cunha estiver desgastada ou destruída, a cunha deve ser substituída. Sempre trabalhe com uma cunha fria com a energia desligada e eletricamente desconectada da fonte de energia.
| Etapa 1: Com uma cunha fria, gire a cunha para fora até a posição de serviço, conforme descrito no Capítulo 3 Limpeza da cunha. Retire os dois grampos que prendem os fios eléctricos à máquina com uma chave de fendas Phillips |  |
| Passo 2: Incline a máquina de soldar Spec Extreme para o lado. Uma vez que a braçadeira está localizada sob o braço do braço de montagem da cunha. A outra está no canto interno do pivô da cunha. |  |
| Passo 3: Desligue eletricamente os fios da cunha da caixa de controlo Spec, desaparafusando o anel de bloqueio e puxando cuidadosamente o conetor da tomada |  |
| Passo 4: Desaperte os dois parafusos de bloqueio do sistema de fixação da cunha que retém as hastes no braço de montagem da cunha. Puxe a cunha da braçadeira e remova |  |
Para instalar uma nova cunha:
|
Passo 1: Posicione e insira as duas hastes de retenção da cunha no sistema de fixação do braço de montagem da cunha. Aperte ligeiramente os dois parafusos de fixação para prender a cunha ao braço Passo 2: rodar a alavanca de engate da cunha de modo a que a cunha fique na posição de soldadura. |
|
|
Passo 3: Ajuste a posição do lado da cunha em relação ao rolo de baixa pressão. Na maioria das vezes, a ponta da cunha corresponderá ao tamanho do rolo. Noutros casos, a ponta da cunha pode ser mais pequena e deve estar centrada no rolo de pressão inferior. Passo 4: Rode cuidadosamente a cunha de volta para a posição de serviço e fixe os dois parafusos de fixação da braçadeira. Verifique novamente a posição da cunha em relação ao rolo. Etapa 5: Ligue eletricamente os fios da cunha à caixa de controlo Spec, torcendo as tranças perto do conetor de modo a ficarem alinhadas com a tomada, insira e rode o anel de bloqueio no sentido dos ponteiros do relógio para fixar Passo 6: Volte a colocar as duas braçadeiras dos fios eléctricos nas respectivas posições, como no ponto 2 do processo de remoção Passo 7: Com a instalação de uma nova cunha, recomenda-se que se efectue um alinhamento da cunha, especialmente se a cunha removida estiver muito gasta. |
 |

5.0 Guia de sobreposição
As guias de material são utilizadas para posicionar corretamente o material na área de soldadura. Estes tabuleiros de guia superior e inferior podem ser ajustados em três direcções diferentes para proporcionar versatilidade numa variedade de aplicações. Os tabuleiros de guia podem ser movidos para cima e para baixo, em direção ou para longe dos rolos de pressão, e de um lado para o outro. Dependendo da aplicação específica e do material que está a ser soldado, pode ser útil testar diferentes configurações.
| Passo 1: Desaperte os dois parafusos de aperto manual em cada uma das estruturas de regulação. Utilize uma chave de fendas Phillips para rodar a estrutura de regulação. Ao rodar numa direção ou na outra, o tabuleiro guia desloca-se para cima ou para baixo. |  |
| Etapa 2: Com a cunha na posição de soldadura, veja de lado para ajustar o tabuleiro superior de guia do material à altura pretendida. |  |
| Etapa 3: Para o tabuleiro de guia inferior, fechar os rolos de pressão na cunha fria na sua posição de soldadura e rodar o parafuso de regulação para ajustar a altura pretendida. Quando terminar, volte a apertar o parafuso de ajuste. |  |
| Passo 1: Para o tabuleiro superior de guia do material, utilize uma chave hexagonal de 4 mm para desapertar o parafuso de cabeça cilíndrica que fixa esta estrutura de regulação ao suporte de guia. |  |
| Passo 2: Com a ranhura grande na estrutura de ajuste, o tabuleiro guia pode ser colocado para a frente ou para trás. Posicionado longe dos rolos de pressão para permitir um maior pré-aquecimento do material à medida que este se aproxima da área de soldadura. Posicionado na direção dos rolos, onde o pré-aquecimento seria minimizado. Quando colocado na posição desejada, apertar o parafuso de fecho. |  |
| Passo 3: Para o tabuleiro inferior de guia de material, vire o aparelho de soldar Spec Extreme de lado para localizar e desapertar os dois parafusos de cabeça Phillips que fixam o suporte de guia à base. O suporte de guia pode ser colocado na ranhura da base do Spex, na direção dos rolos de pressão ou afastado deles, com resultados semelhantes aos do tabuleiro superior de guia de material. Quando colocado na posição desejada, aperte os dois parafusos de cabeça Phillips. |  |
Para regular de lado a lado os tabuleiros de guia do material superior e inferior.
|
Etapa 1: Com a cunha na posição de soldadura, coloque uma régua contra o bordo de guia de cada tabuleiro de guia, estenda-a na direção dos rolos de pressão e observe-a por cima dos rolos para os posicionar corretamente. Passo 2: Para o tabuleiro de guia superior, desapertar os dois parafusos de aperto localizado na placa de fixação superior utilizada para fixar o tabuleiro de guia às hastes de retenção e deslizar para ajustar. Com a borda direita contra a borda do tabuleiro de guia, faça coincidir a borda do rolo de pressão e/ou a borda interna da cunha. |
 |
| Passo 3: Pode ser necessário remover a guia superior para que o parafuso de ajuste do posicionamento do tabuleiro da guia superior possa ser ajustado. Rode no sentido dos ponteiros do relógio para um tamanho de cunha maior e no sentido contrário ao dos ponteiros do relógio para um tamanho de cunha menor. Ajuste o parafuso de modo a que o tabuleiro de guia pare na posição correcta. |  |
| Passo 4: Quando estiver corretamente posicionado, volte a apertar os parafusos de aperto manual na placa de fixação para fixar. Para o tabuleiro de guia inferior, utilize uma chave hexagonal de 2 mm para desapertar os dois parafusos de ajuste situados na parte superior da estrutura de ajuste. Faça deslizar o tabuleiro de guia inferior para o ajustar à posição correcta |  |
| Etapa 5: Com a aresta direita encostada à aresta inferior do tabuleiro de guia, faça corresponder a aresta do rolo de pressão e/ou a aresta exterior da cunha. Quando estiver posicionado, aperte os dois parafusos de fixação para o fixar. |  |
As guias frontais são fornecidas para posicionar o material à medida que este entra na máquina de soldar Spec Extreme . Estas guias frontais podem ser ajustadas de acordo com o estilo e tamanho específicos da cunha que está a ser utilizada.
|
Passo 1: Utilize uma chave hexagonal de 2 mm e desaperte o(s) parafuso(s) de ajuste adequado(s) para a guia frontal superior ou inferior do material. |
|
Etapa 2: Colocar uma régua contra a borda dos tabuleiros de guia de material superior e inferior previamente ajustados e estender a régua para além da frente do Spec. |
| Passo 3: Faça deslizar a guia frontal do material adequado até que esta entre em contacto com a aresta direita. Repita os passos 2 e 3 para a outra guia frontal do material. |
|
Passo 4: Quando estiver corretamente posicionado, aperte os parafusos de ajuste para fixar. |

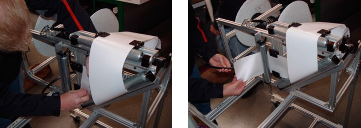
Para a soldadura por sobreposição, introduzir as duas folhas de material de um lado e do outro e inserir cada borda contra as guias. A folha inferior é colocada entre as duas placas do tabuleiro de guia do material inferior e contra o bordo de guia. A folha superior é colocada no topo do tabuleiro de guia do material superior e contra o bordo de guia. Estender o material sobreposto até aos rolos de pressão, posicioná-los corretamente e baixar os rolos para os fixar. Engatar a cunha para soldar.
6.0 Guia de sobreposição acrílica
Para a soldadura com a fita de ligação térmica em tecidos revestidos a acrílico, foi desenvolvido um sistema de orientação para posicionar corretamente a fita.
| Passo 1: Instale o dispensador de fita na calha frontal na parte superior do Spec. Posicione o dispensador na extremidade da calha acima da guia frontal da fita. |  |
|
Etapa 2: Colocar um rolo de fita adesiva térmica no dispensador e passar a fita através da guia frontal da fita e da secção inferior do corpo da Spec |
 |
| Etapa 3: Retirar o tabuleiro superior da guia do material para que a fita possa ser introduzida através da guia da fita situada na guia inferior do material. Puxar a fita para fora e colocá-la sobre o rolo de pressão inferior. Reinstalar o tabuleiro superior da guia de material. |  |
Para soldar por sobreposição materiais revestidos a acrílico utilizando a fita de ligação térmica, introduza o material de ambos os lados do Spec e coloque a extremidade do material contra as guias. Certifique-se de que a fita está na posição correcta e não está presa ou torcida. Posicione o material e a fita sobrepostos nos rolos de pressão e baixe os rolos para os fixar. Engate a cunha para iniciar a soldadura.
7.0 Guia de bainhas
Quando a máquina de soldar bainhas Spec é montada na fábrica, a guia da borda superior é posicionada corretamente com o tamanho de cunha específico que está instalado. Se o tamanho da cunha for alterado, a guia da borda superior precisará ser ajustada quando a nova cunha for instalada.
| Passo 1: Comece por retirar todo o sistema de guia da bainha da máquina Spec. Com a cunha na posição de serviço, retire o parafuso de cabeça cilíndrica do suporte da guia com uma chave hexagonal de 4 mm. Puxe e remova cuidadosamente todo o sistema de guia e coloque-o de lado para trabalhar. |  |
 |
| Passo 2: Desaperte os dois parafusos pretos de polegar na parte superior da guia exterior e faça deslizar as duas secções da guia, separando-as completamente. |  |
|
| Passo 3: Trabalhando na parte da guia da bainha interior, desaperte os dois parafusos de fixação da guia do rebordo superior com uma chave sextavada de 3 mm. Um destes parafusos encontra-se na parte da frente da guia da bainha interior; o outro encontra-se encastrado no bloco de regulação entre os parafusos de aperto manual pretos e brancos. |  |
 |
| Passo 4: O bordo superior da guia interior é uma tira metálica estreita colocada entre as duas placas superiores do conjunto da guia da bainha interior. Deslizará para a frente ou para trás do bordo da guia da bainha interior, aplicando força no parafuso da tampa de aperto frontal e no bloco de regulação contra qualquer um dos bordos da guia da bainha interior. |  |
 |
|
Passo 5: Coloque uma régua dentro das duas placas superiores do conjunto da guia da bainha interior para medir a distância entre a guia da borda superior interior e a borda das placas. Faça corresponder esta medida ao tamanho da nova cunha a instalar. Verifique esta medida em dois locais para se certificar de que a guia do bordo superior interior está direita. |
|
|
| Passo 6: Quando terminar, aperte os dois parafusos de fixação. Volte a montar as secções interior e exterior da guia da bainha, volte a inserir cuidadosamente a guia da bainha na máquina Spec e aperte o parafuso de fixação através do suporte da guia para fixar a guia da bainha à máquina Spec. |  |
 |
| Passo 7: Rodar a cunha para a posição de soldadura. Desaperte os dois parafusos pretos na parte superior do bloco de ajuste. Coloque uma borda direita contra a guia da borda superior e estenda-a em direção aos rolos de pressão. Ajuste a secção interior da guia da bainha de modo a que a borda direita (guia da borda superior) coincida com a borda interior da cunha. O bordo exterior da cunha deve coincidir com o bordo da secção superior da guia da bainha. Quando estiver posicionado, volte a apertar os parafusos pretos. | 
|
 |
| Passo 8: Desaperte os parafusos pretos na parte superior da guia exterior e faça deslizar a guia exterior para dentro da guia interior até parar. Volte a apertar os parafusos pretos. |  |
 |
|
Passo 9: Desaperte o parafuso de aperto manual branco no bloco de ajuste e faça deslizar a haste de ajuste da guia exterior para fora até tocar no bloco de ajuste da guia exterior. Volte a apertar o parafuso branco. |
 |


8.0 Guia do cordão da bainha
| Passo 1: Desaperte os dois parafusos de aperto manual vermelhos na parte superior do bloco de regulação da guia exterior, bem como o terceiro parafuso de aperto manual vermelho situado na parte da frente da guia da bainha, por baixo da secção inferior do conjunto da guia exterior. |   |
| Passo 2: Olhando de lado da máquina de soldar Spec para o bloco de ajuste da guia exterior, localize o parafuso de cabeça Phillips para ajustar a guia de dobra exterior. Ele está localizado sob o bloco de montagem central da guia externa |  |
| Etapa 3: Utilizar a chave de fendas Phillips para ajustar o bordo exterior da guia de dobragem. O ajuste pretendido deve ser efectuado de acordo com o tamanho do cabo ou da corda. Rodar no sentido dos ponteiros do relógio para um tamanho de corda ou cabo maior. Rodar no sentido contrário ao dos ponteiros do relógio para um cabo ou cordão mais pequeno. Utilizar uma amostra da corda ou do cordão dentro das guias de dobragem interiores e exteriores para efetuar a medição. Deixar também espaço para a dobra do material. Quando o bordo da guia de dobra interior estiver corretamente posicionado, aperte os três parafusos de aperto manual vermelhos. |  |
Guia de bolso 9.0
|
Passo 1: Desaperte os dois parafusos de aperto manual pretos e vermelhos na parte superior do bloco de regulação da guia exterior, bem como o terceiro parafuso de aperto manual vermelho situado na parte da frente da guia da bainha, por baixo da secção inferior do conjunto da guia exterior (consulte a pág. 19, passo 1). Passo 2: Deslize a guia exterior completamente para fora e volte a apertar os dois parafusos pretos de aperto manual. |
|
| Passo 3: Ajuste o bordo da guia de dobragem exterior da guia exterior, fazendo-o deslizar para o bloco de ajuste da guia exterior para criar uma abertura de tamanho máximo no tabuleiro da guia. Quando estiver posicionada, volte a apertar os três parafusos de aperto manual vermelhos. |  |
|
Passo 4: Localize dois parafusos de fixação acessíveis através de dois orifícios situados perto do bordo interior da secção da guia da bainha interior. Um orifício situa-se na parte da frente da guia da bainha. O outro orifício encontra-se mesmo à frente do bloco de regulação da guia da bainha interior. Utilize uma chave hexagonal de 2 mm para desapertar ligeiramente estes parafusos. Etapa 5: Em cada uma das extremidades do bordo interior da secção superior da guia da bainha, estenda a mão e faça deslizar a guia de dobra interior para fora, em direção à guia exterior. A distância percorrida definirá o tamanho do bolso a ser feito. Quando o bordo da guia de dobra interior estiver posicionado, voltar a apertar os dois parafusos de fixação. |
  |
Para soldar um bolso, desapertar os dois parafusos pretos de polegar na parte superior do bloco de ajuste da guia exterior e fazer deslizar a guia exterior completamente para fora. Dobrar o material para criar a forma do bolso, introduzir a borda do material na guia da bainha e contra a borda superior da guia. Deslizar o material ao longo do comprimento da guia e para fora para além dos rolos de pressão. Ajustar e posicionar o material na área de soldadura, fazer deslizar a guia exterior para dentro para confinar o material e voltar a apertar os parafusos de aperto manual pretos. Volte a posicionar o material e baixe os rolos de pressão para o fixar. Engate a cunha para iniciar a soldadura. Ao soldar, tenha em atenção o fluxo de material que entra na guia da bainha e a borda do material contra a borda superior da guia.

10.0 Guia de bainha plana
Para preparar a soldadura do tipo bainha plana, será adicionado um braço de pressão de alavanca à guia da bainha, bem como uma mudança para rolos de pressão maiores.
|
Passo 1: Desaperte os dois parafusos de aperto manual pretos e vermelhos na parte superior do bloco de regulação da guia exterior, bem como o terceiro parafuso de aperto manual vermelho situado na parte da frente da guia da bainha, por baixo da secção inferior do conjunto da guia exterior (consulte a pág. 19, passo 1). |
 |
|
Passo 2: Faça deslizar ligeiramente a guia exterior para fora e volte a apertar os parafusos pretos de aperto manual. |
 |
| Passo 3: Localize as duas cavilhas no bordo interior do bloco de regulação central da guia exterior. Fixe o braço de pressão da alavanca a estas cavilhas, certificando-se de que existe um degrau para baixo desde a guia exterior até ao braço de pressão da alavanca. Utilize o parafuso fornecido para fixar |  |
|
Passo 4: Substitua os rolos de pressão retirando o parafuso e a anilha do eixo, deslizando o rolo existente e instale o rolo maior com o mesmo parafuso e anilha. Certifique-se de que o pino de bloqueio no eixo do eixo assenta no rolo. |
 |
|
Passo 5: Nota: Para deixar espaço entre o braço de pressão da alavanca e os rolos de pressão, utilize uma chave hexagonal de 4 mm para desapertar o parafuso de fixação de ajuste da guia da bainha. Deslize a guia da bainha totalmente para a frente na ranhura de ajuste e volte a apertar o parafuso de fixação. |
 |
|
Passo 6: Desaperte os dois parafusos pretos de polegar na parte superior do bloco de ajuste da guia exterior, faça deslizar a guia exterior para trás em direção à secção da guia interior até parar e volte a apertar os parafusos de polegar |
 |
|
Passo 7: Localize o parafuso de ajuste da guia de dobragem exterior (consulte a página 20, figura 2). Utilizando uma chave de fendas Phillips, rode no sentido contrário ao dos ponteiros do relógio para ajustar o bordo da guia de dobra interior completamente para fora até o movimento parar. Isto deve colocar o bordo da guia de dobragem exterior contra o bordo da guia de dobragem interior. Quando estiver posicionado, aperte os três parafusos de aperto manual vermelhos. |
 |
|
Passo 8: Nota: Como teste, quando a cunha é virada para a posição de soldadura, deve ser exercida pressão pelo lado da cunha contra o braço de pressão da alavanca para comprimir ligeiramente o braço. Esta pressão é importante para a fusão do termoplástico à volta da dobra para o acabamento da bainha plana. |
 |
Para soldar a bainha plana, desapertar os dois parafusos pretos na parte superior do bloco de regulação da guia exterior e fazer deslizar ligeiramente a guia exterior para fora. Dobrar o material, introduzir o bordo do material na guia da bainha e contra o bordo superior da guia. Deslizar o material ao longo do comprimento da guia e para fora para além dos rolos de pressão. Ajustar e posicionar o material na área de soldadura, fazer deslizar a guia exterior para dentro para confinar o material e voltar a apertar os parafusos de aperto manual pretos. Reposicione novamente o material e baixe os rolos de pressão para o fixar. Engate a cunha para iniciar a soldadura. Ao soldar, tenha em atenção o fluxo de material que entra na guia da bainha e a borda do material contra a borda superior da guia.
11.0 Guia de bainha em acrílico
Para a soldadura com a fita de ligação térmica em materiais revestidos a acrílico, foi desenvolvido um sistema de guia para posicionar corretamente a fita.
|
Passo 1: Instalar o dispensador de fita na calha frontal na parte superior da caixa do motor Spec. Posicione o dispensador na extremidade da calha acima da guia frontal da fita Passo 2: Colocar um rolo de fita adesiva térmica no dispensador e ajustar o dispensador, se necessário, para que a fita fique livre do botão de ajuste da pressão. |
 |
|
Passo 3: Passe a fita através da parte curta da guia da fita e, em seguida, vire a fita num ângulo reto e passe-a através do comprimento do percurso da guia da fita contido no conjunto da guia da bainha. |
  |
|
Passo 4: Quando a fita aparecer no fim da guia, estenda a fita para fora e sobre o rolo de pressão inferior. |
 |
Para soldar materiais revestidos a acrílico utilizando a fita de ligação térmica, proceda neste ponto com as instruções anteriores para efetuar os três estilos de soldadura de bainha
12.0 Guia Keder
Quando a máquina Spec Keder é montada na fábrica, as guias das extremidades superior e inferior foram posicionadas corretamente para a largura do material e do cordão de PVC encomendados com a máquina. Se mudar para material de largura diferente, cordão de PVC e/ou keder de estilo diferente (dobra simples ou dupla), as guias das extremidades superior e inferior terão de ser ajustadas. Para ajustar:
|
Passo 1: Comece por retirar todo o sistema de guia do keder da máquina Spec. Com a cunha na posição de serviço, retire os dois parafusos de cabeça Phillips do suporte da guia e da parte lateral da máquina. Puxe e remova cuidadosamente todo o sistema de guia e coloque-o de lado para trabalhar. |
 |
|
Passo 2: Desaperte os dois parafusos pretos na parte superior da guia do canal do cabo exterior e faça deslizar as duas secções da guia, separando-as completamente. |
 |
|
Passo 3: Trabalhando na secção interior da guia Keder, desaperte os dois parafusos de fixação da guia do bordo superior com uma chave sextavada de 3 mm. Um destes parafusos encontra-se perto da parte da frente da guia; o outro encontra-se mesmo à frente do bloco de ajuste. |
 |
|
Passo 4: Siga o mesmo procedimento do passo 3 para desapertar os dois parafusos de fixação diretamente atrás dos que foram completados no passo 3. Isto irá soltar a guia do bordo inferior. Um destes parafusos está encastrado no bloco de regulação entre os parafusos de aperto manual pretos e brancos. |
 |
|
Passo 5: A borda superior da guia interior é uma tira metálica estreita colocada entre as duas placas superiores do conjunto da guia interior do keder. Deslizará para a frente ou para trás da borda da guia interior do keder, aplicando força nos parafusos da tampa de aperto frontal e empurrando ou puxando em qualquer direção contra qualquer uma das bordas da guia interior do keder. |
 |
|
Passo 6: Para um keder de aba dupla, insira uma amostra da largura adequada do material, bem como o cordão de PVC de diâmetro adequado a ser completado. Ajuste a borda interna da guia superior para tocar a borda superior do material. Deslize a guia da extremidade inferior contra a guia da extremidade superior e verifique se a extremidade inferior do material toca na extremidade inferior da guia. |
 |
|
Etapa 7: Quando terminar, mantenha o material e o cabo em posição enquanto aperta os dois conjuntos de parafusos de fixação. |
 |
|
Passo 8: Para um keder de aba única, faça deslizar o bordo superior da guia de material totalmente para a frente. Se necessário, utilize uma régua para medir a distância entre o bordo superior da guia do material e o bordo da secção interior da guia do keder. Esta distância deve ser de cerca de 10 mm. Quando terminar, aperte os dois parafusos da tampa de aperto. |
|
|
Etapa 9: Tal como no caso da aba dupla descrita na etapa 6, inserir uma amostra da largura adequada do material, bem como do diâmetro adequado do cordão de PVC a completar. Colocar a borda superior do material contra a borda superior da guia de material acabada de completar no passo 8. Deslize a borda inferior da guia de material para cima contra a borda inferior do material. Quando terminar, aperte os parafusos de fixação da borda inferior da guia do material.
|
 |
|
Passo 10: Volte a montar as secções interior e exterior do sistema de guia do keder, apertando os parafusos pretos de aperto manual para fixar. |
Keder de aba dupla
Alimentador de aba simples
|
|
Passo 11: Volte a inserir cuidadosamente a guia da bainha na máquina Spec, alinhe corretamente as cavilhas e volte a inserir e a apertar os parafusos de cabeça Phillips através do suporte da guia para fixar o sistema de guia do keder à máquina Spec.
|
 |
|
Passo 12: Rodar a cunha para a posição de soldadura. Desaperte os dois parafusos pretos na parte superior do bloco de ajuste. Coloque uma régua contra o lado da cunha e faça deslizar a secção interior da guia do keder para fora, de modo a coincidir com a régua. Quando estiver posicionado, volte a apertar os parafusos pretos.
|
 |
|
Passo 13: Verifique se a cunha se desloca corretamente da posição de soldadura para a posição de arrumação e vice-versa. Se a cunha se deslocar dentro da secção interna da guia do keder, desaperte os dois parafusos de ajuste na parte lateral do bloco de ajuste e utilize uma chave de fendas Phillips no parafuso dentro do bloco de ajuste para levantar ou baixar a secção da guia |
 |
|
Passo 14: Verifique o alinhamento da secção exterior da guia do keder. Se for necessário centrá-la em relação à secção interior, desaperte os dois parafusos de ajuste na parte lateral do bloco de montagem da guia e utilize uma chave de fendas Phillips no parafuso dentro do bloco de montagem para levantar ou baixar a guia exterior.
|
 |




13.0 Quadro Keder
Foi concebida uma estrutura especial para segurar a máquina Spec Keder e entregar o material e o cordão de PVC. Esta estrutura vem parcialmente desmontada e terá de ser completada. Consoante a configuração do envio, a estrutura pode ser apresentada numa das várias secções abaixo. Localize a divisão apropriada da sua remessa abaixo e complete a montagem necessária.
|
Etapa 1: Retirando a estrutura da(s) caixa(s) de embalagem, disponha as várias secções no chão para as separar. É possível ter 2, 3 ou 4 secções diferentes. |
 |
|
Etapa 2: A primeira montagem pode ser a das peças de suporte da base inferior para a perna dianteira e o suporte do rolo. Coloque as peças de suporte na ligação angular e aperte os parafusos. O conjunto completo deve ter o aspeto da imagem abaixo. |
|
|
Etapa 3: Coloque a secção completa do suporte da perna dianteira de lado e posicione a secção de entrega de material da estrutura de forma semelhante. As pernas devem encaixar nos suportes fixados na secção de entrega de material. Aperte os parafusos em ambas as pernas. |
|
|
Etapa 4: Colocar a secção dianteira da estrutura, já terminada, na vertical, com as rodas sobre o solo. Colocar a secção de suporte da máquina da estrutura na vertical sobre as rodas. As duas secções podem agora ser unidas. Aperte todos os parafusos associados a estas duas secções. |
 |
|
Passo 5: Como conjunto completo, a estrutura do Sistema de Entrega Keder deve ter o aspeto da figura abaixo.
|
 |




13.1 Material do keder e configuração do cabo
|
Etapa 1: Introduzir a bobina de cordão de PVC no maior dos dois eixos de rolos situados na extremidade da estrutura do sistema de distribuição. Posicione corretamente a bobina no eixo e utilize os grampos das extremidades para a fixar. O cabo deve agora ser enfiado através do orifício e estendido em direção à máquina Spec Keder. Seguir o mesmo procedimento para a instalação do rolo de material |
 |
|
Etapa 2: Introduzir o material através dos blocos de retenção superiores e sobre o rolo horizontal. Se necessário, ajuste os blocos de retenção para fixar e direcionar o material. Rode o material à volta do rolo diagonal e passe-o através dos blocos de retenção inferiores. Ajustar novamente os blocos de retenção inferiores, se necessário. Por fim, alimente o material à volta do rolo vertical e estenda-o na direção da máquina Spec Keder. |
 |
|
Passo 3: Dobre o material e comece a introduzir a dobra inferior na abertura da guia inferior do sistema de guia do keder. Dobre a parte superior do material e introduza-a na abertura superior do sistema de guia keder. Faça deslizar cuidadosamente o material através do sistema de guia até que fique fora da área de soldadura. |
 |
|
Passo 4: Introduza o cordão na dobra do material e deslize-o através do sistema de guia keder. Retire a extremidade do cordão do material na zona de soldadura. |
 |
|
Passo 5: Empurrar a alavanca roscada no lado da secção da guia exterior para dentro para libertar o braço da alavanca de pressão. Deslize cuidadosamente a guia exterior em direção à secção da guia interior e posicione corretamente o material e o cordão no sistema de guia. Aperte os dois parafusos de aperto manual pretos na guia exterior quando terminar. |
 |
|
Passo 6: Posicionar novamente o material e o cordão no sistema de guia do keder e apertar bem o material à volta do cordão. Baixe a alavanca dos rolos de pressão de modo a obter um ajuste apertado entre o material enrolado à volta do cordão. Puxar a alavanca roscada no sentido contrário ao dos ponteiros do relógio para deslocar o braço da alavanca de pressão para fora e bloqueá-lo contra a dobra do material e do cordão. |
 |
|
Passo 7: Seguem-se imagens de vários ângulos da montagem do material. |
 |
|
Passo 8: Quando o material, o cordão, o sistema de guia do keder e a temperatura, velocidade e pressão adequadas do Spec Welder estiverem corretamente posicionados, rode o braço de alavanca da cunha para fazer várias tiras de teste de keder soldado. Ajuste qualquer um ou todos os segmentos da configuração do material para efetuar alterações de modo a obter uma saída de keder sem problemas. |
 |
14.0 Configuração de material
O material deve ser colocado o mais plano possível, no chão ou numa mesa, consoante a configuração da área de fabrico. Na maior parte dos materiais, e especialmente nos mais finos, é preferível puxar para fora as rugas ou puxar para fora. A utilização de chapas metálicas na mesa ou junto à máquina permite a utilização de ímanes para posicionar e segurar o material. A aplicação de fita adesiva ao material é uma boa prática.
Para efetuar soldaduras por sobreposição, sobrepor sempre o material mais do que a largura final da soldadura. Exemplo: Com uma largura de soldadura de 1 1/2", sobreponha a extremidade do material ou passe 2 a 2 1/2". A máquina empurrará o material para a sobreposição pretendida. Se o material não for sobreposto ou posicionado corretamente, a máquina não efectuará a soldadura por sobreposição pretendida. Ver exemplo abaixo.

15.0 Instruções de funcionamento
- Ligue o Interruptor de Alimentação #2. A luz verde de alimentação #3 acender-se-á com um atraso de um segundo. A luz verde permanecerá acesa como um indicador de que os aquecedores estão a ser alimentados.
- O controlador de temperatura n.º 7 ligar-se-á com um atraso de 1-2 segundos após a luz verde de alimentação se acender. As unidades são definidas em Celsius na fábrica. Prima o botão para cima ou para baixo até atingir a temperatura pretendida. O tempo de aquecimento é de apenas um a dois minutos. Não ajuste o aquecimento para mais de 510 graus C. Para soldaduras de amostra, defina o controlador para 400 graus C. Esta pode não ser a sua definição final.
- Colocar o Interruptor de avanço/retrocesso #4 na posição de avanço. Isto indica a direção do movimento da máquina e do rolo de acionamento/pressão.
- Coloque o Interruptor manual/automático n.º 5 na posição Auto. Isto irá engatar ou iniciar os rolos de tração/pressão quando a cunha for movida para a posição de soldadura.
- Coloque o conjunto da roda motriz n.º 10 sob o rolo de pressão inferior. Isto fará com que a máquina se mova automaticamente. Com o conjunto da roda motriz fora, a máquina pode ser utilizada num modo estacionário.
- #O número 1 é o Controlo de Velocidade. É ajustável de 0-30 pés por minuto. O ajuste normal será na faixa de 30 a 60%, para produtos de 12 a 30 milímetros.
- Introduzir o material na máquina com as guias correctas instaladas e fechar o manípulo da roda de pressão n.º 9.
- Rode o manípulo de engate da cunha n.º 11 na direção da máquina, o que iniciará automaticamente o movimento de avanço do Spec e engatará a cunha no material.
- Ajuste o controlo de velocidade para cima ou para baixo até verificar que está a obter uma soldadura adequada.

16.0 Controlos do motor
16.1 RH-120v-Motor e Módulo de Controlo-Diagrama A&B



16.2 RH-120v-Motor e Módulo de Controlo - Diagrama C

17.0 Esquemas
17.1 Base de chassis de laminagem com soldadura por sobreposição RH - Diagrama D


17.2 Caixa do pivô em cunha - Diagrama E&F



17.3 Moduline-Diagrama G do Motor e Controlos RH-240V


17.4 Backbone e controlo do chassis



18.0 Esquema de ligação
18.1 110V


18.2 220V


