Este manual de instruções destina-se a ser um guia para a utilização da máquina de soldar PS150. Para garantir o melhor desempenho da sua máquina de soldar, siga rigorosamente as recomendações e especificações.
Índice
- Capítulo 1: Utilização prevista
- Capítulo 2: Explicação dos avisos
- Capítulo 3: Requisitos eléctricos e de ar
- Capítulo 4: Princípios da selagem térmica
- Capítulo 5: Princípios de funcionamento
- Capítulo 6: Especificações da máquina
- Capítulo 7: Substituição e manutenção de componentes
- Capítulo 8: Documentos adicionais da máquina
Para obter mais informações técnicas sobre esta máquina, contacte o nosso Centro de Resolução através do número 1-855-888-WELD ou envie um e-mail para service@weldmaster.com.
1.0 Utilização prevista
A PS150 é uma máquina rotativa de soldadura por ar quente destinada a selar por calor plásticos térmicos soldáveis, tais como
Tecido revestido de polipropileno (PP)
Tecidos revestidos de polietileno (PE)
O fabricante não aprova:
Quaisquer outras utilizações para estas máquinas.
A remoção de quaisquer protecções de segurança durante o funcionamento.
Modificação não autorizada das máquinas.
Utilizar peças de substituição que não tenham sido aprovadas pelo fabricante.
![]() Apenas um técnico com formação adequada pode operar e/ou efetuar qualquer manutenção de rotina ou reparações nas máquinas.
Apenas um técnico com formação adequada pode operar e/ou efetuar qualquer manutenção de rotina ou reparações nas máquinas.
NOTA: O fabricante não se responsabiliza por quaisquer danos ou ferimentos resultantes de uma utilização incorrecta desta máquina.
2.0 Explicação dos avisos
Existem vários símbolos de aviso diferentes colocados na Miller Weldmaster PS150 . Os símbolos destinam-se a alertar o operador para áreas potencialmente perigosas na máquina. Familiarize-se com a sua colocação e significado.

Cuidado: Quente
O símbolo "Cuidado: Quente" é colocado numa proteção perto de superfícies quentes.

Perigo: Pontos de aperto
O símbolo "Perigo: Pontos de aperto" é colocado perto de quaisquer potenciais pontos de aperto. Não coloque quaisquer partes do corpo perto destas secções da máquina enquanto a máquina estiver a funcionar.

Cuidado: Desligar a máquina da tomada
O autocolante "Cuidado: Desligue a máquina" está colocado perto da abertura do armário e de todos os painéis de acesso. Para evitar eletrocussão, a máquina deve ter sempre a alimentação desligada antes de abrir a porta do armário.

Aviso: Manter as mãos afastadas
O autocolante "Aviso: Manter as mãos afastadas" é colocado no conjunto do aquecedor. Para evitar beliscões ou queimaduras, tenha sempre em atenção a localização das suas mãos.

Aviso: Ar a alta temperatura
O autocolante "Aviso: Ar a alta temperatura" é colocado no conjunto do aquecedor.

Cuidado: Eletricidade
O autocolante "Cuidado: Eletricidade" é colocado perto de áreas que contêm eletricidade.

Cuidado: Afiado
O autocolante "Cuidado: Afiado" é colocado perto de áreas que contêm componentes afiados.

Bloqueio e etiquetagem:
A alimentação de cada variador de frequência CA é fornecida por um bloco de fusíveis que pode ser bloqueado e etiquetado. É utilizada uma chave de fendas na ranhura na face do manípulo para iniciar a abertura do manípulo. Uma vez iniciada a abertura, o utilizador pode puxá-la manualmente e bloquear o dispositivo.
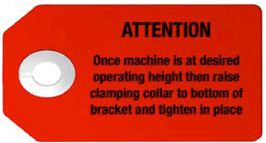
A atenção:
A etiqueta está localizada perto do limite inferior do sistema de regulação da altura. Depois de a máquina ter sido ajustada para a altura de funcionamento pretendida, levante o colar de aperto até à parte inferior do suporte e aperte-o no lugar. Ao fazê-lo, cria-se um limite inferior de regulação da altura, de modo a que a máquina desça uma quantidade mínima a partir da altura de funcionamento.
3.0 Requisitos eléctricos e de ar
Aviso! Só um eletricista qualificado pode ligar a corrente eléctrica.
Preparação - Energia e ar
- Certifique-se de que a fonte de alimentação é de 230 V, 30 amperes, 50/60 Hz ou 480 V, 30 amperes, quando tiver sido fornecido o transformador redutor adequado, 50/60 Hz. e que a fonte de pressão atinge 100 psi (6,9 bar) quando a máquina está a funcionar.
- Certifique-se de que a tensão e a corrente são adequadas à máquina e às especificações acima referidas.
- Deve ser efectuada uma ligação à terra adequada no terminal de terra previsto na máquina.
 Antes de utilizar a máquina, certifique-se de que a área circundante da máquina está livre de detritos inflamáveis. Apenas pessoas autorizadas devem estar na área da máquina durante a utilização.
Antes de utilizar a máquina, certifique-se de que a área circundante da máquina está livre de detritos inflamáveis. Apenas pessoas autorizadas devem estar na área da máquina durante a utilização.- Em caso de emergência, prima o botão de paragem de emergência
Fornecimento elétrico
Devido ao número de tomadas de estilos diferentes disponíveis, o cabo não inclui uma ficha. Recomenda-se que o seu eletricista instale uma ficha que seja comparável ao seu estilo de tomada eléctrica. Pode optar por ter o seu cabo de alimentação ligado à sua fonte de alimentação. Recomenda-se que o eletricista utilize uma caixa de derivação com um interrutor ON/OFF. O Miller Weldmaster PS150 requer um dos seguintes requisitos eléctricos:
30 Amp - Trifásico - 230 Volts
30 Amp - Trifásico - 480 Volts (Quando o transformador abaixador apropriado tiver sido fornecido)
Fornecimento de ar para a loja
O Miller Weldmaster PS150 inclui uma válvula de fornecimento de ar na oficina que permite ligações e desligações rápidas ao fornecimento de ar da oficina. Devido ao número de conectores de ar de diferentes estilos, não está incluída uma ligação rápida macho. Deverá selecionar uma ligação rápida macho com uma rosca NPT (National Pipe Thread) de 3/8 polegadas para corresponder à sua ligação rápida fêmea. O Miller Weldmaster PS150 requer os seguintes requisitos de ar de oficina:
- Mínimo de 20 cfm a 100 psi
- Não deve exceder 565 litros/minuto a 6,9 bar
- Um separador de água e sujidade em linha
4.0 Princípios da selagem térmica
Calor: Sistema de aquecimento por ar quente: O calor necessário para a operação de soldadura é criado eletricamente por um (ou dois, dependendo da aplicação) elemento de aquecimento localizado no interior da caixa do elemento de aquecimento. O fornecimento de ar da oficina fornece ar sobre o elemento de aquecimento e transporta o calor através do bocal de ar quente, aplicando o calor ao material a ser soldado. A temperatura do ar quente varia entre 25 e 800 graus Celsius (77 e 1472 graus Fahrenheit).
Velocidade: A velocidade dos rolos de soldadura determina a quantidade de tempo que o calor é aplicado ao material que está a ser soldado. Quanto mais lenta for a definição da velocidade, mais o material será aquecido. Quanto mais rápida for a definição da velocidade, menos o material será aquecido. Para obter a melhor soldadura, deve ser aplicada uma quantidade mínima de calor ao material, sem deixar de obter uma soldadura completa. Demasiado calor provocará a distorção do material; enquanto que o calor insuficiente impedirá a soldadura do material.
Pressão: A pressão dos rolos de soldadura comprime o material aquecido para completar o processo de soldadura.
Resumo
A combinação correcta de calor, velocidade e pressão do rolo permitir-lhe-á obter uma costura bem soldada.
5.0 Princípios de funcionamento
A PS150 é uma máquina de selagem por calor que solda tecidos ou películas de plástico térmico por ar quente, através da aplicação de pressão, velocidade consistente e temperatura exacta para selar perfeitamente materiais de plástico térmico.
Controlos: Objectivos e funções
Ecrã de controlo do operador
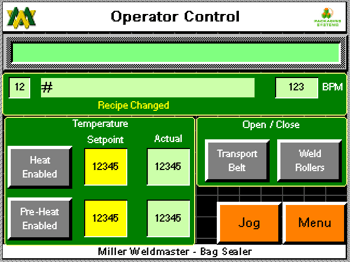
- Caixa de texto superior central: O campo de texto listará os alarmes actuais. Os botões para cima/para baixo junto à caixa de texto permitem ao utilizador deslocar-se para cima/para baixo na lista de alarmes actuais.
- Caixa de texto MSG0: O campo da caixa de texto indicará o estado atual da máquina. Sistema inativo, Sistema em funcionamento, Pausa, Avançar trabalho, Porta de recolha aberta, Alarme ativo, Repor EPO, Paragem de emergência do lado do controlo do operador e Paragem de emergência do lado do controlo não operador
- Luz indicadora vermelha: A luz indicadora vermelha apresenta a mesma cor que a luz da pilha no modo de cor sólida.
- Sacos/Min: O "0" indica a média atual de sacos por minuto que passam pela máquina.
- Pés/Min: "0" indica a média atual de sacos por minuto que passam pela máquina.
- Bocal de soldadura DESLIGADO: Premir o botão liga/desliga o sistema de aquecimento. Prima uma vez para mudar para a condição oposta.
- Atual (F): O número apresentado corresponde à temperatura que o termopar está atualmente a ler na base do alojamento do elemento.
- Ponto de regulação (F): O número apresentado corresponde à temperatura a que o controlador de temperatura está a ser instruído para manter a temperatura. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação.
- Bocal de pré-aquecimento desligado: Premir o botão liga/desliga o sistema de aquecimento. Prima uma vez para mudar para a condição oposta.
- Rolo de soldadura: Premir o botão abre/fecha os rolos de soldadura. Prima uma vez para mudar para a condição oposta.
- Correia de transporte: Premir o botão abre/fecha as correias de transporte. Prima uma vez para alternar para a condição oposta.
- Jog FWD: Ao premir o botão, o sistema de acionamento desloca-se na direção da frente a uma velocidade lenta. Esta função destina-se apenas a testar o movimento dos motores e do sistema de acionamento. Não se destina a funcionar numa função sincronizada. Jog FWD só aparece quando a máquina está num estado de pausa.
- Menu: Ao premir o botão de menu, o utilizador acede ao ecrã do menu principal.
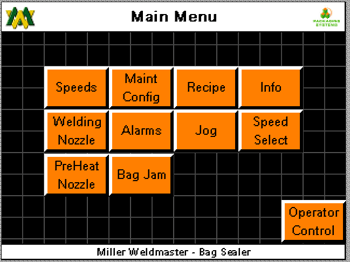
Ecrã do menu principal, nível do operador
-
- Configuração do operador: Ao premir o botão Configuração do Operador, o utilizador acede à Configuração do Operador, Nível do Operador.
- Histórico de Alarmes: Ao premir o botão Histórico de Alarmes, o utilizador acederá ao ecrã Histórico de Alarmes.
- Iniciar sessão: Ao premir o botão de início de sessão, o utilizador será conduzido ao ecrã de início de sessão.
- Terminar sessão: Premir o botão Logout (Terminar sessão) permite terminar a sessão e o utilizador regressa aos ecrãs visíveis da base.
- Funcionamento: Ao premir o botão Operação, o utilizador acede ao ecrã de controlo do operador.
Configuração do operador, nível do operador
- Número da receita: O número apresentado na caixa de texto é o número da receita atualmente apresentada. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador mudar para o número da fórmula pretendida. A seta para cima/para baixo situada à direita/esquerda da caixa de texto também se ajusta à receita seguinte. Se tocar uma vez na seta, a receita passa para a receita seguinte.
- Nome da receita: O texto apresentado é o nome da receita atual. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o texto.
- Ativar: Ao premir o botão de ativação, a definição guardada da receita apresentada é carregada para os pontos de regulação adequados. Ao ajustar uma definição de velocidade, por exemplo, a definição de velocidade tem de ser alterada e, em seguida, o botão de ativação tem de ser premido para enviar a alteração para esse ponto de regulação específico.
- Correia de transporte (FT/MIN): O número apresentado na caixa de texto é a velocidade a que a correia de transporte está definida. A velocidade de transporte é a velocidade principal da máquina. O número está em pés por minuto. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar a velocidade da correia de transporte. Ao tocar uma vez na seta, a velocidade será aumentada/diminuída em 0,01 pés/min. Uma vez introduzido o ponto de regulação desejado na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Rolo de soldadura frontal (FT/MIN): O número apresentado na caixa de texto indica a velocidade a que o rolo de soldadura frontal está definido. A velocidade do rolo de soldadura frontal é escrava da velocidade de transporte, mas pode ser compensada. O número está em pés por minuto. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar a velocidade do rolo de soldadura frontal. Ao tocar na seta uma vez, a velocidade será aumentada/diminuída em 0,01 pés/min. Uma vez introduzido o ponto de ajuste desejado na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de ajuste específico.
- Rolo de soldadura traseiro: A velocidade do rolo de soldadura traseiro é um escravo da velocidade de transporte. O número está em pés por minuto. Ao tocar na caixa de texto no ecrã, aparecerá um teclado que permite ao utilizador alterar a velocidade do rolo de soldadura traseiro. A seta para cima/para baixo, localizada à direita/esquerda da caixa de texto, também ajusta a velocidade do rolo de soldadura traseiro. Ao tocar na seta uma vez, a velocidade será aumentada/diminuída em 0,01 pés/min. Uma vez introduzido o ponto de regulação desejado na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Temp. do bocal de soldadura (F): O número apresentado indica a temperatura a que o controlador de temperatura está a ser instruído para manter a temperatura. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação. A seta para cima/para baixo localizada à direita/esquerda da caixa de texto também ajusta o ponto de regulação. Ao tocar na seta uma vez, a temperatura será aumentada/diminuída em 1'f. Quando o ponto de regulação pretendido tiver sido introduzido na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Temperatura de pré-aquecimento (F): O número apresentado indica a temperatura a que o controlador de temperatura está a ser instruído para manter a temperatura. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação. A seta para cima/para baixo localizada à direita/esquerda da caixa de texto também ajusta o ponto de regulação. Ao tocar na seta uma vez, a temperatura será aumentada/diminuída em 1'f. Quando o ponto de regulação pretendido tiver sido introduzido na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Tempo sem saco (SEC): O sensor de entrada do saco controla quando o sistema de oscilação do bico é avisado para estar na posição de soldadura e quando deve estar na posição inicial quando a máquina está em modo de funcionamento. Quando um saco entra na máquina e o sensor vê o saco, o sistema de oscilação do bico é avisado para oscilar para a posição de soldadura. O número apresentado na caixa de texto é o período de tempo que deve decorrer sem que um saco passe pelo sensor de entrada de sacos. Se este período de tempo for atingido, o sistema de oscilação do bico é instruído para ir para a sua posição inicial até que seja detectado outro saco. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação.
- Guardar: Ao premir o botão Guardar, todos os pontos de regulação actuais introduzidos em cada caixa de texto específica são guardados/gravados na receita atualmente apresentada.
- Jog FWD: Ao premir o botão, o sistema de acionamento desloca-se na direção da frente a uma velocidade lenta. Esta função destina-se apenas a testar o movimento dos motores e do sistema de acionamento. Não se destina a funcionar numa função sincronizada. Jog FWD só aparecerá na condição de pausa
- Anterior: Ao premir o botão anterior, é apresentado o ecrã anterior.
Ecrã do menu principal, nível SU:
- Configuração da fórmula: Ao premir o botão Recipe Config (Configuração da receita), o utilizador acede ao ecrã de configuração da receita.
- Receita ativa: Ao premir o botão Recipe Active (Receita ativa), o utilizador passa para o ecrã Recipe Active (Receita ativa).
- Calor/Manual: Ao premir o botão Calor/Manual, o utilizador acede ao ecrã de controlo do calor do bocal de soldadura.
- Configuração da máquina: Ao premir o botão Configuração da máquina, o utilizador acede ao ecrã de controlo do operador.
- Informação remota: Ao premir o botão Informação remota, o utilizador acede ao ecrã de informação remota.
- Configuração da HMI: Ao premir o botão Configuração da HMI, o utilizador acede ao ecrã de configuração da HMI.
- Alarmes activos: Ao premir o botão Alarme ativo, o utilizador acede ao ecrã Alarme ativo.
- Informação: Ao premir o botão Info, o utilizador acede ao ecrã Info.
- Iniciar sessão: Ao premir o botão de início de sessão, o utilizador será conduzido ao ecrã de início de sessão.
- Terminar sessão: Ao premir o botão Sair, o utilizador regressa aos ecrãs visualizáveis da base.
- Manutenção da UD: Ao premir o botão Manutenção da UD, o utilizador acede ao ecrã de manutenção da UD.
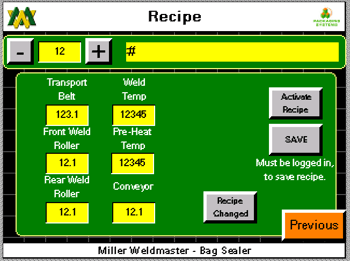
Ecrã de configuração da receita
- Número da receita: o número apresentado na caixa de texto é o número da receita atualmente apresentada. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador mudar para o número da fórmula pretendida. A seta para cima/para baixo situada à direita/esquerda da caixa de texto também se ajusta à receita seguinte. Se tocar uma vez na seta, a receita aumenta/diminui 1 vez.
- Nome da receita: O texto apresentado é o nome da receita atual. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o texto.
- Ativar: Ao premir o botão de ativação, a definição guardada da receita apresentada é carregada para os pontos de regulação adequados. Ao ajustar uma definição de velocidade, por exemplo, a definição de velocidade tem de ser alterada quando o botão de ativação tem de ser premido para enviar a alteração para esse ponto de regulação específico.
- Correia de transporte (FT/MIN): O número apresentado na caixa de texto indica a velocidade a que a correia de transporte está definida. A velocidade de transporte é a velocidade principal da máquina. O número está expresso em pés por minuto. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar a velocidade da correia de transporte. A seta para cima/para baixo, situada à direita/esquerda da caixa de texto, também permite ajustar a velocidade do transporte. Ao tocar uma vez na seta, a velocidade será aumentada/diminuída em 0,01 pés/min. Uma vez introduzido o ponto de regulação desejado na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Rolo de soldadura frontal (FT/MIN): O número apresentado na caixa de texto indica a velocidade a que o rolo de soldadura frontal está definido. A velocidade do rolo de soldadura frontal é escrava da velocidade de transporte, mas pode ser compensada. O número está em pés por minuto. Ao tocar na caixa de texto no ecrã, aparecerá um teclado que permite ao utilizador alterar a velocidade do rolo de soldadura frontal. A seta para cima/para baixo, localizada à direita/esquerda da caixa de texto, também ajusta a velocidade do rolo de soldadura traseiro. Ao tocar na seta uma vez, a velocidade será aumentada/diminuída em 0,01 pés/min. Uma vez introduzido o ponto de regulação desejado na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Rolo de soldadura traseiro (FT/MIN): O número apresentado na caixa de texto indica a velocidade a que o rolo de soldadura traseiro está definido. A velocidade do rolo de soldadura traseiro é escrava da velocidade de transporte, mas pode ser compensada. O número está em pés por minuto. Ao tocar na caixa de texto no ecrã, aparecerá um teclado que permite ao utilizador alterar a velocidade do rolo de soldadura traseiro. A seta para cima/para baixo, localizada à direita/esquerda da caixa de texto, também ajusta a velocidade do rolo de soldadura traseiro. Ao tocar na seta uma vez, a velocidade será aumentada/diminuída em 0,01 pés/min. Uma vez introduzido o ponto de regulação desejado na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Temp. do bocal de soldadura (F): O número apresentado indica a temperatura a que o controlador de temperatura está a ser instruído para manter a temperatura. Ao tocar na caixa de texto no ecrã, aparecerá um teclado que permite ao utilizador alterar o ponto de ajuste. A seta para cima/para baixo localizada à direita/esquerda da caixa de texto também ajusta o ponto de regulação. Ao tocar na seta uma vez, a temperatura de velocidade será aumentada/diminuída em 1'f. Quando o ponto de regulação pretendido tiver sido introduzido na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Temperatura de pré-aquecimento (F): O número apresentado indica a temperatura a que o controlador de temperatura está a ser instruído para manter a temperatura. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação. A seta para cima/para baixo localizada à direita/esquerda da caixa de texto também ajusta o ponto de regulação. Ao tocar uma vez na seta, a temperatura será aumentada/diminuída em 1'f. Quando o ponto de regulação pretendido tiver sido introduzido na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
-
- Guardar: Ao premir o botão Guardar, todos os pontos de regulação actuais introduzidos em cada caixa de texto específica são guardados/gravados na receita atualmente apresentada.
- Jog FWD: Ao premir o botão, o sistema de acionamento desloca-se na direção da frente a uma velocidade lenta. Esta função destina-se apenas a testar o movimento dos motores e do sistema de acionamento. Não se destina a funcionar numa função sincronizada. Jog FWD só aparece na condição de pausa.
- Anterior: Ao premir o botão anterior, é apresentado o ecrã anterior.
Receita Ecrã ativo
- Número da receita: O número apresentado na caixa de texto é o número da receita atualmente apresentada
- Nome da receita: O texto apresentado é o nome da receita atual.
- Correia de transporte (FT/MIN): O número apresentado na caixa de texto indica a velocidade a que o transporte está definido. A velocidade de transporte é a velocidade principal da máquina. O número está em pés por minuto.
- Rolo de soldadura frontal (FT/MIN): O número apresentado na caixa de texto indica a velocidade a que o rolo de soldadura frontal está definido. A velocidade do rolo de soldadura dianteiro é dependente da velocidade de transporte. O número está em pés por minuto.
- Rolo de soldadura traseiro (FT/MIN): O número apresentado na caixa de texto corresponde à velocidade a que o rolo de soldadura dianteiro está definido. A velocidade do rolo de soldadura dianteiro é dependente da velocidade de transporte. O número está em pés por minuto.
- Temp. do bocal de soldadura (F): O número apresentado indica a temperatura a que o controlador de temperatura está a ser informado para manter a temperatura.
- Temperatura de pré-aquecimento (F): O número apresentado indica a temperatura a que o controlador de temperatura está a ser instruído para manter a temperatura.
- Tempo Sem Saco: O sensor de entrada do saco controla quando o sistema de oscilação do bico é avisado para estar na posição de soldadura e quando deve estar na posição inicial quando a máquina está em modo de funcionamento. Quando um saco entra na máquina e o sensor vê o saco, o sistema de oscilação do bico é avisado para oscilar para a posição de soldadura. O número apresentado na caixa de texto é o período de tempo que deve decorrer sem que um saco passe pelo sensor de entrada de sacos. Se este período de tempo for atingido, o sistema de oscilação dos bicos é instruído para ir para a posição inicial até que seja detectado outro saco.
- Anterior: Ao premir o botão anterior, é apresentado o ecrã anterior.
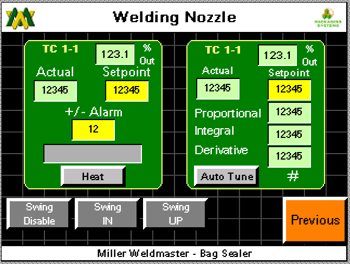
- Atual (F): O número apresentado é a temperatura que o par termoelétrico está atualmente a ler na base do alojamento do elemento. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação.
- Ponto de regulação (F): O número apresentado corresponde à temperatura a que o controlador de temperatura está a ser instruído para manter a temperatura. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação.
- Alarme +/- (F): O número apresentado indica quantos graus de variação são permitidos antes de o alarme de temperatura alta/baixa ser ativado.
- Aquecimento desligado: Ao premir o botão de aquecimento desligado, o sistema de aquecimento é desligado/ligado. Se o sistema de aquecimento estiver atualmente desligado, ao premir uma vez o botão, o sistema de aquecimento liga-se.
- Calor/Manual #2: Ao premir o botão, o utilizador acede ao ecrã do Bocal de Pré-Aquecimento do Controlo de Calor.
- Balançar para dentro: Ao premir o botão, o bocal do sistema de aquecimento oscila para a posição vertical. Se premir o botão uma segunda vez, o bocal do sistema de aquecimento oscila para a sua posição inicial. O botão é um botão de alternância e com um.
-
Balanço para cima: Para que o botão Swing Up fique ativo, a oscilação do sistema de aquecimento tem de estar na posição vertical. Se não estiver na posição vertical, o botão Swing Up não será ativado. Ao premir o botão, o bocal do sistema de aquecimento desliza para a posição de subida. Premindo o botão uma segunda vez, o bocal do sistema de aquecimento desliza para a posição descendente. O botão é um botão de alternância e, com uma pressão no botão, o sistema de baloiço desliza para cima/para baixo. AVISO! Não deixe o bocal na posição superior durante mais de 3 segundos ou ocorrerão danos nos rolos de soldadura!
- Jog FWD: Ao premir o botão, o sistema de acionamento desloca-se na direção da frente a uma velocidade lenta. Esta função destina-se apenas a testar o movimento dos motores e do sistema de acionamento. Não se destina a funcionar numa função sincronizada. Jog FWD só aparecerá na condição de pausa.
- Auto Tune Proportion: O número apresentado é o valor da banda proporcional que o controlador de temperatura está atualmente a utilizar para o circuito de controlo da temperatura.
- Auto Tune Integral: O número apresentado é o valor do tempo integral que o controlador de temperatura está atualmente a utilizar para o circuito de controlo da temperatura.
- Derivativo de sintonização automática: O número apresentado é o valor do tempo derivativo que o controlador de temperatura está atualmente a utilizar para o circuito de controlo da temperatura.
- Sintonização automática: Premir este botão forçará o controlo da temperatura a entrar num estado de sintonização automática. AVISO! Antes de efetuar a sintonização automática, defina o ponto de regulação da temperatura para 800' f e deixe que a temperatura real se aproxime do ponto de regulação! Se não o fizer, pode provocar danos nos elementos ou noutros componentes do sistema de aquecimento. A sintonização automática só deve ser utilizada quando a temperatura estiver a flutuar por uma razão desconhecida. Devem ser envidados todos os esforços para identificar um componente defeituoso do sistema de aquecimento, a pressão do ar, o caudal de ar ou qualquer outro motivo antes de efetuar a sintonização automática.
- Menu: Ao premir o botão de menu, o utilizador acede ao ecrã do menu principal.
Controlo de calor Ecrã do bocal de pré-aquecimento
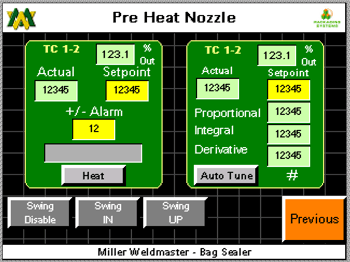
- Atual (F): O número apresentado é a temperatura que o par termoelétrico está atualmente a ler na base do alojamento do elemento. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação.
- Ponto de regulação (F): O número apresentado corresponde à temperatura a que o controlador de temperatura está a ser instruído para manter a temperatura. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação.
- Alarme +/- (F): O número apresentado indica quantos graus de variação são permitidos antes de o alarme de temperatura alta/baixa ser ativado. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação.
- Aquecimento desligado: Ao premir o botão de aquecimento desligado, o sistema de aquecimento é desligado/ligado. Se o sistema de aquecimento estiver atualmente desligado, ao premir uma vez o botão, o sistema de aquecimento liga-se.
- Aquecimento desligado: Ao premir o botão de aquecimento desligado, o sistema de aquecimento é desligado/ligado. Se o sistema de aquecimento estiver atualmente desligado, ao premir uma vez o botão, o sistema de aquecimento liga-se.
- Calor/Manual #1: Ao premir o botão, o utilizador acede ao ecrã de controlo de calor do bocal de soldadura.
- Balançar para dentro: Ao premir o botão, o bocal do sistema de aquecimento oscila para a posição vertical. Se premir o botão uma segunda vez, o bocal do sistema de aquecimento oscila para a sua posição inicial. O botão é um botão de alternância e, com uma pressão no botão, o sistema de oscilação oscila para dentro/para fora.
- Balançar para cima: Para que o botão Swing Up fique ativo, a oscilação do sistema de aquecimento tem de estar na posição vertical. Se não estiver na posição vertical, o botão Swing Up não será ativado. Ao premir o botão, o bocal do sistema de aquecimento desliza para a posição superior. Premindo o botão uma segunda vez, o bocal do sistema de aquecimento desliza para a posição descendente. O botão é um botão de alternância e, com uma pressão no botão, o sistema de baloiço desliza para cima/para baixo. AVISO! Não deixe o bocal na posição superior durante mais de 3 segundos ou ocorrerão danos nos rolos de soldadura!
- Jog FWD: Ao premir o botão, o sistema de acionamento desloca-se na direção da frente a uma velocidade lenta. Esta função destina-se apenas a testar o movimento dos motores e do sistema de acionamento. Não se destina a funcionar numa função sincronizada. Jog FWD só aparecerá na condição de pausa.
- Auto Tune Proportion: O número apresentado é o valor da banda proporcional que o controlador de temperatura está atualmente a utilizar para o circuito de controlo da temperatura.
- Auto Tune Integral: O número apresentado é o valor do tempo integral que o controlador de temperatura está atualmente a utilizar para o circuito de controlo da temperatura.
- Derivativo de sintonização automática: O número apresentado é o valor do tempo derivativo que o controlador de temperatura está atualmente a utilizar para o circuito de controlo da temperatura.
- Sintonização automática: Premir este botão forçará o controlo da temperatura a entrar num estado de sintonização automática. AVISO! Antes de efetuar a sintonização automática, defina o ponto de regulação da temperatura para 800' F e deixe que a temperatura real se aproxime do ponto de regulação!Se não o fizer, pode provocar danos nos elementos ou noutros componentes do sistema de aquecimento. A sintonização automática só deve ser utilizada quando a temperatura estiver a flutuar por uma razão desconhecida. Devem ser envidados todos os esforços para identificar um componente defeituoso do sistema de aquecimento, a pressão do ar, o caudal de ar ou qualquer outro motivo antes de efetuar a sintonização automática.
- Menu: Ao premir o botão de menu, o utilizador acede ao ecrã do menu principal.
Ecrã da interface remota
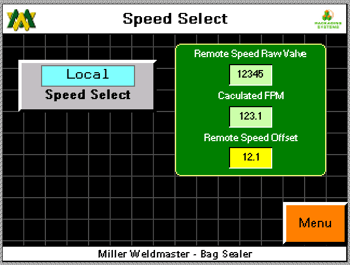
- Controlo de velocidade "Local": Premir o botão irá alternar a referência de velocidade indicada entre Local e Remoto. Prima uma vez para alternar para a condição oposta.
- Remote SP: A caixa de texto indica a que pés por minuto a máquina está a ser instruída a funcionar a partir do ensacador. A máquina funcionará a esta velocidade apenas quando a operação de velocidade remota tiver sido selecionada no Ecrã de Interface Remota.
- Desvio da velocidade remota (FT/MIN): O número apresentado na caixa de texto reflecte a velocidade introduzida para fazer corresponder a velocidade inferior do transportador à velocidade da seladora. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação. O ponto de regulação pode ser ajustado para um número positivo ou negativo. Por exemplo, se o saco entrar na seladora e estiver na vertical, à medida que os sacos se deslocam pela linha e se o saco começar a inclinar-se para a frente; então o desvio é demasiado rápido, o que está a dizer à seladora para funcionar mais depressa do que o transportador inferior. Ajuste o ponto de regulação para baixo e observe o saco seguinte.
- Anterior: Ao premir o botão anterior, é apresentado o ecrã anterior.
NOTA: É muito importante saber que o facto de o saco se inclinar para a frente ou para trás afectará a retidão da selagem. Partindo do princípio de que o saco está direito à entrada, se o saco se inclinar para a frente à medida que passa pela seladora, isso pode fazer com que o tamanho da dobra aumente do bordo de ataque para o bordo de fuga. Se o saco se inclinar para trás à medida que passa pela seladora, isso pode fazer com que a dobra se torne mais pequena do bordo de ataque ao bordo de fuga.
Ecrã de alarme ativo
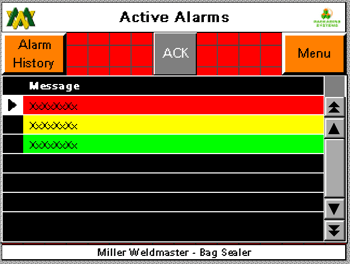
A caixa de texto preta apresentará um alarme ativo. Estes alarmes permanecerão visíveis até serem resolvidos e o botão ACK ter sido premido.
- Histórico: Ao premir o botão Histórico, é apresentado o ecrã Histórico de alarmes.
- ACK: Confirmar o alarme, premindo o botão ACK confirma o alarme e repousa. Se a condição de alarme não tiver sido resolvida, o alarme reaparecerá.
- Anterior: Ao premir o botão anterior, é apresentado o ecrã anterior.
Ecrã do histórico de alarmes
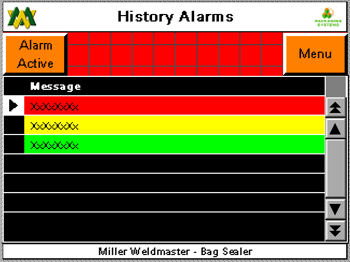
A caixa de texto preta apresentará todos os eventos de alarme que ocorreram no passado, juntamente com um carimbo de data e hora.
- Botões de seta para cima/para baixo: Permitem ao utilizador deslocar-se para cima/para baixo na página de alarmes.
- Limpar histórico: Ao premir o botão "Limpar histórico", o histórico guardado na memória é apagado. O botão Limpar histórico só aparece quando se tem sessão iniciada como utilizador SU.
- Anterior: Ao premir o botão anterior, é apresentado o ecrã anterior.
Ecrã de informações

Este ecrã destina-se simplesmente a apresentar as informações de contacto de Miller Weldmastere a fornecer o tipo específico de máquina, o número de série e a versão do software. Quando telefonar para Miller Weldmaster para colocar questões de qualquer tipo, tenha o tipo de máquina, o número de série e a versão do software para fornecer ao representante Miller Weldmaster .
- Anterior: Ao premir o botão anterior, é apresentado o ecrã anterior.
Ecrã de início de sessão
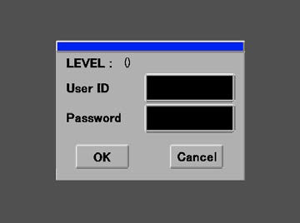
Para aceder aos ecrãs de acesso bloqueados ou nivelados, é necessário introduzir a identificação de utilizador e a palavra-passe adequadas. Contacte o seu supervisor se tiver alguma dúvida.
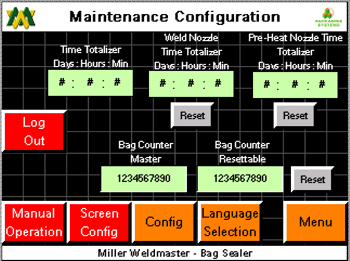
Ecrã de configuração da máquina
- Velocidade de deslocamento (FT/MIN): O número apresentado reflecte quantos pés por minuto o sistema de acionamento funcionará quando o botão de deslocamento é premido. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar a velocidade de deslocação.
- Tempo de atraso da pausa (SEC): O número apresentado indica o tempo que decorre após a emissão de um sinal de pausa ou após ter sido premido um botão de pausa. Esta função destina-se a permitir que o sistema PS400 seja limpo de sacos. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o Tempo de Atraso da Pausa.
- Tempo de encravamento do saco (SEC): O número apresentado indica o número de segundos que passam quando um saco é visto pelo sensor de entrada de sacos e quando o alarme de encravamento de sacos é ativado se um saco não for visto pelo sensor de saída de sacos. Por exemplo, quando um saco entra na máquina, assumindo uma apresentação correcta, o sensor de entrada de sacos vê o saco e, do mesmo modo, quando o saco sai da máquina, o sensor de saída de sacos vê o saco. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o tempo de encravamento do saco.
- Tempo de entrada do bico e tempo de saída do bico (SEC): O sistema de oscilação do bocal é concebido com dois movimentos e dois cilindros de ar que efectuam os movimentos. A partir da posição inicial, o bico gira em direção aos rolos de soldadura e depois desliza para cima; e a partir da posição de soldadura, o bico desliza para baixo e depois gira para fora. Este design foi criado para permitir que a posição do bocal esteja muito próxima do sistema de guia, do rolo de soldadura e do próprio saco.
- Tempo de oscilação (seg): O número apresentado é a quantidade de tempo que demora a segunda ação do sistema de oscilação do bico. Por exemplo, quando se diz à oscilação do bico para atuar, a ação do pivô começa imediatamente, mas a segunda ação, deslizar para cima, não começa até que o tempo tenha atingido o ponto definido. Este período de tempo é para permitir que o pivô do bocal esteja no lugar diretamente abaixo dos rolos de soldadura e da guia antes de começar a deslizar para cima. Ao tocar na caixa de texto no ecrã, aparecerá um teclado que permite ao utilizador alterar o tempo de oscilação.
- Tempo de saída de oscilação (SEC): O número apresentado é a quantidade de tempo que dura a segunda ação do sistema de oscilação do bico. A ação e a sequência de eventos é exatamente o inverso do tempo de entrada do bico. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o tempo de oscilação.
- Aviso de elemento em modo de suspensão (HRS): Assim que um aviso de fim de vida se torna ativo e o botão ACK é premido, o aviso de fim de vida entra em modo de adiamento. O número apresentado indica o número de horas de adormecimento. A quantidade de horas é ajustável entre 0 e 99 horas. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o número de horas.
- Máquina: Tempo total em que a máquina está ligada. O tempo é apresentado em horas.
- Bocal de soldadura: Tempo total em que o sistema Weld Heat está ligado. O tempo é apresentado em horas.
- Bocal de pré-aquecimento: Tempo total em que o sistema de pré-aquecimento está ligado. O tempo é apresentado em horas.
- Contador de sacos: Número total de sacos que passaram pelos sensores de entrada e saída de sacos.
- Elemento ativo do bocal de soldadura (HRS): Quantidade total de tempo que o bocal de soldadura está ligado desde a última reposição.
- Aviso de fim de vida útil: O número apresentado indica o número de horas após as quais o sistema de aquecimento está ligado até ser apresentado o aviso de fim de vida útil. O aviso pode ser confirmado premindo o botão "back" (voltar), o que fará com que o aviso seja reposto durante 24 horas. A mensagem de fim de vida útil continuará até que uma pessoa autorizada inicie sessão no utilizador SU e reinicie o contador de horas do bocal de soldadura e do bocal de pré-aquecimento. O número de horas é ajustável entre 0 e 99 horas. Ao tocar na caixa de texto no ecrã, aparecerá um teclado que permite ao utilizador alterar o número de horas.
- Elemento ativo do bocal de pré-aquecimento: Quantidade total de tempo que o bocal de soldadura está ligado desde a última reposição.
- Contador de Sacos Reajustável: Número total de sacos que passaram pelos sensores de entrada e saída de sacos. Ao premir o botão de reposição, o valor do totalizador será reposto a zero.
- Anterior: Ao premir o botão anterior, é apresentado o ecrã anterior.
Definir velocidades
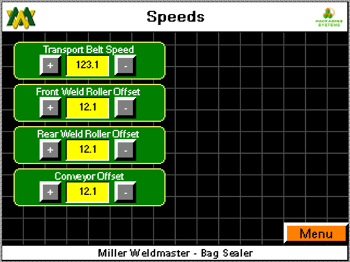
- Correia de transporte (FT/MIN): O número apresentado na caixa de texto é a velocidade a que a correia de transporte está definida. A velocidade de transporte é a velocidade principal da máquina. O número está expresso em pés por minuto. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar a velocidade da correia de transporte. A seta para cima/para baixo, situada à direita/esquerda da caixa de texto, também ajusta a velocidade da correia de transporte. Ao tocar uma vez na seta, a velocidade será aumentada/diminuída em 0,01 pés/min. Uma vez introduzido o ponto de regulação pretendido na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Rolo de soldadura frontal (FT/MIN): O número apresentado na caixa de texto indica a velocidade a que o rolo de soldadura frontal está definido. A velocidade do rolo de soldadura frontal é escrava da velocidade de transporte, mas pode ser compensada. O número está em pés por minuto. Ao tocar na caixa de texto no ecrã, aparecerá um teclado que permite ao utilizador alterar a velocidade do rolo de soldadura frontal. A seta para cima/para baixo, localizada à direita/esquerda da caixa de texto, também ajusta a velocidade do rolo de soldadura traseiro. Ao tocar na seta uma vez, a velocidade será aumentada/diminuída em 0,01 pés/min. Uma vez introduzido o ponto de regulação desejado na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Rolo de soldadura traseiro (FT/MIN): O número apresentado na caixa de texto indica a velocidade a que o rolo de soldadura traseiro está definido. A velocidade do rolo de soldadura traseiro é escrava da velocidade de transporte, mas pode ser compensada. O número está em pés por minuto. Ao tocar na caixa de texto no ecrã, aparecerá um teclado que permite ao utilizador alterar a velocidade do rolo de soldadura traseiro. A seta para cima/para baixo, localizada à direita/esquerda da caixa de texto, também ajusta a velocidade do rolo de soldadura traseiro. Ao tocar na seta uma vez, a velocidade será aumentada/diminuída em 0,01 pés/min. Uma vez introduzido o ponto de regulação desejado na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Temp. do bocal de soldadura (F): O número apresentado indica a temperatura a que o controlador de temperatura está a ser instruído para manter a temperatura. Ao tocar na caixa de texto no ecrã, aparecerá um teclado que permite ao utilizador alterar o ponto de ajuste. A seta para cima/para baixo localizada à direita/esquerda da caixa de texto também ajusta o ponto de regulação. Ao tocar na seta uma vez, a temperatura será aumentada/diminuída em 1'f. Quando o ponto de regulação pretendido tiver sido introduzido na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
- Temperatura de pré-aquecimento (F): O número apresentado indica a temperatura a que o controlador de temperatura está a ser instruído para manter a temperatura. Ao tocar na caixa de texto no ecrã, aparece um teclado que permite ao utilizador alterar o ponto de regulação. A seta para cima/para baixo localizada à direita/esquerda da caixa de texto também ajusta o ponto de regulação. Ao tocar na seta uma vez, a temperatura será aumentada/diminuída em 1'f. Quando o ponto de regulação pretendido tiver sido introduzido na caixa de texto, o utilizador deve premir o botão de ativação para enviar a alteração para esse ponto de regulação específico.
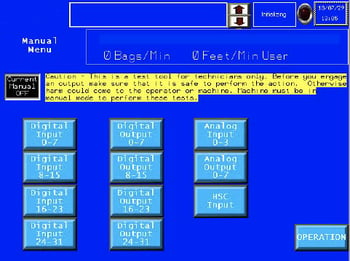
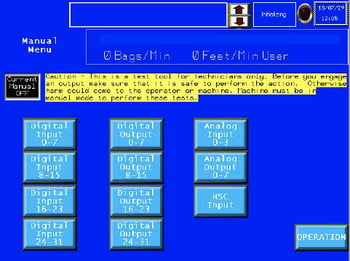
Ecrã do menu manual
![]() Esta é uma ferramenta de teste apenas para técnicos. Antes de ativar uma saída, certifique-se de que é seguro executar a ação. Caso contrário, o operador ou a máquina poderão sofrer danos. A máquina deve estar no modo manual para efetuar estes testes!
Esta é uma ferramenta de teste apenas para técnicos. Antes de ativar uma saída, certifique-se de que é seguro executar a ação. Caso contrário, o operador ou a máquina poderão sofrer danos. A máquina deve estar no modo manual para efetuar estes testes!
Atual Manual Off
Ao premir este botão, a função da máquina passa de manual para ligado/desligado.
Vista de entrada manual 0-7

A caixa preta junto ao texto ilumina-se quando a entrada está ligada. Este é apenas um ecrã visível. Consulte o esquema elétrico e o texto escrito no ecrã para se certificar de que a entrada pretendida está a ser ligada/desligada.
Vista de entrada manual 8-15

A caixa preta junto ao texto ilumina-se quando a entrada está ligada. Este é apenas um ecrã visível. Consulte o esquema elétrico e o texto escrito no ecrã para se certificar de que a entrada pretendida está a ser ligada/desligada.
Vista de entrada manual 13-23
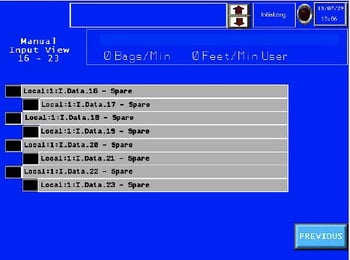
A caixa preta junto ao texto ilumina-se quando a entrada está ligada. Este é apenas um ecrã visível. Consulte o esquema elétrico e o texto escrito no ecrã para se certificar de que a entrada pretendida está a ser ligada/desligada.
Vista de entrada manual 23-31

A caixa preta junto ao texto ilumina-se quando a entrada está ligada. Este é apenas um ecrã visível. Consulte o esquema elétrico e o texto escrito no ecrã para se certificar de que a entrada pretendida está a ser ligada/desligada.
Vista da entrada analógica manual
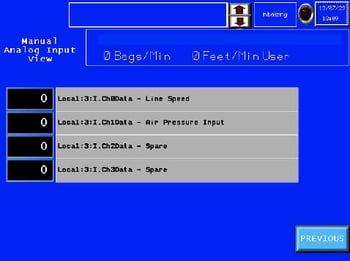
A caixa preta apresenta os dados de engenharia que chegam à entrada. Este é apenas um ecrã visível. Consulte o esquema elétrico e o texto escrito no ecrã para se certificar de que a entrada pretendida está a apresentar os dados.
Vista manual da saída analógica

A caixa preta apresenta os dados de engenharia que entram na saída. Este é apenas um ecrã visível. Consulte o esquema elétrico e o texto escrito no ecrã para se certificar de que a saída pretendida está a apresentar os dados.
Vista da entrada HSC manual
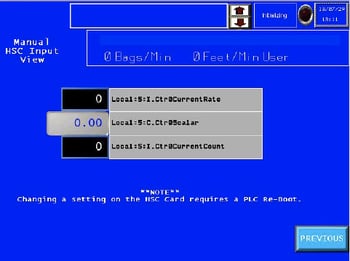
O número apresentado é a contagem de engenharia do contador de alta velocidade. Este é apenas um ecrã visível.
Saída manual 0-7

Ao tocar na caixa preta no ecrã ao lado da saída, esta liga-se/desliga-se. Consulte o esquema elétrico e o texto escrito no ecrã para se certificar de que a saída pretendida está de facto a ser ligada/desligada.
Saída manual 8-15

Ao tocar na caixa preta no ecrã ao lado da saída, esta liga-se/desliga-se. Consulte o esquema elétrico e o texto escrito no ecrã para se certificar de que a saída pretendida está de facto a ser ligada/desligada.
Saída manual 16-23

Ao tocar na caixa preta no ecrã ao lado da saída, esta liga-se/desliga-se. Consulte o esquema elétrico e o texto escrito no ecrã para se certificar de que a saída pretendida está de facto a ser ligada/desligada.
Saída manual 24-31

Ao tocar na caixa preta no ecrã ao lado da saída, esta liga-se/desliga-se. Consulte o esquema elétrico e o texto escrito no ecrã para se certificar de que a saída pretendida está de facto a ser ligada/desligada.
Características
- Adequado para sacos de politecido de várias dimensões com vários estilos de fecho de saco.
- A HMI de fácil utilização permite aos operadores ajustar facilmente a máquina para uma grande variedade de produtos.
- O controlador de temperatura Auto-Control permite que o sistema forneça calor com precisão aos produtos que estão a ser produzidos.
Especificações técnicas
- Classificação de amperes = 30 amperes a 230 volts / 30 amperes a 480 volts
- Potência nominal = 9000 W
- Tensão nominal = 230v AC, 50/60hz ou 480v AC, 50/60hz
- Temperatura máxima = 800°C (1472°F)
- Pressão geral do ar = 100psi (6,9 bar)
- Velocidade da máquina = 20 pés/min a 150 pés/min (6 m/min a 45 m/min)
- Dimensões gerais = 116 pol. de comprimento x 54 pol. de largura x 68 pol. de altura (2946 mm x 1372 mm x 1727 mm)
- Largura do selo = 1in a 2in (25mm a 50 mm)
- Ruído máximo = 75 dbA
- Número do documento elétrico: MWC-0100-1200 (O número de documentação é o número de série da máquina. Este número está localizado na etiqueta de série da máquina).
Especificações técnicas
Secção Mecânica
Fonte de calor

- Ar quente - a caixa do elemento de aquecimento contém o elemento de aquecimento e o acoplamento térmico.
Unidade superior/inferior

- O rolo de soldadura superior, situado na parte da frente da máquina, move-se horizontalmente para abrir e fechar os rolos de soldadura.
- O rolo de soldadura inferior, situado na parte de trás da máquina, está parado.
Conjunto de ajuste do sistema de aquecimento

- Permite um posicionamento exato do bocal de ar quente.
Sistema de guias
- Utilizado para criar a dobra do fecho do saco.
Secção de controlos do operador
Painel de controlo (botão de reinicialização, botão de pausa, paragem de emergência)

Painel de controlo: O ecrã tátil digital HMI (Human Machine Interface) permite-lhe definir os controlos do sistema.
Botão de reinicialização: Premirpermitirá o funcionamento no arranque da máquina ou depois de a paragem de emergência ter sido premida.
Botão de pausa: O botão de pausa, quando premido, leva a máquina a uma paragem controlada.
Paragem de emergência: O botão de paragem de emergência (Estop), quando premido, coloca a máquina numa condição de paragem de emergência. O aquecimento será desligado, os motores pararão e o bico irá para a posição inicial. A condição de paragem de emergência tem de ser eliminada, a máquina tem de ser inspeccionada para ver se está pronta para ser reposta e, em seguida, o botão de reposição pode ser premido.
Sistema pneumático
Filtro de ar de entrada e separador de água

Filtra a água e a sujidade do ar.
Manómetro de pressão

Utilizado para visualizar a regulação da pressão. O indicador do rolo de soldadura é utilizado para visualizar a regulação da pressão do rolo de soldadura, por exemplo.
Cilindro de ar / Válvulas solenóides

Cilindro de ar: Os cilindros de ar da unidade superior/transporte são utilizados para abrir e fechar o rolo de soldadura e a correia de transporte. O cilindro do sistema de aquecimento controla a entrada e saída do sistema de aquecimento.
Válvulas solenóides: são utilizadas várias válvulas solenóides para o funcionamento de cilindros de ar, ar de soldadura e refrigeradores.
![]() Atenção! O operador deve desligar a máquina da corrente eléctrica antes de prosseguir.
Atenção! O operador deve desligar a máquina da corrente eléctrica antes de prosseguir.
- Desapertar e retirar a tampa de proteção da caixa do elemento.
- Desembale o isolamento de fibra de vidro à volta da parte frontal do alojamento do elemento. Tenha cuidado para evitar o contacto com os olhos quando manusear o isolamento.
- Desaperte e remova os dois parafusos do suporte que seguram o alojamento do elemento no lugar.
- Retirar o parafuso que fixa o elemento na caixa.
- Desapertar os 2 parafusos de fixação superiores (1 de cada lado) no elemento que fixam os cabos eléctricos e retirar os cabos.
- Retirar o elemento verticalmente
- Substitua o elemento antigo por um novo, seguindo o procedimento inverso. Ao reinstalar o elemento, certifique-se de que alinha a chave na ranhura da caixa do elemento com o elemento
NOTA: O tubo de quartzo parte-se facilmente e pode já estar partido, pelo que deve ter muito cuidado.
Manutenção
Circuitos eléctricos

- Quando substituir peças e componentes, deve utilizar a peça ou os componentes do mesmo tipo que o tipo original. As peças de substituição do equipamento original devem ser adquiridas através de Miller Weldmaster e ou de um distribuidor autorizado Miller Weldmaster .
- O armário elétrico deve ser limpo de três em três meses. Para limpar corretamente o quadro elétrico: desligue a fonte de alimentação, utilizando ar comprimido e uma pistola de ar, sopre suavemente o ar através do componente elétrico e do quadro de controlo, limpando o pó e detritos da área.
- Para evitar danificar o PLC, o Visor e o Painel de Operação, nunca ligue ou desligue os cabos que ligam o PLC, o Visor e o Painel de Operação enquanto a alimentação estiver ligada.
- Se houver alguma avaria que não possa ser eliminada, contactar imediatamente o serviço de assistência técnica em Miller Weldmaster.
Transmissão direta
- Verifique se as rodas dentadas e as correias de acionamento estão corretamente alinhadas, desgastadas e presas ao eixo.
- Verifique se as correias estão demasiado soltas. Apertar se necessário.
- Verificar se o bocal está paralelo e no centro do rolo de soldadura. Se não estiver, deve ser ajustado de acordo com a secção 3.3.1.
- Verificar se o movimento de abertura/fecho da unidade do rolo de soldadura e do transporte é suave.
AVISO: A manutenção incorrecta da máquina pode afetar o seu desempenho. afetado. Para qualquer dúvida, contactar Miller Weldmaster .
Manutenção de correias e polias

- O Miller Weldmaster PS150 tem várias correias e roldanas que são utilizadas para acionar os rolos de soldadura, o creaser, o trimmer e o sistema de transporte. Embora não seja um item de alta manutenção, as correias e polias devem ser inspeccionadas uma vez por mês para garantir que não há excesso de pó ou sujidade. Inspecionar também para verificar se há qualquer folga ou afrouxamento. Nas máquinas recentemente instaladas, as correias e polias devem ser inspeccionadas uma vez por semana durante as primeiras duas semanas de funcionamento.
- Colocar o disjuntor na posição de desligado.
- Desligue o cabo de alimentação da fonte de alimentação. Se o cabo de alimentação estiver ligado por cabo, desligue a fonte de alimentação na caixa de junção.
- Abra ambas as portas do armário e inspeccione as correias e polias. Efectue a manutenção das correias e polias, se necessário.
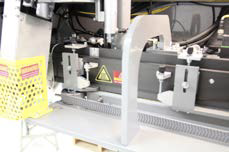
Ajustes da máquina
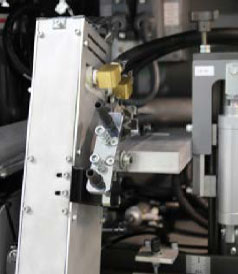




(Fig. 55) (Fig. 56) (Fig. 57) (Fig. 58) (Fig. 59)
Comece por ligar o ar quente e definir a temperatura desejada. Coloque os rolos de soldadura na posição fechada, accionando o botão do rolo de soldadura na HMI.
NOTA: Os botões de oscilação manual estão localizados no ecrã HMI "Bocal de soldadura de controlo de calor" ou "Bocal de pré-aquecimento de controlo de calor"
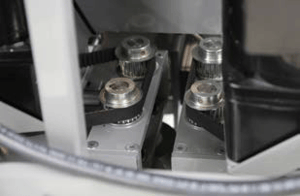
- Posição do bocal da esquerda para a direita, verifique a posição do bocal da esquerda/direita accionando o botão "Swing In" na HMI. O bocal deve estar centrado nas peças do nariz da Guia (ver fig. 57), se assim for, avance para o passo de alinhamento seguinte. Se não estiver, localize a porca de aperto do parafuso de ajuste da esquerda para a direita e desaperte-a (consulte a fig. 55). Isto permitirá o ajuste da posição do bocal da esquerda para a direita. Rodando o parafuso de ajuste da esquerda para a direita (ver fig. 55) no sentido dos ponteiros do relógio/contrarrelógio, a posição do bico deslocará a ponta do bico para a esquerda ou para a direita. Depois de o bico estar centrado nas peças do nariz da Guia, aperte a porca de aperto.
- Posição do bico para cima e para baixo, verifique isto accionando o botão "Swing Up" na HMI. A ponta do bocal deve estar posicionada 1/16" a 1/8" abaixo do topo das peças do nariz da Guia (ver fig. 58), se assim for, avance para o passo de alinhamento seguinte. Caso contrário, localize o botão de ajuste da altura e desaperte a porca de aperto (consulte a fig. 56). Isto permitir-nos-á ajustar a altura da posição do bico, movendo a ponta do bico para cima ou para baixo. Quando o bico estiver 1/16" a 1/8" abaixo da parte superior das peças do nariz da Guia, aperte a porca de aperto.
- A profundidade do seu bocal deve estar a aproximadamente 1/16 - 1/8 de polegada do ponto de aperto dos rolos de soldadura e com um espaço mínimo entre o bocal de Pré-Aquecimento e as peças do nariz (ver fig. 58). Verifique a posição do bocal de profundidade accionando o botão "Swing In" e "Swing Up" na HMI. Se o bocal estiver alinhado, efectue uma soldadura de teste. Se a profundidade do bocal não estiver alinhada, localize as ranhuras de ajuste da profundidade e desaperte os parafusos (ver fig. 59). Uma vez desapertados os parafusos, todo o sistema de aquecimento pode ser movido para a frente ou para trás para alinhar corretamente o bocal. Quando o bocal estiver alinhado, efectue uma soldadura de teste.
NOTA: A ponta do bico desloca-se para cima/baixo ou para a direita/esquerda quando o calor é alterado. Após uma mudança de calor superior a 200 graus, certifique-se de que verifica a posição da ponta do bico.
AVISO! Se os bicos estiverem à temperatura desejada e se os bicos forem colocados manualmente na posição de soldadura, podem ocorrer danos nos rolos de soldadura!
Ajustar a altura da máquina


(Fig. 60) (Fig. 61)
- A altura da máquina é regulada pela manivela
- Ao rodar o interrutor de seleção da catraca, o utilizador pode ajustar a altura para cima/para baixo. (ver fig. 60)
AVISO! Não tente regular a altura da máquina para além do limite máximo. Junto à manivela de regulação da altura encontra-se uma escala de altura. No topo da escala, o utilizador encontrará uma zona vermelha. Não regule a altura da máquina dentro da zona vermelha. Podem ocorrer danos na máquina ou ferimentos no utilizador se a máquina for ajustada acima do seu limite máximo! - Depois de a máquina ter sido ajustada para a altura de funcionamento desejada, os dois colares de aperto do limite inferior devem ser ajustados para limitar o curso descendente do sistema de elevação. (fig. 61)
- O utilizador encontrará uma etiqueta vermelha de aviso perto dos colares de aperto utilizados para limitar o curso descendente do sistema de elevação. (fig. 61)
Transporte e armazenamento
ATENÇÃO! Recomenda-se a utilização de um empilhador para deslocar ou retirar uma máquina engradada de uma palete. Recomenda-se a utilização de um empilhador para deslocar a máquina na fábrica. É muito importante que o ajuste da altura da máquina seja efectuado no seu ponto mais baixo antes de a máquina ser deslocada!
NOTA: O fabricante não pode ser responsabilizado por quaisquer danos ou ferimentos resultantes de uma utilização incorrecta desta máquina.
Requisitos técnicos
- A pressão total do ar deve ser de 100 psi (6,9 bar) no mínimo e 150 psi (10,3 bar)
- A pressão dos rolos de soldadura deve situar-se entre 40 psi e 50 psi (2,8 bar e 3,4 bar).
- A abertura e o fecho dos rolos de soldadura e das correias de transporte devem ser suaves e livres, sem vibrações evidentes.
- Quando os rolos de soldadura superior/inferior estão corretamente alinhados, as extremidades dos dois rolos devem estar paralelas e alinhadas.
- Balanço do sistema de aquecimento: A entrada/saída do sistema de aquecimento deve ser suave e natural a uma velocidade moderada.
- As linhas de ar e os acessórios de ar devem estar isentos de fugas.
- Todos os rolamentos e blocos de rolamentos utilizáveis devem ser inspeccionados uma vez por mês e lubrificados conforme necessário. Durante o funcionamento 24 horas por dia, 5 a 7 dias por semana, pode ser necessária uma pequena quantidade de massa lubrificante uma vez por mês.
- A posição dos bicos deve ser verificada no início de cada turno e após qualquer encravamento de sacos junto aos bicos.
AVISO
As alterações de factores como a espessura dos materiais, as qualificações dos operadores e as diferentes condições ambientais e meteorológicas podem afetar diretamente o produto. O operador deve ser capaz de compreender os seguintes factores ajustáveis, em particular:
- Temperatura de aquecimento
- Pressão do ar
- A pressão do rolo de soldadura superior
- Volume de ar
- Colocação do sistema de aquecimento
14.0 Documentos adicionais da máquina