
Este manual de instruções destina-se a ser um guia para a utilização da máquina de soldar T3 Extreme Seam. Para garantir um desempenho ótimo da sua máquina de soldar, siga rigorosamente as recomendações e especificações.
Índice
- Capítulo 2: Explicação dos avisos
- Capítulo 3: Requisitos eléctricos e de ar
- Capítulo 4: Princípios da selagem térmica
- Capítulo 5: Definição de controlos
- Capítulo 6: Funcionamento
- Capítulo 7: Ajustamento
- Capítulo 8: Conselhos de soldadura
- Capítulo 9: Acessórios
- Capítulo 10: Manutenção
- Capítulo 11: Peças de substituição recomendadas
- Capítulo 12: Transporte e armazenamento
- Capítulo 13: Documentos adicionais da máquina
Para obter mais informações técnicas sobre esta máquina, contacte o nosso Centro de Resolução através do número 1-855-888-WELD ou envie um e-mail para service@weldmaster.com.
1.0 Utilização prevista
A T3 é uma máquina de soldar por cunha quente rotativa destinada a selar por calor plásticos térmicos soldáveis, tais como:
- Tecidos laminados e revestidos de vinil (PVC)
- Películas de vinil (PVC) e de poliuretano (PU)
- Tecido revestido a poliuretano (PU) e polipropileno (PP)
- Polietileno (PE)
- Películas e tecidos de borracha termoplástica (TPR)
- Não-tecido de poliéster e polipropileno
- Várias fitas de fusão
- Cinta soldável
- Produtos extrudidos rígidos
O fabricante não aprova:
- Quaisquer outras utilizações para estas máquinas.
- A remoção de quaisquer protecções de segurança durante o funcionamento.
- Modificação não autorizada das máquinas.
- Utilizar peças de substituição que não tenham sido aprovadas pelo fabricante.
![]() Apenas um técnico com formação adequada pode operar e/ou efetuar qualquer manutenção de rotina oureparações das máquinas.
Apenas um técnico com formação adequada pode operar e/ou efetuar qualquer manutenção de rotina oureparações das máquinas.
NOTA: O fabricante não se responsabiliza por quaisquer danos ou ferimentos resultantes de uma utilização incorrecta desta máquina.
2.0 Explicação dos avisos
Existem vários símbolos de aviso diferentes colocados na Miller Weldmaster T3. Os símbolos destinam-se a alertar o operador para áreas potencialmente perigosas na máquina. Familiarize-se com a sua colocação e significado.

Cuidado: Desligar a máquina da tomada
O autocolante "Cuidado: Desligue a máquina" está colocado perto da abertura do armário e de todos os painéis de acesso. Para evitar eletrocussão, a máquina deve ter sempre a alimentação desligada antes de abrir a porta do armário.

Cuidado: Eletricidade
O autocolante "Cuidado: Eletricidade" é colocado perto de áreas que contêm eletricidade.

Cuidado: Ler o documento
Ler a documentação que acompanha o produto antes de o utilizar.
3.0 Requisitos eléctricos e de ar
Aviso! Só um eletricista qualificado pode ligar a corrente eléctrica.
Fornecimento elétrico
Devido ao número de tomadas de estilos diferentes disponíveis, o cabo não inclui uma ficha. Recomenda-se que o seu eletricista instale uma ficha compatível com o seu estilo de tomada eléctrica. Pode optar por ligar o cabo de alimentação à sua fonte de alimentação. Recomenda-se que o seu
eletricista utilize uma caixa de derivação com um interrutor ON/OFF com proteção contra curto-circuitos, conforme exigido pelo código elétrico local, para ser adequado para a desconexão primária. O Miller Weldmaster T-3 requer a seguinte fonte de alimentação.
-16 Amperes - Monofásico - 230 Volts
Fornecimento de ar para a loja
O Miller Weldmaster T-3 inclui uma válvula de fornecimento de ar na oficina que permite ligações e desligações rápidas
ao fornecimento de ar da oficina. Devido ao número de conectores de ar de diferentes estilos, não está incluída uma conexão rápida macho. Deverá selecionar uma ligação rápida macho com um NPT (National Pipe Thread) de 1⁄4 polegadas para corresponder à sua ligação rápida fêmea. O Miller Weldmaster T-3 requer os seguintes requisitos de ar de oficina:
-Mínimo de 3 cfm a 120 psi (padrão) ou 85 litros/minuto a 8,3 Bar (métrico)
4.0 Princípios da selagem térmica
Calor
Sistema de Aquecimento por Ar Quente
O calor necessário para a operação de soldadura é criado eletricamente por um elemento de aquecimento localizado no interior da Caixa do Elemento de Aquecimento. O Compressor de Ar Interno bombeia o ar sobre o elemento de aquecimento e transporta o calor através do Bocal de Ar Quente, aplicando o calor ao material a ser soldado. A temperatura do ar quente varia entre 25 e 730 graus Celsius (100 e 1350 graus Fahrenheit).
Sistema de aquecimento por cunha quente
O sistema de aquecimento Hot Wedge utiliza quatro elementos de aquecimento de cartucho para aquecer eletricamente o Wedge. A temperatura do Hot Wedge varia de 25 a 490 graus Celsius (100 a 915 graus Fahr- enheit).
Velocidade
A velocidade dos rolos de soldadura determina a quantidade de tempo que o calor é aplicado ao material que está a ser soldado. Quanto mais lenta for a definição de velocidade, mais o material será aquecido. Quanto mais rápida for a definição da velocidade, menos o material será aquecido. Para obter a melhor soldadura, deve ser aplicada uma quantidade mínima de calor ao material, sem deixar de obter uma soldadura completa. Demasiado calor provocará a distorção do material; enquanto que o calor insuficiente impedirá a soldadura do material.
Pressão
A pressão do rolo de soldadura é o passo final na criação de uma soldadura. A pressão do rolo de soldadura comprime o material aquecido, completando o processo de soldadura.
Resumo
Ao selar por calor, a combinação correcta de calor, velocidade e pressão permitir-lhe-á obter uma costura devidamente soldada.
5.0 Definição dos comandos
O fabricante sugere que todos os operadores estejam familiarizados com todos os comandos da sua máquina. É do interesse do operador é do interesse do operador conhecer a finalidade de todos estes controlos e as suas funções.

Botão de início: O botão de arranque inicia a oscilação da cunha e os controlos do motor. Ao premir o botão de arranque, o processo de soldadura terá início.
Botão de paragem: O botão de paragem interrompe a operação de soldadura. Ao premir o botão de paragem, a operação de soldadura é interrompida.

Abertura/Fecho do rolo de soldadura: O botão de empurrar/puxar abre ou fecha os rolos de soldadura. Ao empurrar o botão, os rolos de soldadura fecham-se. Ao puxar o botão, os rolos de soldadura abrem-se.

Botão de paragem de emergência: O botão de paragem de emergência interrompe as operações do sistema em caso de emergência. Prima o botão de paragem de emergência em caso de emergência. Rodar para libertar o botão de paragem de emergência.

Botão de reinicialização: O botão de reinicialização liga a alimentação do sistema de controlo da máquina. O botão de reinicialização deve ser premido depois de o interrutor de alimentação ter sido ligado e depois de o botão de paragem de emergência ter sido rodado e libertado.

Controlador de temperatura: O controlador de temperatura é utilizado para definir a temperatura desejada da cunha. O intervalo de temperatura é de 0OC a 430OC. A seta PARA CIMA aumenta a temperatura definida e a seta PARA BAIXO diminui a temperatura definida. Os botões EZ, de deslocamento e de círculo duplo são utilizados para as funções de programação. O ecrã superior apresenta a temperatura real e o ecrã inferior a temperatura definida. Se o visor não estiver a apresentar as temperaturas definida e real, coloque o interrutor de alimentação na posição OFF (desligado) durante 30 segundos e volte a ligá-lo.

Manómetro e regulador de pressão: O manómetro e o regulador apresentam e controlam a pressão do rolo de soldadura. Para aumentar ou diminuir a pressão do rolo de soldadura, puxe o botão do regulador para fora e depois rode. Rodar no sentido dos ponteiros do relógio para aumentar a pressão e no sentido contrário para diminuir a pressão. Empurre o regulador para dentro para bloquear o botão no lugar.

Controlo de velocidade: O controlo de velocidade ajusta a velocidade dos rolos de soldadura. 0 é a velocidade mais baixa e 10 é a velocidade mais rápida. Rode o botão para a definição de velocidade pretendida.

Controlo de atraso de acionamento: O controlo de atraso do acionamento atrasa o arranque dos rolos de soldadura até que o botão de arranque ou o pedal seja premido. O controlo de atraso do acionamento deve ser regulado para permitir que a cunha esteja na posição correcta antes de os rolos de soldadura começarem a rodar. Será necessário um ajuste para os produtos individuais que estão a ser soldados.

Desconexão da alimentação: O interrutor de alimentação liga/desliga a máquina. Para ligar a máquina, rode o manípulo para a posição ON e, para desligar, rode-o para a posição OFF. O interrutor de alimentação deve ser sempre desligado quando a máquina não estiver a ser utilizada ou a ser reparada.

Ficha do pedal: A ficha do pedal liga o pedal ao sistema de controlo da máquina. Introduzir a extremidade macho da ficha na extremidade fêmea da ficha e, em seguida, apertar a porca roscada com os dedos. O pedal deve ser ligado apenas quando a máquina é utilizada num modo estacionário.

Alimentação de ar: A alimentação de ar deve ser ligada ao lado da alimentação da válvula de esfera, 1/4" NPT. A válvula de esfera deve ser rodada para a posição horizontal sempre que a máquina não estiver a ser utilizada e bloqueada na posição OFF quando a máquina estiver a ser reparada.

Pedal: O pedal de pé inicia a oscilação da cunha e os controlos do motor. Ao premir o pedal, a operação de soldadura tem início.
6.0 Funcionamento
NOTA: Antes de colocar a máquina em funcionamento, verifique-a cuidadosamente e certifique-se de que não existem objectos estranhos sob a área de soldadura. Certifique-se de que a área circundante da máquina está livre de detritos inflamáveis. A máquina só pode ser utilizada por pessoas autorizadas.
Arranque
1. Ligue o cabo de alimentação à fonte de alimentação adequada.
2. Ligar o ar à alimentação de ar adequada e rodar a válvula de esfera de alimentação de ar para a posição ABERTA.
3. Coloque o interrutor de alimentação na posição ON. Isto irá ligar a máquina e o sistema de aquecimento.
4. Certifique-se de que o botão de paragem de emergência está solto.
5. Premir o botão de reset. Premir o botão de reset liga o sistema de controlo da máquina.
6. Se as regulações da máquina e dos comandos estiverem no ponto desejado, a máquina está pronta para ser utilizada.
Encerrar:
1. Coloque o interrutor de alimentação na posição OFF. Isto irá desligar a máquina e o sistema de aquecimento.
2. Rode a válvula de esfera de alimentação de ar para a posição OFF.
Ajuste da cunha

A colocação da cunha é o componente mais importante da soldadura com cunha. Quando o braço da cunha gira para dentro e avança, é imperativo que a ponta do pino de alinhamento se encaixe no recesso do braço da cunha. Antes de ajustar o sistema de cunha, certifique-se de que a pressão do rolo de soldadura está definida para a configuração de pressão desejada. Para a maioria das aplicações, a pressão do rolo de soldadura deve ser regulada para 40-50 psi. Verifique isto accionando o pedal de acionamento. Uma colocação correcta garantirá uma soldadura adequada.
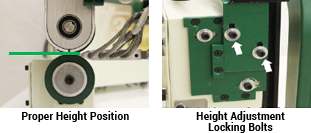
Ajuste da altura da cunha
Antes de verificar o alinhamento da cunha, coloque o controlo de velocidade na sua posição mais baixa, o atraso de acionamento na sua posição mais alta e feche os rolos de soldadura.
1. Balance a cunha no lugar, pressionando o pedal de acionamento ou o botão de início. Quando o balanço da cunha tiver atingido a posição de soldadura, veja a colocação da cunha em relação aos rolos de soldadura e, em seguida, solte o pedal de acionamento ou prima o botão de paragem.
2. A altura da cunha deve estar nivelada com o ponto de aperto dos rolos de soldadura.
3. Se a altura da cunha for superior ou inferior ao ponto de aperto, será necessário efetuar um ajustamento.
4. Para ajustar o alinhamento da altura da cunha, a cunha deve primeiro estar na posição inicial.
5. Localize e desaperte os parafusos de bloqueio de regulação da altura e ajuste o sistema de calços para cima ou para baixo, consoante a posição nivelada necessária do calço em relação ao ponto de aperto.
6. Depois de efectuados os ajustes, volte a verificar a posição da cunha em relação ao ponto de aperto do rolo de soldadura. Ver o primeiro passo.

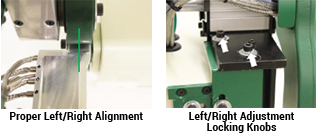
Alinhamento da esquadria da cunha
Antes de verificar o alinhamento da cunha, coloque o controlo de velocidade na sua posição mais baixa, o atraso de acionamento na sua posição mais alta e feche os rolos de soldadura.
1. Balance a cunha no lugar, pressionando o pedal de acionamento ou o botão de início. Quando o balanço da cunha tiver atingido a posição de soldadura, veja a colocação da cunha em relação aos rolos de soldadura e, em seguida, solte o pedal de acionamento ou prima o botão de paragem.
2. O alinhamento da cunha deve estar centrado nos rolos de soldadura.
3. Se o esquadro da cunha for rodado para fora da linha central dos rolos de soldadura, será necessário um ajuste.
4. Para ajustar o esquadro da cunha, a cunha deve primeiro estar na posição inicial.
5. Localize e desaperte os parafusos de bloqueio de ajuste esquerdo/direito e ajuste a rotação do sistema de cunhas, dependendo da posição necessária da cunha em relação aos rolos de soldadura.
6. Depois de efectuados os ajustes, volte a verificar a posição da cunha em relação aos rolos de soldadura. Ver o primeiro passo.

Alinhamento da inclinação da cunha
Antes de verificar o alinhamento da cunha, coloque o controlo de velocidade na sua posição mais baixa, o atraso de acionamento na sua posição mais alta e feche os rolos de soldadura.
1. Balance a cunha no lugar, pressionando o pedal de acionamento ou o botão de início. Quando o balanço da cunha tiver atingido a posição de soldadura, veja a colocação da cunha em relação aos rolos de soldadura e, em seguida, solte o pedal de acionamento ou prima o botão de paragem.
2. A melhor forma de ver a inclinação da cunha é a partir da perspetiva do operador, ao nível dos olhos da cunha e do ponto de aperto do rolo de soldadura quando a cunha tiver sido colocada no lugar.
3. Se o alinhamento de inclinação da cunha não for horizontal com o ponto de aperto dos rolos de soldadura, será necessário um ajuste.
4. Para ajustar o alinhamento da inclinação da cunha, a cunha deve primeiro estar na posição inicial.
5. Localize e desaperte/aperte os botões de bloqueio de ajuste de inclinação
e ajuste o sistema de cunha para a esquerda ou para a direita, dependendo da posição necessária da cunha em relação aos rolos de soldadura. Por exemplo, se a inclinação da cunha exigir um movimento para a esquerda, primeiro solte o botão de inclinação à esquerda uma ou duas voltas e, em seguida, aperte o botão de inclinação à direita. Isto ajustará a inclinação da cunha para a esquerda.
6. Depois de efectuados os ajustes, volte a verificar a posição da cunha em relação aos rolos de soldadura. Ver o primeiro passo.
Alinhamento da cunha esquerda/direita
Antes de verificar o alinhamento da cunha, coloque o controlo de velocidade na sua posição mais baixa, o atraso de acionamento na sua posição mais alta e feche os rolos de soldadura.
1. Balance a cunha no lugar, pressionando o pedal de acionamento ou o botão de início. Quando o balanço da cunha tiver atingido a posição de soldadura, veja a colocação da cunha em relação aos rolos de soldadura e, em seguida, solte o pedal de acionamento ou prima o botão de paragem.
2. O alinhamento da cunha deve estar centrado nos rolos de soldadura.
3. Se o esquadro da cunha for rodado para fora da linha central dos rolos de soldadura, será necessário um ajuste.
4. Para ajustar o esquadro da cunha, a cunha deve primeiro estar na posição inicial.
5. Localize e desaperte os parafusos de bloqueio de ajuste esquerdo/direito e ajuste a rotação do sistema de cunhas, dependendo da posição necessária da cunha em relação aos rolos de soldadura.
6. Depois de efectuados os ajustes, volte a verificar a posição da cunha em relação aos rolos de soldadura. Ver o primeiro passo.
Alinhamento da profundidade da cunha

Antes de verificar o alinhamento da cunha, coloque o controlo de velocidade na sua posição mais baixa, o atraso de acionamento na sua posição mais alta e feche os rolos de soldadura.
1. Balance a cunha no lugar, pressionando o pedal de acionamento ou o botão de início. Quando o balanço da cunha tiver atingido a posição de soldadura, veja a colocação da soldadura em relação aos rolos de soldadura e, em seguida, solte o pedal de acionamento ou prima o botão de paragem.
2. O alinhamento da profundidade da cunha deve estar em contacto com os rolos de soldadura para permitir o contacto e a transferência de calor para o tecido.
3. Se o alinhamento da profundidade da cunha estiver demasiado para trás ou demasiado para dentro do ponto de aperto dos rolos de soldadura, será necessário um ajuste.
4. Para ajustar o alinhamento da profundidade da cunha, a cunha deve primeiro estar na posição inicial.
5. Localize e desaperte os parafusos de bloqueio de ajuste da profundidade e ajuste a profundidade do sistema de calços, dependendo da posição necessária do calço em relação ao ponto de aperto do rolo de soldadura.
6. Para uma profundidade adequada da cunha, ajuste primeiro a ponta da cunha de modo a entrar em contacto com o ponto de aperto dos rolos de soldadura. Quando a ponta da cunha tiver sido ajustada para este ponto, deslize o sistema de cunha 1/8" mais para dentro do ponto de aperto dos rolos de soldadura. Isto permitirá a pressão adequada da cunha contra o tecido e os rolos de soldadura.
7. Depois de efectuados os ajustes, volte a verificar a posição da cunha em relação aos rolos de soldadura. Ver o primeiro passo.

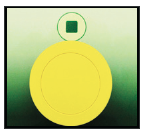
Má solda
Esta não é uma boa soldadura. Embora o tecido esteja um pouco soldado, não é o que se pode considerar 100%. Uma de duas coisas tem de acontecer para que esta soldadura seja aceite. Ou a velocidade tem de ser reduzida ou o calor tem de ser aumentado.

Boa solda
Esta é uma boa soldadura. O tecido está soldado a 100%. Pode ver-se que o tecido está a delaminar em toda a largura da costura.

Tensão irregular do tecido
Este é um exemplo de demasiada tensão mantida no painel de tecido superior. É importante que o operador mantenha uma tensão uniforme (igual) nos painéis de tecido superior e inferior enquanto a máquina está a soldar. Conforme ilustrado, o painel verde passa pelo lado esquerdo (superior) da máquina de soldar e o painel amarelo passa pelo lado direito (inferior) da máquina de soldar. Quando é mantida uma maior tensão no painel superior, o painel inferior apresenta rugas junto à soldadura. Ajuste a tensão mantida para obter um acabamento mais suave.
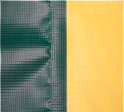
Tensão irregular do tecido
Este é um exemplo de demasiada tensão mantida no painel de tecido inferior. É importante que o operador mantenha uma tensão uniforme (igual) nos painéis de tecido superior e inferior enquanto a máquina está a soldar. Conforme ilustrado, o painel verde passa pelo lado esquerdo (superior) da máquina de soldar e o painel amarelo passa pelo lado direito (inferior) da máquina de soldar. Quando é mantida uma maior tensão no painel inferior, o painel superior apresenta rugas junto à soldadura. Ajuste a tensão mantida para obter um acabamento mais suave.

Costura perfeita
Este é um exemplo de uma costura perfeita. Não há ondulações, rugas ou dobras. O calor, a velocidade e a pressão, combinados com a tensão aplicada pelos operadores, são perfeitos.

10.0 Manutenção
A Miller Weldmaster T3 tem determinados itens que necessitam de manutenção para manter a máquina a funcionar da forma mais eficaz possível. A T3 tem três correntes que são utilizadas para acionar os rolos de soldadura e o rolo de deslocamento na máquina. Embora não sejam itens de manutenção elevada, as correntes devem ser inspeccionadas a cada 3 meses
para garantir que não há corrosão excessiva, ferrugem ou sujidade. Inspeccione também se há alguma folga na corrente, rodas dentadas ou engrenagens. Se necessário, lubrifique as correntes e as engrenagens de 3 em 3 meses com óleo para engrenagens 80-90w.
1. Antes de iniciar qualquer tipo de inspeção ou manutenção, o interrutor de alimentação e a válvula de ar devem ser colocados na posição de desligados.
2. Retire a tampa traseira da máquina e inspeccione as correntes, as rodas dentadas, as engrenagens e todas as outras peças mecânicas. Durante a inspeção, procure superfícies de desgaste, pó escuro debaixo das rodas dentadas e engrenagens, correntes secas ou quaisquer outros sinais de desgaste.
3. Lubrificar correntes, rodas dentadas e engrenagens, conforme necessário. Substituir peças gastas, se necessário.
4. Uma vez inspeccionado e mantido o sistema mecânico, inspecionar o sistema elétrico. Comece a inspeção soprando ligeiramente o interior da máquina com uma pistola de ar comprimido (certifique-se de que o ar comprimido está completamente seco e limpo). Inspeccione os componentes eléctricos, os fios e os terminais dos fios para verificar se existem áreas escuras/descoloridas.
- Desapertar e retirar a tampa da caixa.
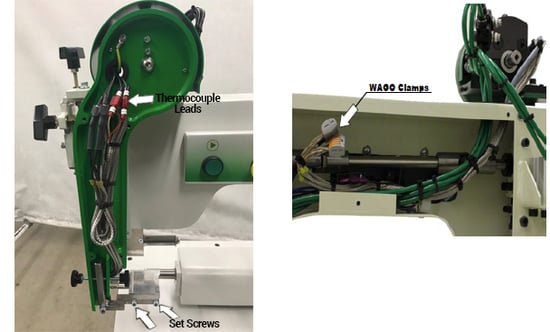
- Desligue os cabos macho e fêmea do termopar.
- Desligar os fios do cartucho de aquecimento da braçadeira WAGO.
- Desaperte os dois parafusos de fixação situados na parte lateral da cunha.
- Retire os dois parafusos do suporte de montagem traseiro.
- Instalar o novo conjunto da cunha invertendo as instruções acima
- Ao apertar os parafusos no suporte de montagem traseiro, desaperte-os 1/8 de volta para que a cunha tenha alguma flutuação.
6. Contacte um representante do serviço Miller Weldmaster em caso de dúvidas ou para discutir uma área de incerteza.
7. Quando a inspeção e a manutenção estiverem concluídas, volte a colocar a tampa traseira e aperte todos os parafusos de montagem.
11.0 Substituição recomendada
Miller Weldmaster A Comissão Europeia recomenda que se mantenham em stock as seguintes peças sobresselentes:

NOTA: O fabricante não se responsabiliza por quaisquer danos ou ferimentos resultantes de uma utilização incorrecta desta máquina.
12.0 Transporte e armazenamento
Transporte dentro de uma instalação de produção
Devido ao peso da máquina Miller Weldmaster , o fabricante requer duas pessoas para a deslocar. Ao levantar a máquina, agarrar na base e não em qualquer parte insegura, e levantar lenta e cuidadosamente para evitar possíveis ferimentos. Fixe todos os componentes antes de os levantar.
Transporte fora de uma instalação de produção
O fabricante exige que a máquina Miller Weldmaster seja colocada numa palete e carregada num camião utilizando um empilhador ou um motor de reboque. Os garfos devem ser inseridos por baixo da estrutura inferior, ao longo do centro de gravidade. Antes de levantar a máquina, certifique-se de que fixa todos os componentes. Levante lentamente para garantir a colocação correcta dos garfos. Fixe a máquina na palete ou no atrelado e proteja os vários controlos e funcionalidades encaixotando a máquina.
Armazenamento
O fabricante recomenda que, sempre que a máquina não estiver a ser utilizada, deve ser protegida contra o excesso de pó e humidade. O operador deve familiarizar-se com os símbolos de aviso na máquina para estar alerta para as áreas potencialmente perigosas na máquina.
13.0 Documentos adicionais da máquina





