Este manual de instruções destina-se a ser um guia para a utilização da máquina de soldar Triad Extreme Seam. Para garantir o melhor desempenho da sua máquina de soldar, siga rigorosamente as recomendações e especificações.
Índice
- Capítulo 1: Introdução
- Capítulo 2: Preparação do material
- Capítulo 3: Instruções de utilização
- Capítulo 4: Guias de materiais
- Capítulo 5: Soldadura
- Capítulo 6: Manutenção geral
- Capítulo 7: Limpeza e afiação da cunha
- Capítulo 8: Ajuste da cunha
- Capítulo 9: Substituição da cunha
- Capítulo 10: Instalação da cunha
- Capítulo 11: Resolução de problemas
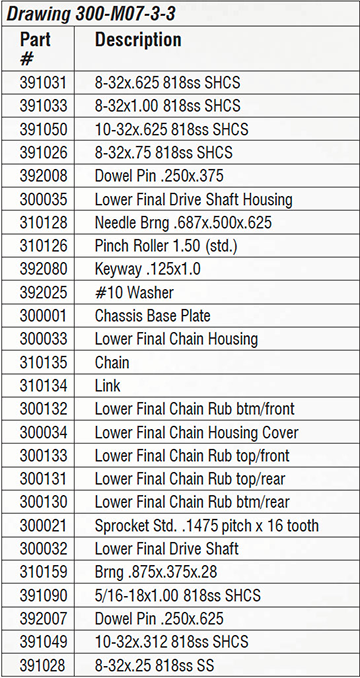
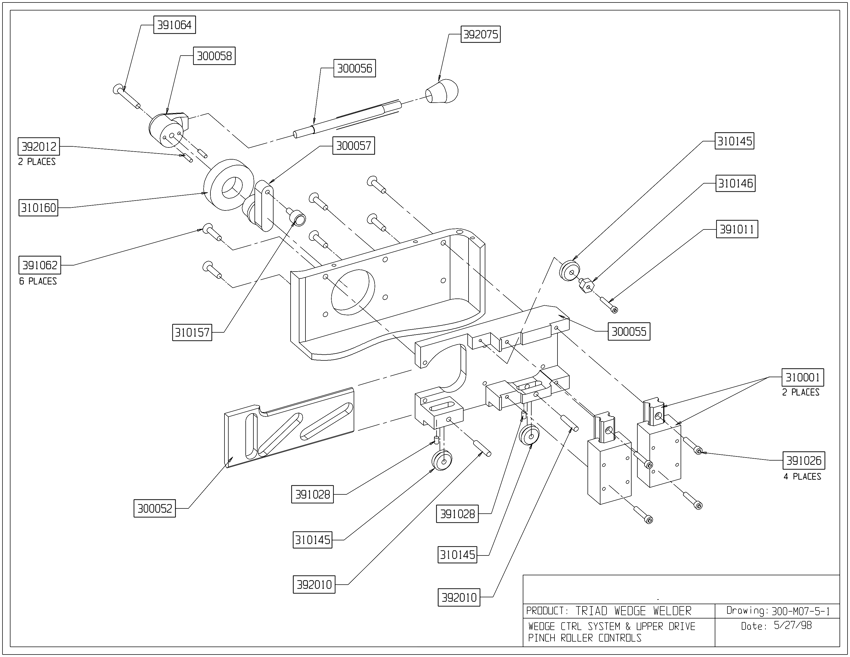
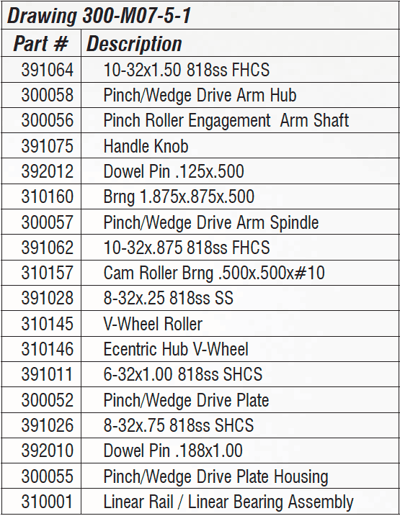
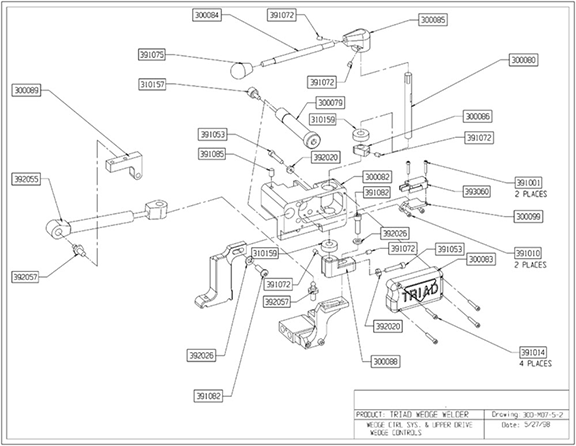
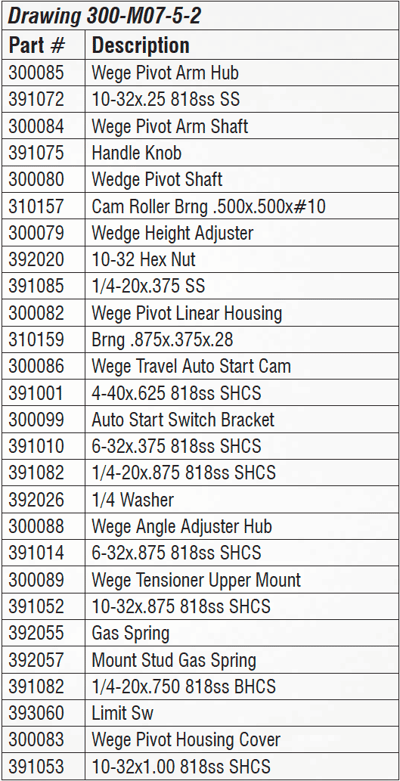
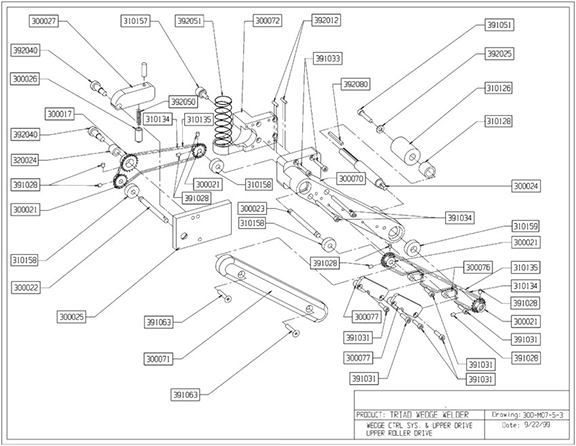
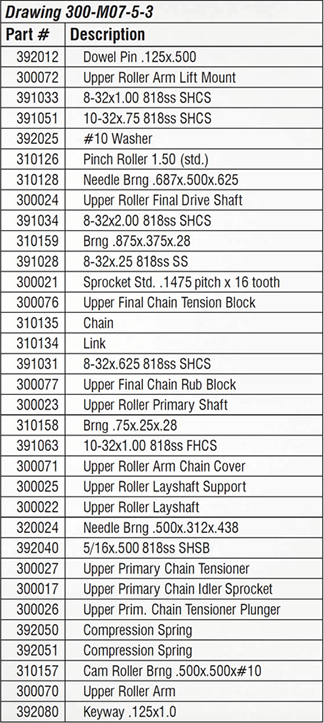
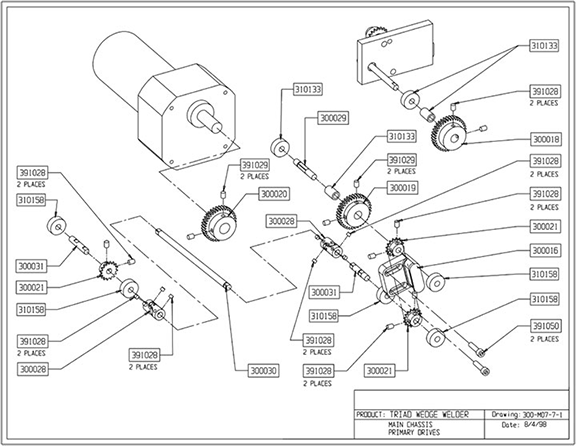
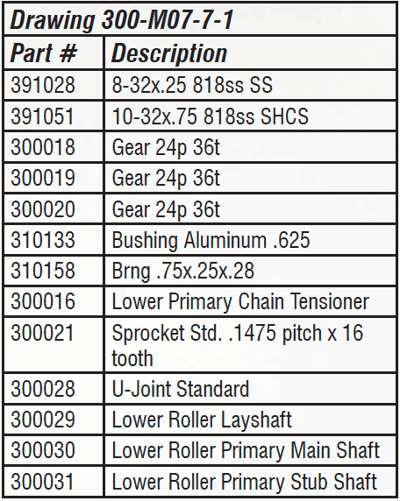
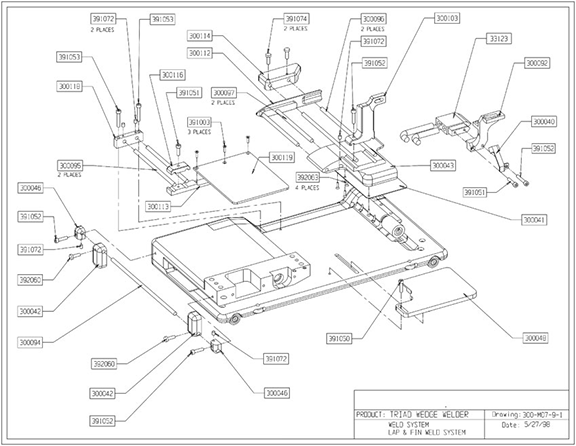
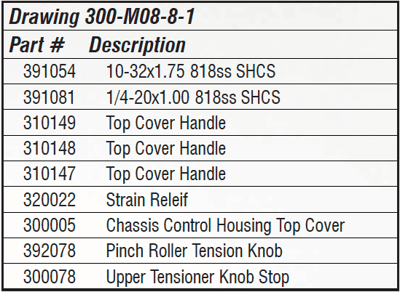
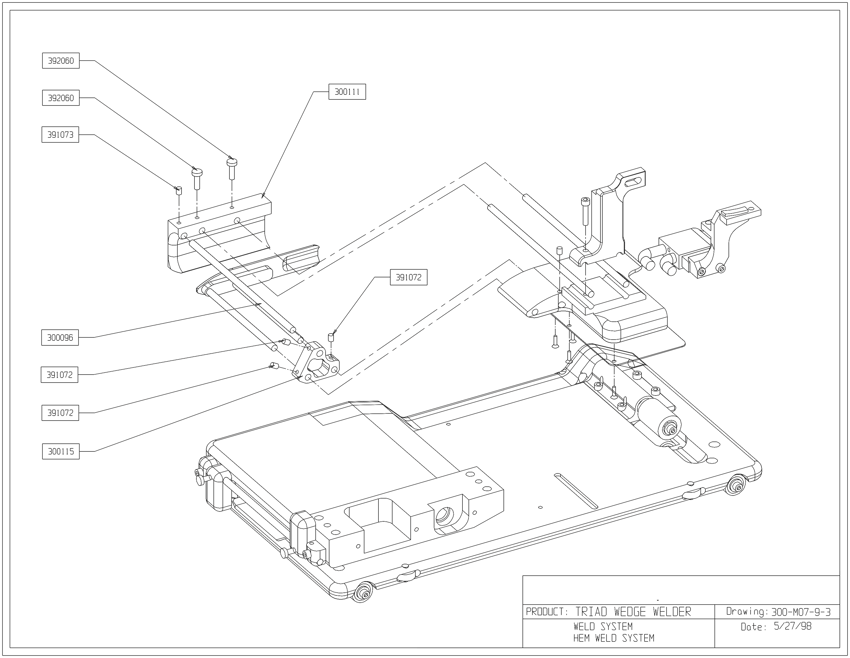
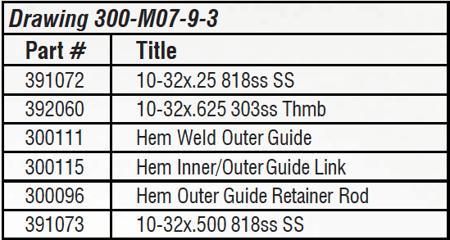
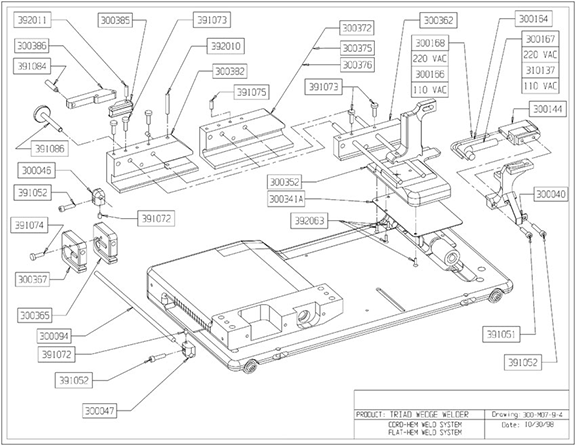
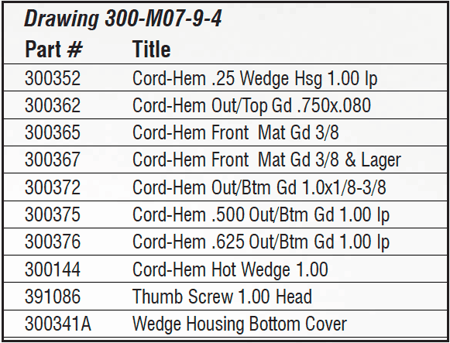
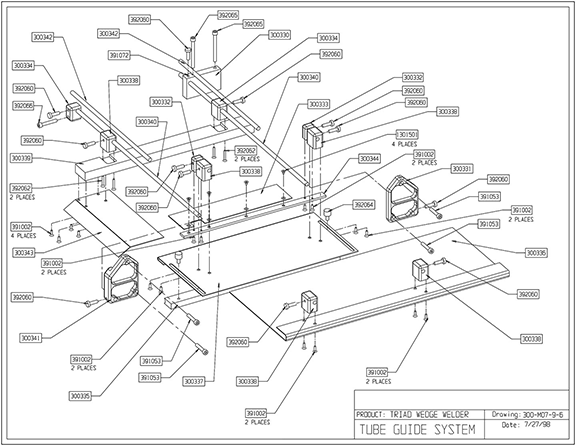
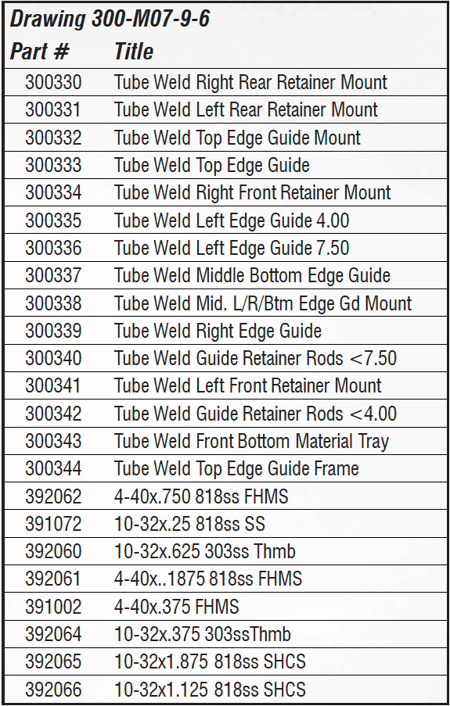
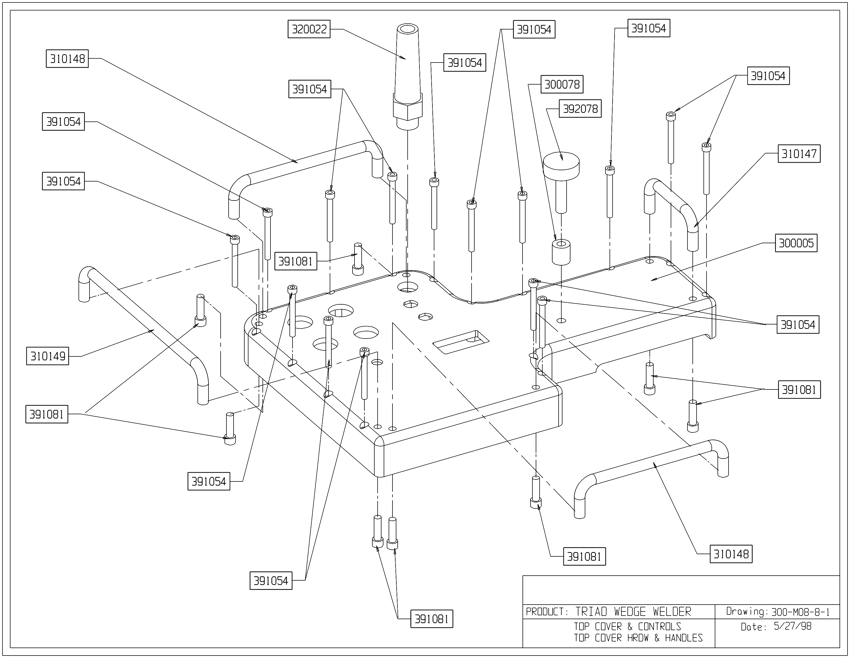
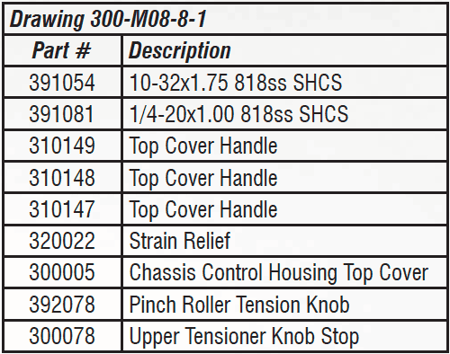
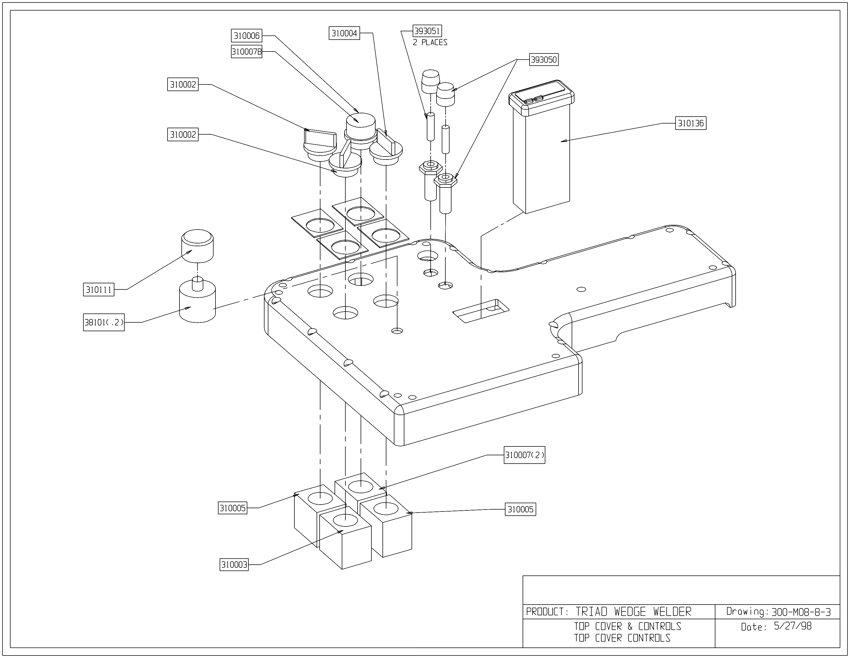
- Capítulo 12: Esquemas
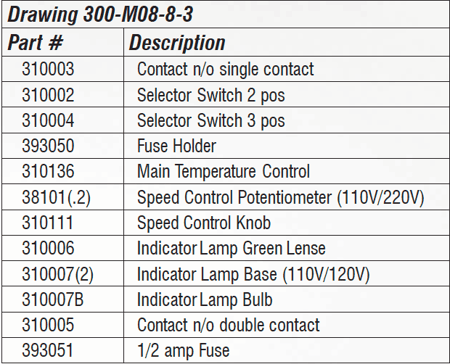
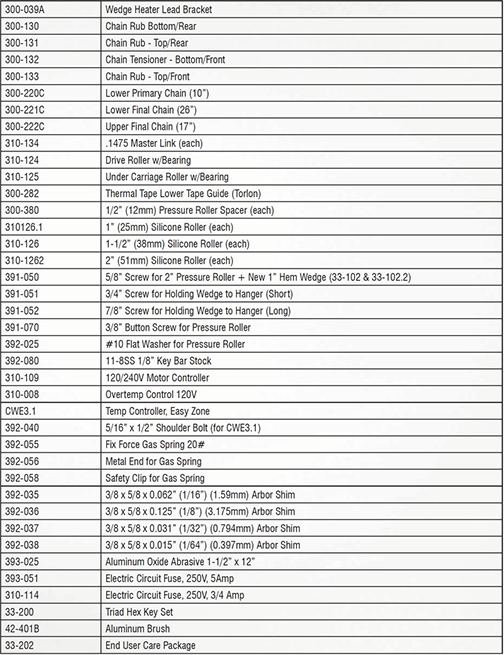
- Capítulo 13: Peças de utilização comum
- Capítulo 14: Documentos adicionais da máquina
Para obter mais informações técnicas sobre esta máquina, contacte o nosso Centro de Resolução através do número 1-855-888-WELD ou envie um e-mail para service@weldmaster.com.
1.0 Introdução
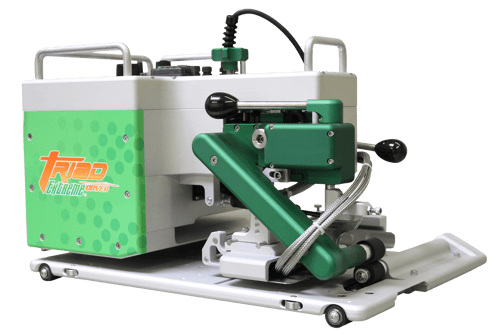
A máquina de soldadura por cunha quente Triad Extreme Seam foi concebida para o fabrico interno de uma vasta gama de membranas flexíveis. Isto inclui, mas não se limita a, PVC, PP, PE, LDPE, Uretano, etc.
A espessura do material que pode ser soldado também varia consoante o produto. A gama normal é de 5-100 milímetros de espessura e pode ser material com ou sem suporte.
O Triad vem completo com três guias diferentes. Isto permitir-lhe-á realizar a soldadura por sobreposição, a soldadura por bainha, a soldadura por oração e muitas outras opções de soldadura.
O Triad utiliza uma cunha quente como fonte de calor. Este método permite um funcionamento silencioso e sem fumo. A cunha também permite a soldadura de produtos mais finos sem distorção.
O Triad pode ser utilizado como soldador estacionário ou em modo automático. Quando se utiliza o Triad em modo automático, sugere-se a utilização de um sistema de calhas. Consulte as Especificações do sistema de calhas.
Sugerimos que faça amostras de soldaduras do seu produto para obter as definições correctas de calor, velocidade e alinhamento da cunha antes de começar a soldar
1.1 Utilização prevista
A Triad Extreme Seam Welder é uma máquina de soldar por cunha quente destinada a selar por calor plásticos térmicos soldáveis, tais como:
- Tecidos laminados e revestidos de vinil (PVC).
- Películas de vinil (PVC) e de poliuretano (PU).
- Tecido revestido de poliuretano (PU) e polipropileno (PP).
- Polietileno (PE).
- Películas e tecidos de borracha termoplástica (TPR) Tecidos não tecidos de poliéster e polipropileno Várias cintas soldáveis.
O fabricante não aprova:
- Quaisquer outras utilizações para estas máquinas.
- A remoção de quaisquer protecções de segurança durante o funcionamento.
- Modificação não autorizada das máquinas.
- Utilizar peças de substituição que não tenham sido aprovadas pelo fabricante.
 Apenas um técnico com formação adequada pode operar e/ou efetuar qualquer manutenção de rotina oureparações das máquinas.
Apenas um técnico com formação adequada pode operar e/ou efetuar qualquer manutenção de rotina oureparações das máquinas.
NOTA: O fabricante não se responsabiliza por quaisquer danos ou ferimentos resultantes de uma utilização incorrecta desta máquina.
2.0 Configuração do material
O material deve ser colocado o mais plano possível, no chão ou numa mesa, consoante a configuração da área de fabrico. Na maior parte dos materiais, e especialmente nos mais finos, é preferível puxar para fora as rugas ou puxar para fora. A utilização de chapas metálicas no interior ou junto da máquina sobre a mesa permite a utilização de ímanes para posicionar e segurar o material. A aplicação de fita adesiva ao material é uma boa prática.
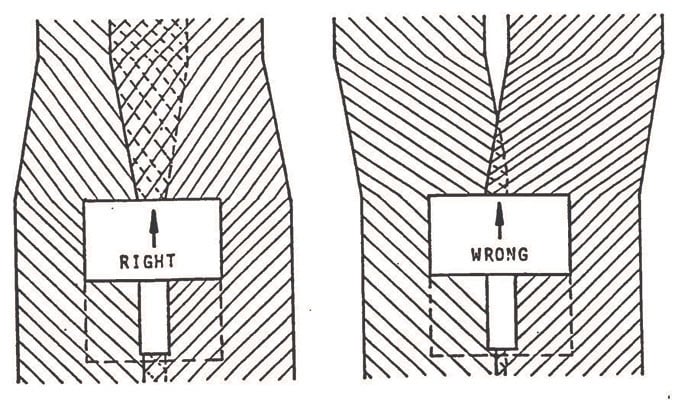
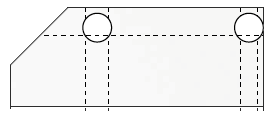
Para efetuar soldaduras por sobreposição, sobrepor sempre o material mais do que a largura final da soldadura. Exemplo: Com uma largura de soldadura de 1-1/2", sobreponha a extremidade do material ou passe 2 a 2 1/2". A máquina e as guias frontais empurrarão o material para a sobreposição pretendida. Se o material não for sobreposto ou posicionado corretamente, a máquina não efectuará a soldadura por sobreposição pretendida. Ver exemplo abaixo.
3.0 Instruções de utilização
Os procedimentos seguintes devem ser seguidos apenas depois de ter seguido os procedimentos de ajuste da cunha e de ajuste da guia.
-
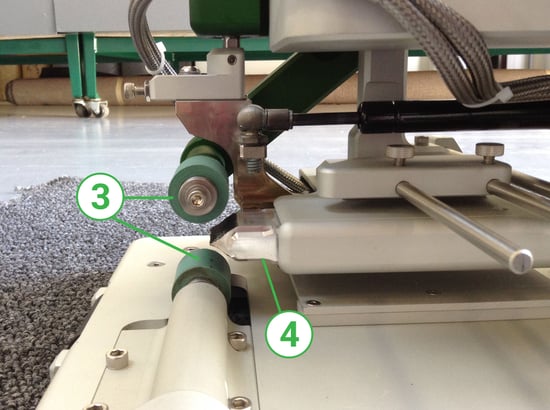
Puxe para cima o Interruptor de Alimentação Vermelho #3 para ligar a máquina. A luz verde de alimentação #4 acender-se-á com um atraso de um segundo. A luz verde permanecerá acesa como um indicador de que a máquina está a ser alimentada. (Empurre para baixo o Interruptor de Alimentação Vermelho #3 para desligar a máquina)
-
O controlador de temperatura n.º 7 ligar-se-á com um atraso de 1-2 segundos após a luz verde de alimentação se acender. As unidades são definidas em celsius na fábrica. Prima o botão Set (Definir) e mantenha-o premido; em seguida, prima o botão para cima ou para baixo até atingir a temperatura pretendida. O tempo de aquecimento é de apenas um a dois minutos. Não ajuste o aquecimento para mais de 510 graus C. Para soldaduras de amostra, defina o controlador para 400 graus C. Esta pode não ser a sua definição final.
-
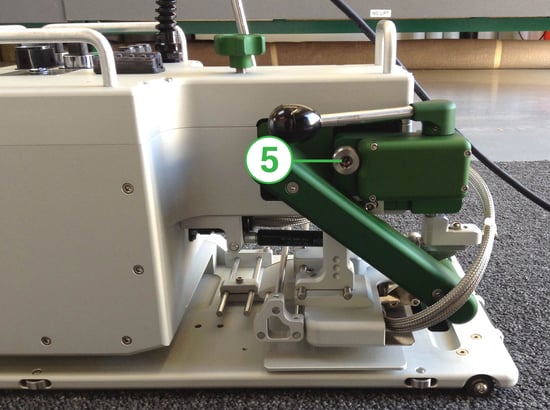
Colocar o Interruptor For/Rev #5 na posição Forward. Isto indica a direção do movimento da máquina e do rolo de tração/pressão.
-
Coloque o Interruptor manual/automático n.º 2 na posição Auto. Isto irá engatar ou iniciar os rolos de tração/pressão quando a cunha for movida para a posição de soldadura.
-
Roda motriz giratória #10 sob o rolo de pressão inferior. Isto fará com que a máquina se mova ou seja automática. Com o conjunto da roda motriz fora, a máquina pode ser utilizada num modo estacionário.
-
#O número 1 é o controlo de velocidade. É ajustável de 0-30 pés por minuto. O ajuste normal será na faixa de 30 a 60, para produtos de 12 a 30 milímetros.
-
#O nº 8 é o botão de pressão. Pode ser ajustado para mais ou menos pressão, consoante a espessura do material.
-
Introduzir o material na máquina com as guias correctas instaladas e fechar o manípulo da roda de pressão n.º 9.
-
Gire a alça de engate da cunha nº 11 em direção à máquina, isso iniciará automaticamente o movimento de avanço do Triad e engatará a cunha no material.
-
Ajuste o controlo de velocidade para cima ou para baixo até verificar que está a obter uma soldadura adequada.

4.0 Guias de materiais
Todos os guias mostrados abaixo estão incluídos na compra da máquina padrão. Cada guia fornece-lhe um tipo específico de soldadura e muito mais. Só é possível utilizar um sistema de guias de cada vez.
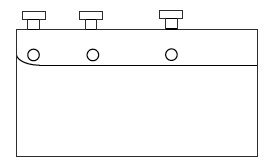
A Guia Superior será utilizada com as três diferentes funções de soldadura, sobreposição, bainha e soldadura de oração. Todas as guias são ajustáveis.
Para obter uma soldadura precisa, sem retalho solto na parte superior ou inferior da folha, as guias devem ser ajustadas de modo a ficarem uniformes com a largura da cunha, ou área de soldadura.
Guia de sobreposição
Guia superior
Guia da bainha
Oração ou Guia de Fin

5.2 Solda de bainha
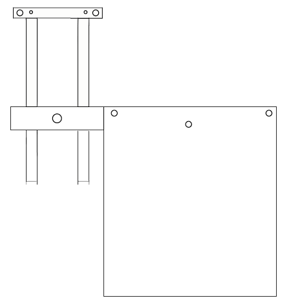
Deslize a guia da bainha #2 sobre as três hastes inoxidáveis até à guia exterior da buzina #3 (Diagrama #1), deixando área suficiente entre as duas para que o material deslize facilmente. Aperte o parafuso de aperto manual (B) (Diagrama #1), isto permitirá que a guia exterior da buzina e a guia da bainha se movam como uma só. Isto determina o tamanho da bainha a ser soldada. Empurre a corrediça da bainha #4 (Diagrama #2) para obter a largura ou o tamanho da bainha desejado. Quando isto estiver feito, aperte os parafusos de aperto manual (C) (Diagrama #1) para bloquear no lugar.
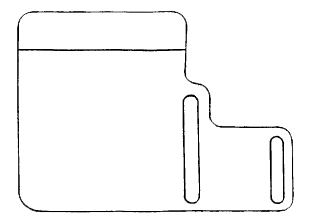
5.3 Soldadura de oração ou de aleta
Posicione a guia de oração n.º 5 sob a buzina de soldadura, colocando a chave na ranhura. Fixe com o parafuso fornecido quando o alinhamento correto estiver concluído.

5.4 Guias frontais
As guias frontais #6 são ajustáveis para pré-alinhar o material antes de chegar ao processo de soldadura. Isto ajudará o operador a introduzir corretamente o material na máquina.

6.0 Manutenção geral
A manutenção geral deve ser efectuada anualmente no seu soldador Triad Extreme.
A tensão da corrente deve ser verificada para evitar o desgaste excessivo das correntes e dos pinhões. A utilização de um lubrificante para correntes com espuma adere à corrente e prolonga a sua vida útil.
Os rolos de pressão devem ser substituídos se houver cortes, pontos planos, marcas de queimadura, etc.
O ajuste da cunha deve ser verificado diariamente antes de efetuar qualquer soldadura. O operador deve estar familiarizado com todos os ajustes da cunha para obter a melhor qualidade de soldadura. Verificar se existem ferragens soltas. As ferragens soltas podem alterar o ajuste da cunha a cada engate.
Para obter soldaduras precisas e uma vida útil mais longa da cunha, esta deve ser limpa e afiada regularmente.
LIMPEZA: A limpeza da cunha deve ser efectuada diariamente. Existem duas maneiras de limpar a cunha.
-
Com os rolos de pressão na posição para cima e a cunha na posição de soldadura, utilize a escova de latão fornecida e limpe a parte superior e inferior da cunha. Isto pode ser feito após cada soldadura ou sempre que necessário.
-
O segundo método de limpeza da cunha consiste em aumentar a temperatura para 510 graus C durante 5-10 minutos. Isto queimará o resíduo na cunha e este descascar-se-á. Utilize a escova de latão para a remover.
REAJUSTE: O rejuvenescimento da cunha deve ser efectuado se existirem sinais de desgaste na cunha. Isto é evidente com soldaduras irregulares, arestas arredondadas ou cantos na cunha.
-
Instalar os dois rolos de aço lisos na máquina (não afiar a cunha com os rolos de silicone na máquina).
-
Rode o interrutor de avanço/retrocesso para a posição de retrocesso.
-
Coloque a cunha na posição de soldadura e feche os rolos.
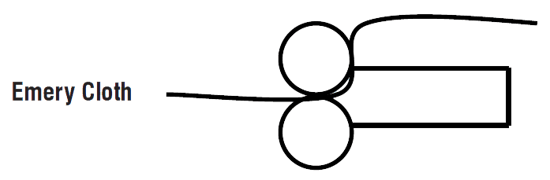
-
Pegue no pano de esmeril fino fornecido e passe-o novamente pelos rolos na parte superior da cunha. Repita este passo na parte inferior da cunha.
-
Repita o passo 4, em cima e em baixo, até que haja um desgaste uniforme em todo o comprimento da cunha.
-
Se o brunimento não endireitar a cunha, consulte a secção Ajuste da cunha. Pode ser necessária uma combinação de afiação e ajuste.
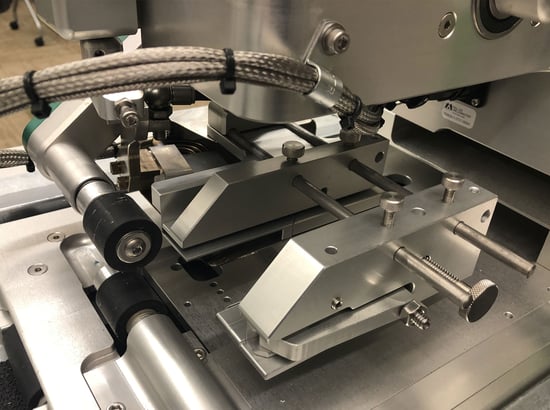
O alinhamento correto da cunha é essencial para obter uma soldadura adequada. As unidades são pré-ajustadas na fábrica. Devem ser efectuadas soldaduras de amostra antes da utilização efectiva da máquina. Se as soldas de amostra forem boas apenas de um lado ou do outro, ou apenas parcialmente soldadas, isso significa que a cunha não está alinhada ou quadrada com os rolos, e é necessário ajustar o alinhamento. Desligue a unidade da fonte de alimentação e certifique-se de que a cunha está fria antes de trabalhar na máquina.
1. Puxar a pega do rolo de pressão #1 para baixo. Isto irá fechar os rolos de pressão.

2. Gire o manípulo da cunha #2 de modo a encaixar a cunha nos rolos. A cunha #4 deve assentar ou ...encaixar bem nos rolos #3 em ambos os lados e deve estar centrada.

3. Para centrar a cunha entre os rolos, rode o parafuso n.º 5, o que permite afinar a cunha para cima e para baixo. Apenas é necessária uma volta de 1/8 ou 1/4. Não virar. Mova o manípulo do rolo de pressão para cima e para baixo lentamente para verificar o ajuste da centragem. Balance o manípulo da cunha para dentro e para fora para garantir o posicionamento correto.
4. O parafuso de ajuste n.º 6 moverá a cunha num eixo central para a esquerda e para a direita. Desaperte o parafuso de bloqueio n.º 8 para efetuar o ajuste. Desaperte a Porca de Bloqueio #7, rode o Parafuso de Ajuste no sentido dos ponteiros do relógio para trazer o lado direito da cunha para dentro e no sentido contrário ao dos ponteiros do relógio para trazer o lado esquerdo para dentro. Quando estiver corretamente ajustado, aperte o parafuso de bloqueio e a porca de bloqueio.
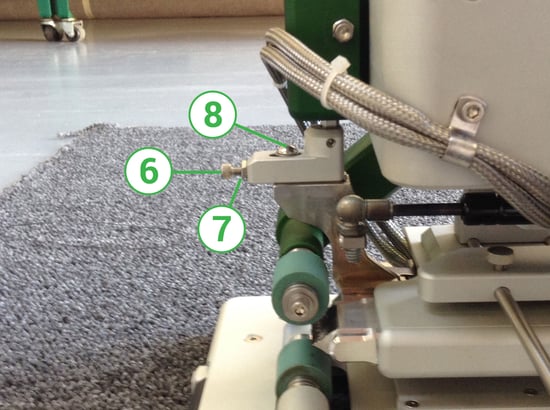
5. O parafuso de paragem da cunha #9 interrompe o curso da cunha ao posicioná-la na posição de soldadura. Desaperte a porca de bloqueio #10 e rode o parafuso de ajuste para dentro ou para fora até à posição correcta. A borda da cunha deve encaixar-se perfeitamente nos roletes de cada extremidade.

Efectue uma soldadura de teste antes de prosseguir com o trabalho. Os ajustes podem ser feitos enquanto a cunha estiver quente. Não coloque a cunha quente nos rolos de silicone sem o material na máquina durante longos períodos de tempo, uma vez que isso irá distorcer o silicone.
NOTA: Para produtos mais espessos (30mil ou mais), pode ser necessário recuar a cunha para permitir espaço para o material.A cunha deve ser substituída quando a afiação e o ajuste deixarem de ser eficazes. Se o aquecedor falhar após um período de tempo, os aquecedores podem não ser facilmente removidos. Provavelmente, a cunha e o aquecedor terão de ser substituídos em conjunto.
-
Desligue a máquina e certifique-se de que a cunha está fria.
-
Remova o parafuso #11 do suporte de suspensão e remova o conjunto do compartimento da cunha #14.
-
Desaparafusar e retirar o conetor do aquecedor n.º 12.
-
Retire os dois parafusos da cunha n.º 13 e retire a cunha.
-
Instale a nova cunha com os parafusos da cunha. Fixe o conetor do aquecedor e volte a fixar a cunha.
-
Centrar a caixa com o parafuso n.º 11 e apertar.
-
Pode ser necessário o alinhamento da cunha, consulte a secção Ajuste da cunha.
10.0 Instalação da cunha
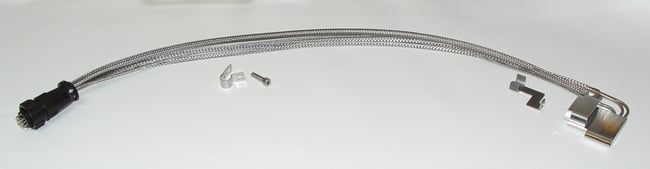
Instale a cunha no braço de montagem da cunha, juntamente com o suporte de chumbo, utilizando dois parafusos (ver a fotografia inserida). Posicione corretamente os fios do aquecedor no suporte de chumbo e feche cuidadosamente as patilhas para os fixar.

Com a cunha na posição engatada, utilize abraçadeiras para juntar os fios do aquecedor. Observe o enrolamento dos fios do aquecedor ao redor do braço superior do rolo de pressão e ao redor da parte traseira do Triad.

Utilizando o clipe e o parafuso, fixe à volta dos fios do aquecedor e posicione-os no corpo do Triad. Não apertar completamente.

Ligue eletricamente a cunha quente ao recetáculo no corpo do Triad. Quando ligado, faça uma dobra confortável do fio do aquecedor e posicione-o corretamente no clipe. Balance a cunha para dentro e para fora da posição de soldadura para se certificar de que o enrolamento à volta da parte de trás do Triad é confortável. Quando terminar, aperte o clipe para o fixar.

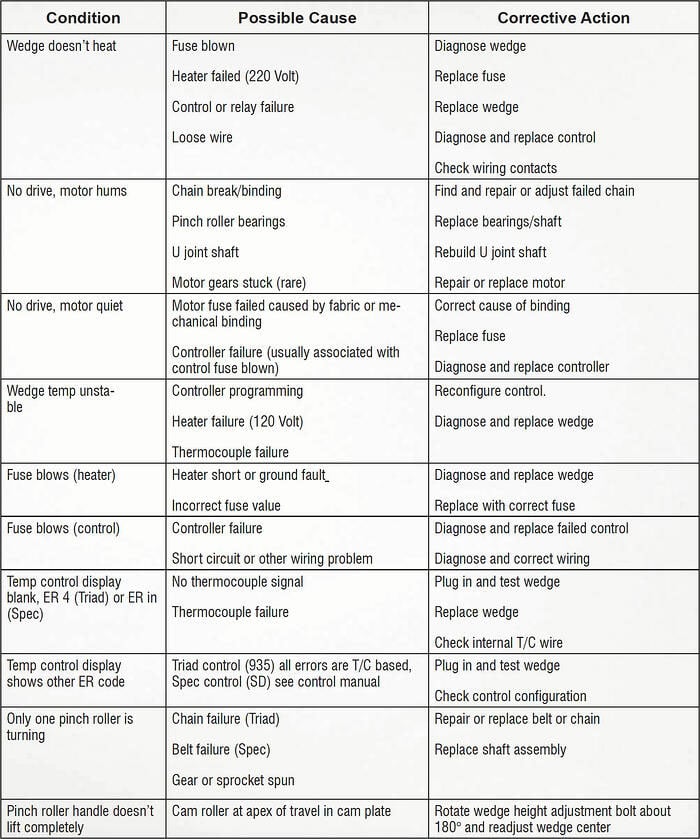
11.0 Resolução de problemas